
дипломная работа по сварке | Дипломная Сварка
Скачай дипломная работа по сварке и еще Дипломная в формате PDF Сварка только на Docsity! СОДЕРЖАНИЕ Изм. Лист Фамилия Подпись Дата Лист 3 ПЭР.15.01.05.15-1.18.11.ПЗ Выполнил Трашков Рук.++++++++++++++++++++++++++++++ +——————————————————————————————————————————————– практики Широкая А.Г Технология сборки и механизированной сварки колонны К15 Лит. Листов 37 ГПОУ НСТ Введение 4 1.Общая часть 1.1 Организация рабочего места 7 2. Технологический раздел 2.1 Тип, назначение, характеристика конструкции 11 2.2 Материалы конструкции 12 2.3 Подготовка металла к сварке 14 2.4 Режим выполнения работ 16 2.5 Качество сварных соединений и методы контроля 17 2.6 Сборка и сварка конструкции 20 3. Газовая сварка (наплавка) 3.1 Подготовка оборудования к сварочным (наплавочным) работам 3.2 Тип назначение, характеристика конструкции 3.3 Режим выполнения работ 3. 4 Заготовительные операции 3.5 Технология сборки и сварки ( наплавки) конструкции 3.6 Качество сварных соединений и методы контроля 4. Охрана труда и методы безопасности Список используемой литературы Приложение 1 Приложение 2 ВВЕДЕНИЕ 1.ОБЩАЯ ЧАСТЬ. В последнее время значительно увеличились объемы производства, поэтому появился вопрос о строительстве новых производственных цехов. Поэтому темой дипломного проекта была выбрана сборка и сварка двухветвевой колонны. Сварка – это технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ электрической дуги для сварки металлов. Н. Н. Бенардос в 1885– 1887 гг. запатентовал свой способ сварки «Электрогефест», или «Способ соединения и разъединения металлов непосредственным действием электрического тока», в 13 странах, в том числе и в Америке, хотя американский ученый И.
4 Заготовительные операции 3.5 Технология сборки и сварки ( наплавки) конструкции 3.6 Качество сварных соединений и методы контроля 4. Охрана труда и методы безопасности Список используемой литературы Приложение 1 Приложение 2 ВВЕДЕНИЕ 1.ОБЩАЯ ЧАСТЬ. В последнее время значительно увеличились объемы производства, поэтому появился вопрос о строительстве новых производственных цехов. Поэтому темой дипломного проекта была выбрана сборка и сварка двухветвевой колонны. Сварка – это технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ электрической дуги для сварки металлов. Н. Н. Бенардос в 1885– 1887 гг. запатентовал свой способ сварки «Электрогефест», или «Способ соединения и разъединения металлов непосредственным действием электрического тока», в 13 странах, в том числе и в Америке, хотя американский ученый И. Томпсон в 1867 г. одним из первых в мире пытался сварить два куска металла электросваркой. В 1892 г. на электротехнической выставке, проходившей в Петербурге, Н. Н. Бенардос представил описание своего изобретения: «Электропайка, электросварка, электроотливка, электронаслоение, электросверление, электроразрезывание всех металлов». Он присоединял один полюс динамо- машины к листу металла, а другой к угольному электроду. В пламя дуги вводили металлический стержень. Но Бенардос не догадался о том, что можно не вводить посторонний металл при плавящемся электроде. Это сделал русский ученый Н. Г. Славянов. Его «Способ электрической отливки металлов» увидел весь мир. На выставке в 1893 г. Славянов получил золотую медаль «За дуговую электросварку». Он представил двенадцатигранную призму из никеля, томпака, стали, чугуна, нейзильбера, бронзы обычной и колокольной, где все грани были соединены сваркой. После этого Америка уже не сомневалась в возможностях сварки цветных металлов по способу Н. Г. Славянова.
Томпсон в 1867 г. одним из первых в мире пытался сварить два куска металла электросваркой. В 1892 г. на электротехнической выставке, проходившей в Петербурге, Н. Н. Бенардос представил описание своего изобретения: «Электропайка, электросварка, электроотливка, электронаслоение, электросверление, электроразрезывание всех металлов». Он присоединял один полюс динамо- машины к листу металла, а другой к угольному электроду. В пламя дуги вводили металлический стержень. Но Бенардос не догадался о том, что можно не вводить посторонний металл при плавящемся электроде. Это сделал русский ученый Н. Г. Славянов. Его «Способ электрической отливки металлов» увидел весь мир. На выставке в 1893 г. Славянов получил золотую медаль «За дуговую электросварку». Он представил двенадцатигранную призму из никеля, томпака, стали, чугуна, нейзильбера, бронзы обычной и колокольной, где все грани были соединены сваркой. После этого Америка уже не сомневалась в возможностях сварки цветных металлов по способу Н. Г. Славянова. мС именами Н. Г. Славянова и Н. Н. Бенардоса связано развитие металлургических основ электрической дуговой сварки, контактной сварки, создание первого автоматического регулятора длины дуги и первого сварочного генератора. Н. Г. Славяновым были предложены флюсы для получения высококачественного металла сварных швов. В Московском политехническом музее демонстрируется подлинный сварочный генератор Н. Г. Славянова и образцы сварных соединений. В начале 1930-х годов в связи с потребностью в более прогрессивных способах соединения металлов стала развиваться сварочная техника. В 1929 г. советский инженер-изобретатель Д. А. Дульчевский разработал способ автоматической дуговой сварки под флюсом. Под руководством академика В. П. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Вологдина в 1924–1935 гг. с использованием электрической дуговой сварки были изготовлены первые отечественные котлы и корпуса судов. Сварку применяли ручную дуговую, электродами с тонкими ионизирующими покрытиями.
мС именами Н. Г. Славянова и Н. Н. Бенардоса связано развитие металлургических основ электрической дуговой сварки, контактной сварки, создание первого автоматического регулятора длины дуги и первого сварочного генератора. Н. Г. Славяновым были предложены флюсы для получения высококачественного металла сварных швов. В Московском политехническом музее демонстрируется подлинный сварочный генератор Н. Г. Славянова и образцы сварных соединений. В начале 1930-х годов в связи с потребностью в более прогрессивных способах соединения металлов стала развиваться сварочная техника. В 1929 г. советский инженер-изобретатель Д. А. Дульчевский разработал способ автоматической дуговой сварки под флюсом. Под руководством академика В. П. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Вологдина в 1924–1935 гг. с использованием электрической дуговой сварки были изготовлены первые отечественные котлы и корпуса судов. Сварку применяли ручную дуговую, электродами с тонкими ионизирующими покрытиями. В 1935–1939 гг. стали применять легированные электроды с толстым покрытием. Их применение позволило использовать сварку в изготовлении промышленного оборудования и строительных конструкций. Огромный вклад в развитие сварочных технологий внес киевский институт им. Е. О. Патона. Здесь была разработана электрошлаковая сварка, изготовлены высокоскоростные сварочные машины для сварки под флюсом. Применение электрошлаковой сварки позволило заменить литые и кованые крупногабаритные изделия сварными, более технологичными. В период Великой Отечественной войны сварка получила широкое применение в военной технике, были разработаны уникальные способы сварки броневых сталей. В послевоенное время при восстановлении народного хозяйства сварка как прогрессивный способ соединения металлов значительно вытеснила клепку. С 1948 г. промышленное применение получили новые способы сварки: сварка в среде защитных газов, ручная, механизированная и автоматическая сварка плавящимся и неплавящимся электродом. В 1950–1952 гг.
В 1935–1939 гг. стали применять легированные электроды с толстым покрытием. Их применение позволило использовать сварку в изготовлении промышленного оборудования и строительных конструкций. Огромный вклад в развитие сварочных технологий внес киевский институт им. Е. О. Патона. Здесь была разработана электрошлаковая сварка, изготовлены высокоскоростные сварочные машины для сварки под флюсом. Применение электрошлаковой сварки позволило заменить литые и кованые крупногабаритные изделия сварными, более технологичными. В период Великой Отечественной войны сварка получила широкое применение в военной технике, были разработаны уникальные способы сварки броневых сталей. В послевоенное время при восстановлении народного хозяйства сварка как прогрессивный способ соединения металлов значительно вытеснила клепку. С 1948 г. промышленное применение получили новые способы сварки: сварка в среде защитных газов, ручная, механизированная и автоматическая сварка плавящимся и неплавящимся электродом. В 1950–1952 гг. в ЦНИИТмаше при участии МВТУ им. Н. Э. Баумана и ИЭС им. Е. О. Патона под руководством профессора К. Ф. Любавского была разработана сварка низколегированных и низкоуглеродистых сталей в среде углекислого газа. Сейчас этот способ сварки составляет 30 % объема всех сварочных работ. В конце 1950-х годов французскими учеными был разработан новый вид сварки плавлением – электронно-лучевой, получивший широкое применение в производстве микроэлектронной техники и выплавке особо чистых сплавов. Впервые в мире советские космонавты В. Кубасов и Г. Шонин в 1969 г. осуществили автоматическую сварку и резку металлов в открытом космосе. В 1984 г. космонавты С. Савицкая и В. Джанибеков провели ручную сварку, резку и Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ пайку различных металлов в космосе. В настоящее время сварку и резку металлов проводят в космосе, под водой, в вакууме и на открытом воздухе. Открытая и разработанная Н. Н. Бенардосом в 1887 г. контактная и шовная сварка широко применяется в настоящее время.
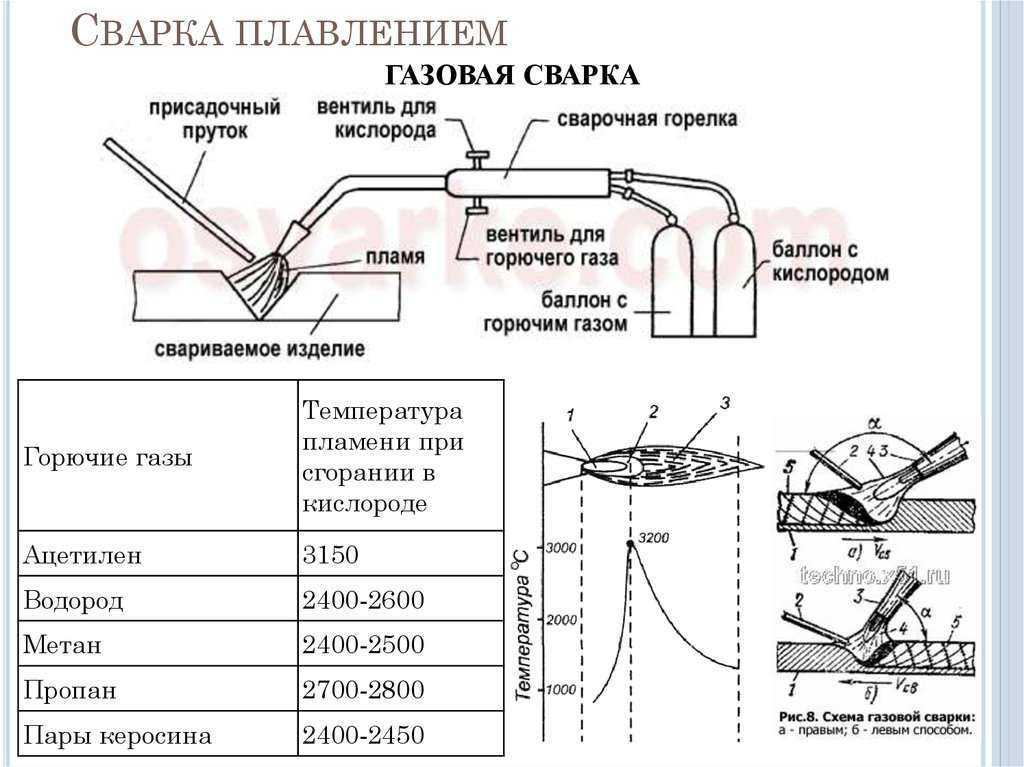
в ЦНИИТмаше при участии МВТУ им. Н. Э. Баумана и ИЭС им. Е. О. Патона под руководством профессора К. Ф. Любавского была разработана сварка низколегированных и низкоуглеродистых сталей в среде углекислого газа. Сейчас этот способ сварки составляет 30 % объема всех сварочных работ. В конце 1950-х годов французскими учеными был разработан новый вид сварки плавлением – электронно-лучевой, получивший широкое применение в производстве микроэлектронной техники и выплавке особо чистых сплавов. Впервые в мире советские космонавты В. Кубасов и Г. Шонин в 1969 г. осуществили автоматическую сварку и резку металлов в открытом космосе. В 1984 г. космонавты С. Савицкая и В. Джанибеков провели ручную сварку, резку и Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ пайку различных металлов в космосе. В настоящее время сварку и резку металлов проводят в космосе, под водой, в вакууме и на открытом воздухе. Открытая и разработанная Н. Н. Бенардосом в 1887 г. контактная и шовная сварка широко применяется в настоящее время. Кузов современного автомобиля, состоящий из тонколистовых штампованных деталей, сварен более чем в 10 тысячах точек. Самолет насчитывает уже несколько миллионов сварных точек или «электрозаклепок». Наряду с дуговой электросваркой, к сварке плавлением относят газовую сварку. Для плавления металлов используют тепло пламени смеси газов, сжигаемых с помощью горелки. Газовая сварка классифицируется по виду применяемого горючего газа: ацетиленокислородная, керосино-кислородная, бензино- кислородная, пропанобутано-кислородная, водород-кислородная и др. Способ газовой сварки был разработан в конце XIX столетия, когда началось промышленное производство кислорода, водорода и ацетилена. В этот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных соединений. Наибольшее развитие газовая сварка с применением ацетилена получила в период развития сети железных дорог и вагоностроения. Необходимо было производить большой объем работ по сборке вагонов, паровозов.
Кузов современного автомобиля, состоящий из тонколистовых штампованных деталей, сварен более чем в 10 тысячах точек. Самолет насчитывает уже несколько миллионов сварных точек или «электрозаклепок». Наряду с дуговой электросваркой, к сварке плавлением относят газовую сварку. Для плавления металлов используют тепло пламени смеси газов, сжигаемых с помощью горелки. Газовая сварка классифицируется по виду применяемого горючего газа: ацетиленокислородная, керосино-кислородная, бензино- кислородная, пропанобутано-кислородная, водород-кислородная и др. Способ газовой сварки был разработан в конце XIX столетия, когда началось промышленное производство кислорода, водорода и ацетилена. В этот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных соединений. Наибольшее развитие газовая сварка с применением ацетилена получила в период развития сети железных дорог и вагоностроения. Необходимо было производить большой объем работ по сборке вагонов, паровозов. В настоящее время газовая сварка применяется во многих отраслях промышленности: при изготовлении и ремонте изделий из тонколистовой стали, сварке цветных металлов и их сплавов, а также при наплавочных работах. Разновидностью газопламенной обработки является газотермическая резка, широко применяемая на этапе заготовительных операций при раскрое металлов и резке металлолома. Несмотря на многочисленные способы применения механизированных и автоматизированных видов сварки, масштабы применения ручной дуговой электросварки увеличиваются. Это связано с созданием новых материалов и оборудования для производственных процессов. На эти позиции Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Газовое оборудование состоит из баллона с углекислым газом, баллона с аргоном, редуктора с манометрами и смесителя, которые применяют при использовании смеси углекислого газа и аргона. Баллоны предназначены для хранения и транспортирования защитных газов. Все газы находятся в баллонах в сжатом состоянии, под высоким давлением, кроме углекислого газа, который содержится в жидком состоянии.
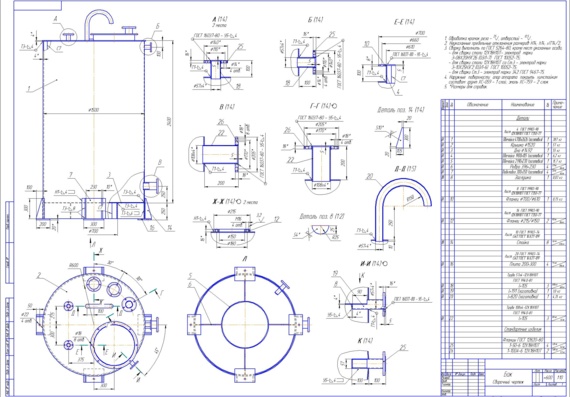
В настоящее время газовая сварка применяется во многих отраслях промышленности: при изготовлении и ремонте изделий из тонколистовой стали, сварке цветных металлов и их сплавов, а также при наплавочных работах. Разновидностью газопламенной обработки является газотермическая резка, широко применяемая на этапе заготовительных операций при раскрое металлов и резке металлолома. Несмотря на многочисленные способы применения механизированных и автоматизированных видов сварки, масштабы применения ручной дуговой электросварки увеличиваются. Это связано с созданием новых материалов и оборудования для производственных процессов. На эти позиции Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Газовое оборудование состоит из баллона с углекислым газом, баллона с аргоном, редуктора с манометрами и смесителя, которые применяют при использовании смеси углекислого газа и аргона. Баллоны предназначены для хранения и транспортирования защитных газов. Все газы находятся в баллонах в сжатом состоянии, под высоким давлением, кроме углекислого газа, который содержится в жидком состоянии. Редуктор с манометрами служит для понижения давления на выходе из баллона. Стандартное давление на входе газового баллона варьируется в диапазоне 150-250 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ атмосфер. С помощью газового редуктора это значение на выходе снижается до 1-16 атмосфер Смеситель необходим для смешивания и подачи нужного соотношения газов, оптимальных для сварки. двух газов. Также необходимо наличие расходомера и шланга для подключения газа к аппарату, через который в свою очередь подается газ в сварочную горелку. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 2.ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ. 2.1. Тип, назначение, характеристика конструкции. Металлическая двухветвевая колонна – это элемент конструкции здания, который состоит из нескольких деталей: оголовка, надкранового стержня, подкрановой ступени, подкранового стержня и базы. Колонны разработаны применительно к типовым строительным конструкциям покрытий с опиринием стропильных ферм в уровне нижнего пояса.
Редуктор с манометрами служит для понижения давления на выходе из баллона. Стандартное давление на входе газового баллона варьируется в диапазоне 150-250 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ атмосфер. С помощью газового редуктора это значение на выходе снижается до 1-16 атмосфер Смеситель необходим для смешивания и подачи нужного соотношения газов, оптимальных для сварки. двух газов. Также необходимо наличие расходомера и шланга для подключения газа к аппарату, через который в свою очередь подается газ в сварочную горелку. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 2.ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ. 2.1. Тип, назначение, характеристика конструкции. Металлическая двухветвевая колонна – это элемент конструкции здания, который состоит из нескольких деталей: оголовка, надкранового стержня, подкрановой ступени, подкранового стержня и базы. Колонны разработаны применительно к типовым строительным конструкциям покрытий с опиринием стропильных ферм в уровне нижнего пояса. Оголовок – верхняя часть, которая воспринимает нагрузку от ферм и передает ее на подкрановый стержень. При их расчете учитывается не только вес опирающихся балок, ферм, но и особенности их крепления. Надкрановая часть служит опорой для стропильных ферм и передает нагрузку по подкрановой части к базе колонны. В средней части колонны располагается подкрановая ступень запроектированная в виде сварной балки-стенки. На нее ложатся подкрановые балки по которым будет ездить кран. Ветви подкрановой части выполнены из горячекатаных двутавров 60Ш1 с параллельными гранями полок по ГОСТ26020-85. Решётка подкрановых частей колонн запроектирована двухплоскостной из горячекатаных уголков прикрепленных к ветвям бесфасоночно (при этом по средним и, частично, по крайним рядам колонн предусмотрена расцентровка решетки). Базы колонн запроектированы раздельными для каждой ветви; опирание фрезерованного торца ветви осуществляется ко заранее установленную и выверенную опорную стальную плиту со строганой верхней плоскостью.
Оголовок – верхняя часть, которая воспринимает нагрузку от ферм и передает ее на подкрановый стержень. При их расчете учитывается не только вес опирающихся балок, ферм, но и особенности их крепления. Надкрановая часть служит опорой для стропильных ферм и передает нагрузку по подкрановой части к базе колонны. В средней части колонны располагается подкрановая ступень запроектированная в виде сварной балки-стенки. На нее ложатся подкрановые балки по которым будет ездить кран. Ветви подкрановой части выполнены из горячекатаных двутавров 60Ш1 с параллельными гранями полок по ГОСТ26020-85. Решётка подкрановых частей колонн запроектирована двухплоскостной из горячекатаных уголков прикрепленных к ветвям бесфасоночно (при этом по средним и, частично, по крайним рядам колонн предусмотрена расцентровка решетки). Базы колонн запроектированы раздельными для каждой ветви; опирание фрезерованного торца ветви осуществляется ко заранее установленную и выверенную опорную стальную плиту со строганой верхней плоскостью. Опорные плиты баз колонн; к которым крепятся подкрановые связи, привариваются к специальным швеллерам, заделанным в фундамент (для передачи продольных и горизонтальных сил на фундаменты) 2.2. Материалы конструкции. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Стержень колонны выполняется из двух параллельных широкополочных двутавров 60Ш1, укрепленные ребами жесткости из листовой стали сечением 144х10, скрепленные обрешеткой из угловой стали сечением 63х5 и швеллерами 40у. Марка стали С345 ГОСТ-277772-88. Химический состав стали С345 двутавровой балки№ 60Ш1. Содержание элементов в % C Mn Si P S Cr Ni Cu Al Ti 0,14 1,00-1,8 0 0,15-0,8 0 0,025 не более 0,025 не более 0,30 не более 0,30 не более 0,30 0,02-0,0 6 0,035 Механические свойства стали С345 двутавровой балки № 60Ш1 Предел текучести Н/мм² σт Временное сопротивление Н/мм² σв Относительное удлинение % δ5, Загибка холл. Ударная вязкость Дж/см² 345 470 20 98 29 2.3. Подготовка металла к сварке Заготовительные операции, для изготовления колонны К-17, включают в себя правку, разметку, резку, обработку кромок на станках, сверление отверстий, зачистку кромок и поверхностей деталей.
Опорные плиты баз колонн; к которым крепятся подкрановые связи, привариваются к специальным швеллерам, заделанным в фундамент (для передачи продольных и горизонтальных сил на фундаменты) 2.2. Материалы конструкции. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Стержень колонны выполняется из двух параллельных широкополочных двутавров 60Ш1, укрепленные ребами жесткости из листовой стали сечением 144х10, скрепленные обрешеткой из угловой стали сечением 63х5 и швеллерами 40у. Марка стали С345 ГОСТ-277772-88. Химический состав стали С345 двутавровой балки№ 60Ш1. Содержание элементов в % C Mn Si P S Cr Ni Cu Al Ti 0,14 1,00-1,8 0 0,15-0,8 0 0,025 не более 0,025 не более 0,30 не более 0,30 не более 0,30 0,02-0,0 6 0,035 Механические свойства стали С345 двутавровой балки № 60Ш1 Предел текучести Н/мм² σт Временное сопротивление Н/мм² σв Относительное удлинение % δ5, Загибка холл. Ударная вязкость Дж/см² 345 470 20 98 29 2.3. Подготовка металла к сварке Заготовительные операции, для изготовления колонны К-17, включают в себя правку, разметку, резку, обработку кромок на станках, сверление отверстий, зачистку кромок и поверхностей деталей. Правка металла: Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки – волнистость, коробление, вмятины, искривления, выпучивания и т.д. Листовой металл правят на листоправильных вальцах XZP 120/15. Мелкие листовые детали правят на вальцах, на подкладном листе, или на Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ листоправильных вальцах для правки мелочи собственного изготовления. Двутавры и швеллера выправляют на кулачковом прессе JN-315 фирмы «Пельс». Искривления листовой и профильной стали поле правки не должны превышать величин, указанных в таблице №1 Таблица №1 Профиль стали Наименование отклонения Допускаемая величина отклонения Листовая Зазор между листом и стальной стальной линейкой ЗН664 Не более 1,5 мм Угловая, двутавры и швеллера Зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра. 0,001L, Но не более 10 мм Разметка деталей. Разметка – это процесс нанесения контура детали на металл в натуральную величину.
Правка металла: Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки – волнистость, коробление, вмятины, искривления, выпучивания и т.д. Листовой металл правят на листоправильных вальцах XZP 120/15. Мелкие листовые детали правят на вальцах, на подкладном листе, или на Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ листоправильных вальцах для правки мелочи собственного изготовления. Двутавры и швеллера выправляют на кулачковом прессе JN-315 фирмы «Пельс». Искривления листовой и профильной стали поле правки не должны превышать величин, указанных в таблице №1 Таблица №1 Профиль стали Наименование отклонения Допускаемая величина отклонения Листовая Зазор между листом и стальной стальной линейкой ЗН664 Не более 1,5 мм Угловая, двутавры и швеллера Зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра. 0,001L, Но не более 10 мм Разметка деталей. Разметка – это процесс нанесения контура детали на металл в натуральную величину. В процессе разметки необходимые указания по обработке наносят на металл с использованием специального инструмента: измерительных рулеток, линеек, чертилок, угольников, керна и др. Качество разметки во многом зависит от точности мерительного инструмента. Разметку деталей производят с помощью рулеток, соответствующих точности второго класса по ГОСТ 7502-98 и измерительных металлических линеек по ГОСТ 427-75. При разметке деталей для стволов по длине, необходимо учесть припуск на механическую обработку и усадку от сварки в соответствии с рекомендациями таблицы №2 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Резку угловых заготовок производят на машине, предназначенной для резки и сверления отверстий FICEP мод. HP20Т. Резку швеллеров (поз) производят на ленточно-пильном станке «Pegasus» Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Сверление отверстий. Сверление — операция для получения отверстий в металлических заготовках Сверление листовых заготовок производят на FICEP мод.
В процессе разметки необходимые указания по обработке наносят на металл с использованием специального инструмента: измерительных рулеток, линеек, чертилок, угольников, керна и др. Качество разметки во многом зависит от точности мерительного инструмента. Разметку деталей производят с помощью рулеток, соответствующих точности второго класса по ГОСТ 7502-98 и измерительных металлических линеек по ГОСТ 427-75. При разметке деталей для стволов по длине, необходимо учесть припуск на механическую обработку и усадку от сварки в соответствии с рекомендациями таблицы №2 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Резку угловых заготовок производят на машине, предназначенной для резки и сверления отверстий FICEP мод. HP20Т. Резку швеллеров (поз) производят на ленточно-пильном станке «Pegasus» Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Сверление отверстий. Сверление — операция для получения отверстий в металлических заготовках Сверление листовых заготовок производят на FICEP мод. Р113 Сверление угловых заготовок производят на FICEP мод. HP20T Стержни колонны фрезеруют на тфс-№2 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Сверление двутавровых балок производят наFICEP мод. 603 DEB 2.4 Режим выполнения работ. Режимы — это основные физические показатели, которые определяют весь ход процесса сварки металла и устанавливаются, опираясь на исходные данные. Причем эти показатели должны быть соблюдены в полном объеме для того, чтобы получить необходимое качество сварного шва, его размеры и формы, которые были установлены инженерным проектом. Основными параметрами полуавтоматической сварки в среде защитных газов являются: -Сварочный ток -Напряжение дуги Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Ультразвуковой источник посылает сигнал, который при достижении конца сплава отражается. Если на своем пути сигнал встречает дефект, то это отражается на волне, что в свою очередь фиксируется прибором. Различные дефекты имеют свои собственные отражения, поэтому определить природу дефекта достаточно просто.
Р113 Сверление угловых заготовок производят на FICEP мод. HP20T Стержни колонны фрезеруют на тфс-№2 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Сверление двутавровых балок производят наFICEP мод. 603 DEB 2.4 Режим выполнения работ. Режимы — это основные физические показатели, которые определяют весь ход процесса сварки металла и устанавливаются, опираясь на исходные данные. Причем эти показатели должны быть соблюдены в полном объеме для того, чтобы получить необходимое качество сварного шва, его размеры и формы, которые были установлены инженерным проектом. Основными параметрами полуавтоматической сварки в среде защитных газов являются: -Сварочный ток -Напряжение дуги Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Ультразвуковой источник посылает сигнал, который при достижении конца сплава отражается. Если на своем пути сигнал встречает дефект, то это отражается на волне, что в свою очередь фиксируется прибором. Различные дефекты имеют свои собственные отражения, поэтому определить природу дефекта достаточно просто. данный считают наиболее удобным для использования. Это обусловлено возможностью определить изъян как на поверхности, так и в глубине металла. Контроль качества сварных соединений проводится согласно таблицы №5 ГОСТ 23118-99 пп 5.7.4 Таблица№5 Метод контроля Тип контролируемых швов по табл.6 Объем контроля Внешний осмотр и измерение. Ультразвуковой или радиографический. Все соединения 1 и 2 3 4 5 8 100% 100% 10% 5% 1% Типы сварных соединений и характеристика условий их эксплуатации. Таблица№6 Категория и уровни качества швов сварных Тип швов соединений и характеристика условий их эксплуатации Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ соединений I – высокий 1 Поперечные стыковые швы, воспринимающие растягивающие напряжения (в растянутых поясах и стенках балок, элементах ферм и т.п.). 2 Швы тавровых, угловых, нахлесточных соединений, работающие на отрыв, при растягивающих напряжениях, действующих на прикрепляемый элемент , и при напряжениях среза в швах .3 Швы в конструкциях или в их элементах, относящихся к 1-й группе по классификации действующих нормативных документов, а также в конструкциях 2-й группы в климатических районах строительства с расчетной температурой ниже минус 45 °С (кроме случаев, отнесенных к типам 7-12).
данный считают наиболее удобным для использования. Это обусловлено возможностью определить изъян как на поверхности, так и в глубине металла. Контроль качества сварных соединений проводится согласно таблицы №5 ГОСТ 23118-99 пп 5.7.4 Таблица№5 Метод контроля Тип контролируемых швов по табл.6 Объем контроля Внешний осмотр и измерение. Ультразвуковой или радиографический. Все соединения 1 и 2 3 4 5 8 100% 100% 10% 5% 1% Типы сварных соединений и характеристика условий их эксплуатации. Таблица№6 Категория и уровни качества швов сварных Тип швов соединений и характеристика условий их эксплуатации Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ соединений I – высокий 1 Поперечные стыковые швы, воспринимающие растягивающие напряжения (в растянутых поясах и стенках балок, элементах ферм и т.п.). 2 Швы тавровых, угловых, нахлесточных соединений, работающие на отрыв, при растягивающих напряжениях, действующих на прикрепляемый элемент , и при напряжениях среза в швах .3 Швы в конструкциях или в их элементах, относящихся к 1-й группе по классификации действующих нормативных документов, а также в конструкциях 2-й группы в климатических районах строительства с расчетной температурой ниже минус 45 °С (кроме случаев, отнесенных к типам 7-12). II – средний 4 Поперечные стыковые швы, воспринимающие растягивающие напряжения , а также работающие на отрыв швы тавровых, угловых, нахлесточных соединений при растягивающих напряжениях, действующих на прикрепляемый элемент , и при напряжениях среза в швах (кроме случаев, отнесенных к типу 3) 5 Расчетные угловые швы, воспринимающие напряжения среза , которые соединяют основные элементы конструкций 2-й и 3-й групп (кроме случаев, отнесенных к типам 2 и 3). 6 Продольные стыковые швы, воспринимающие напряжения растяжения или сдвига 7 Продольные (связующие) угловые швы в основных элементах конструкций 2-й и 3-й групп, воспринимающие растягивающие напряжения (поясные швы элементов составного сечения, швы в растянутых элементах ферм и т.д.). 8 Стыковые и угловые швы, прикрепляющие к растянутым зонам основных элементов конструкций узловые фасонки, фасонки связей, упоры и т.п. III – низкий 9 Поперечные стыковые швы, воспринимающие сжимающие напряжения. 10 Продольные стыковые швы и связующие угловые швы в сжатых элементах конструкций.
II – средний 4 Поперечные стыковые швы, воспринимающие растягивающие напряжения , а также работающие на отрыв швы тавровых, угловых, нахлесточных соединений при растягивающих напряжениях, действующих на прикрепляемый элемент , и при напряжениях среза в швах (кроме случаев, отнесенных к типу 3) 5 Расчетные угловые швы, воспринимающие напряжения среза , которые соединяют основные элементы конструкций 2-й и 3-й групп (кроме случаев, отнесенных к типам 2 и 3). 6 Продольные стыковые швы, воспринимающие напряжения растяжения или сдвига 7 Продольные (связующие) угловые швы в основных элементах конструкций 2-й и 3-й групп, воспринимающие растягивающие напряжения (поясные швы элементов составного сечения, швы в растянутых элементах ферм и т.д.). 8 Стыковые и угловые швы, прикрепляющие к растянутым зонам основных элементов конструкций узловые фасонки, фасонки связей, упоры и т.п. III – низкий 9 Поперечные стыковые швы, воспринимающие сжимающие напряжения. 10 Продольные стыковые швы и связующие угловые швы в сжатых элементах конструкций. 11 Стыковые и угловые швы, прикрепляющие фасонки к сжатым элементам конструкций. 12 Стыковые и угловые швы во вспомогательных элементах конструкций (конструкции 4-й группы) Таблица№6 3.ГАЗОВАЯ СВАРКА (НАПЛАВКА) 3.1 Подготовка оборудования. Резка металла газовым резаком предполагает точность дозировки и соединения газовой смеси с кислородом. А также это устройство обеспечивает получение разогревающего пламени и введение кислорода в зону работы. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 3.2 Тип, назначение, характеристика конструкции Газовая резка металла — технология, которая на сегодняшний день используется широко, поскольку предполагает простоту выполнения операции. Именно эти методом пользуются специалисты в ремонтных, строительных и сельскохозяйственных работах. Практически все устройства, предназначенные для резки металла газом, мобильны, их легко транспортировать и использовать в другом месте. Особенности газовой резки: -Расширяет возможности резки заготовок большой толщины; -Не требует питания от электросети; -Высокая производительность; -Возможность выполнения сложных операций; -Ручной и автоматический режим работы.
11 Стыковые и угловые швы, прикрепляющие фасонки к сжатым элементам конструкций. 12 Стыковые и угловые швы во вспомогательных элементах конструкций (конструкции 4-й группы) Таблица№6 3.ГАЗОВАЯ СВАРКА (НАПЛАВКА) 3.1 Подготовка оборудования. Резка металла газовым резаком предполагает точность дозировки и соединения газовой смеси с кислородом. А также это устройство обеспечивает получение разогревающего пламени и введение кислорода в зону работы. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 3.2 Тип, назначение, характеристика конструкции Газовая резка металла — технология, которая на сегодняшний день используется широко, поскольку предполагает простоту выполнения операции. Именно эти методом пользуются специалисты в ремонтных, строительных и сельскохозяйственных работах. Практически все устройства, предназначенные для резки металла газом, мобильны, их легко транспортировать и использовать в другом месте. Особенности газовой резки: -Расширяет возможности резки заготовок большой толщины; -Не требует питания от электросети; -Высокая производительность; -Возможность выполнения сложных операций; -Ручной и автоматический режим работы. Кислород используется при резке металла газом, если материал обладает определенными характеристиками: -высокой теплопроводностью; -температурой плавления выше температуры воспламенения в кислороде; -температурой плавления тугоплавких окислов ниже температуры плавления металла; -образованием жидких шлаков в процессе резки; -выделением большого объема тепла. Резка может быть: -поверхностная – образование шлицев и каналов; -копьевая – образование отверстий или проемов; -разделительная – в виде сквозного реза. 3.3 Режим выполнения работ. Сначала необходимо переводим кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также проверяем, что каждый вентиль находится в закрытом положении. После этого берем пропановый резак и Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ слегка приоткрываем пропан, а затем поджегаем его. Сопло резака располагаем таким образом, чтобы оно упиралось в металл, после чего не спеша открываем регулирующий кислород. Далее настраиваем эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени.
Кислород используется при резке металла газом, если материал обладает определенными характеристиками: -высокой теплопроводностью; -температурой плавления выше температуры воспламенения в кислороде; -температурой плавления тугоплавких окислов ниже температуры плавления металла; -образованием жидких шлаков в процессе резки; -выделением большого объема тепла. Резка может быть: -поверхностная – образование шлицев и каналов; -копьевая – образование отверстий или проемов; -разделительная – в виде сквозного реза. 3.3 Режим выполнения работ. Сначала необходимо переводим кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также проверяем, что каждый вентиль находится в закрытом положении. После этого берем пропановый резак и Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ слегка приоткрываем пропан, а затем поджегаем его. Сопло резака располагаем таким образом, чтобы оно упиралось в металл, после чего не спеша открываем регулирующий кислород. Далее настраиваем эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки последовательно открываем газ, кислород, газ, кислород. При выборе силы пламени ориентируемся на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени приступаем к резке металла. Сопло держим по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбираем то место, от которого пойдет разрез. Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Во время подобной настройки последовательно открываем газ, кислород, газ, кислород. При выборе силы пламени ориентируемся на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени приступаем к резке металла. Сопло держим по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбираем то место, от которого пойдет разрез. Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя. Особенности резки: При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, мы исключаем риск обратного удара пламени, во время которого можно услышать хлопок. Медленно ведем кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона. Сперва его выдерживаем величиной 90 градусов, после чего создаем незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинаем увеличивать до 20-30 градусов. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Нюансы при газовой резке: Во время резки металла выдерживаем необходимую скорость. Ее подбор осуществляем визуальным путем, для чего оцениваем скорость разлета искр.
Особенности резки: При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, мы исключаем риск обратного удара пламени, во время которого можно услышать хлопок. Медленно ведем кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона. Сперва его выдерживаем величиной 90 градусов, после чего создаем незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинаем увеличивать до 20-30 градусов. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Нюансы при газовой резке: Во время резки металла выдерживаем необходимую скорость. Ее подбор осуществляем визуальным путем, для чего оцениваем скорость разлета искр. Если скорость оказывается оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена. Во время резки учитываем и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону. Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки постепенно уменьшаем скорость продвижения и выдерживаем угол наклона резака больше на 10-15 градусов. Саму процедуру резки проводим таким образом, чтобы во время нее не возникало значительных пауз.
Если скорость оказывается оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена. Во время резки учитываем и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону. Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки постепенно уменьшаем скорость продвижения и выдерживаем угол наклона резака больше на 10-15 градусов. Саму процедуру резки проводим таким образом, чтобы во время нее не возникало значительных пауз. Если случится так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинаем сначала, причем выбираем новую стартовую точку. После окончания резки перекрываем подачу режущего кислорода, после чего, то же самое выполняем с регулирующим кислородом. Завершающим же действием является отключение пропана. 4.ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ. 1 Содержание рабочего места 1.1 Осмотреть и привести в порядок рабочее место, убрать лишние предметы из-под ног; если пол скользкий (облит маслом, краской, водой), требовать, чтобы его вытерли, или сделать это самому. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 4.4 Отключить местную вентиляцию. 4.5 Сдать сменщику и мастеру рабочее место чистым и в полном порядке. 5 Требования по электробезопасности 5.1 Подключать к электросети и отключать от нее электросварочные установки, а также ремонтировать их должны только электромонтеры. 5.2 Во избежание поражения электрическим током не прикасаться к открытым токоведущим частям электрооборудования, оголенным проводам и не производить самостоятельных исправлений и подключений.
Если случится так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинаем сначала, причем выбираем новую стартовую точку. После окончания резки перекрываем подачу режущего кислорода, после чего, то же самое выполняем с регулирующим кислородом. Завершающим же действием является отключение пропана. 4.ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ. 1 Содержание рабочего места 1.1 Осмотреть и привести в порядок рабочее место, убрать лишние предметы из-под ног; если пол скользкий (облит маслом, краской, водой), требовать, чтобы его вытерли, или сделать это самому. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 4.4 Отключить местную вентиляцию. 4.5 Сдать сменщику и мастеру рабочее место чистым и в полном порядке. 5 Требования по электробезопасности 5.1 Подключать к электросети и отключать от нее электросварочные установки, а также ремонтировать их должны только электромонтеры. 5.2 Во избежание поражения электрическим током не прикасаться к открытым токоведущим частям электрооборудования, оголенным проводам и не производить самостоятельных исправлений и подключений. 5.3 Человека, попавшего под напряжение, немедленно освободить от действия электрического тока путем отключения электроустановки, электропроводов. Если невозможно отключить электроустановку, электропровод, пострадавшего необходимо оттащить от токоведущих частей, предварительно защитив свое тело сухой одеждой, куском сухой материи, диэлектрической резиновой перчаткой. 6 Требования пожарной безопасности 6.1 Запрещается проводить электросварочные работы в местах, где применяются или хранятся огнеопасные материалы. 6.2 При работе в сухом помещении из дерева, а также на подмостях и лесах пол и настил под место сварки необходимо покрыть несгораемым материалом (асбест, листовое железо и т.п.). 6.3 Запрещается загромождать дороги, проезды, входы и выходы из зданий, а также проезда к пожарному инвентарю, оборудованию и средства связи. 6.4 В аварийных случаях, при обнаружении загорания или пожара необходимо выполнять следующее: немедленно сообщить пожарному посту о загорании или включить пожарную сигнализацию; удалить с рабочего места, все огнеопасные и взрывоопасные вещества; отключить вентиляцию, перекрыть шибера и обесточить все электропроводки; при загорании одежды рабочего тушить её с помощью асбестового полотна или кошмы. Перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства (рубильника, кнопочного выключателя). Корпус источника питания дуги и аппаратного ящика должны быть заземлены. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ При включении полуавтомата первоначально следует включить рубильник (магнитный пускатель), а затем – аппаратный ящик. При выключении наоборот. Шланги для защитного газа и водяного охлаждения на полуавтомате не должны пропускать газ и воду. Опираться или садится на источник питания дуги и аппаратный ящик запрещается. Для снижения влажности углекислого газа рекомендуется установить баллон вентилем вниз и после отстаивания в течение 10… 15 мин осторожно открыть вентиль и выпустить из баллона влагу. Перед сваркой необходимо из нормально установленного баллона выпустить небольшое количество газа, чтобы удалить попавший в баллон воздух.
5.3 Человека, попавшего под напряжение, немедленно освободить от действия электрического тока путем отключения электроустановки, электропроводов. Если невозможно отключить электроустановку, электропровод, пострадавшего необходимо оттащить от токоведущих частей, предварительно защитив свое тело сухой одеждой, куском сухой материи, диэлектрической резиновой перчаткой. 6 Требования пожарной безопасности 6.1 Запрещается проводить электросварочные работы в местах, где применяются или хранятся огнеопасные материалы. 6.2 При работе в сухом помещении из дерева, а также на подмостях и лесах пол и настил под место сварки необходимо покрыть несгораемым материалом (асбест, листовое железо и т.п.). 6.3 Запрещается загромождать дороги, проезды, входы и выходы из зданий, а также проезда к пожарному инвентарю, оборудованию и средства связи. 6.4 В аварийных случаях, при обнаружении загорания или пожара необходимо выполнять следующее: немедленно сообщить пожарному посту о загорании или включить пожарную сигнализацию; удалить с рабочего места, все огнеопасные и взрывоопасные вещества; отключить вентиляцию, перекрыть шибера и обесточить все электропроводки; при загорании одежды рабочего тушить её с помощью асбестового полотна или кошмы. Перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства (рубильника, кнопочного выключателя). Корпус источника питания дуги и аппаратного ящика должны быть заземлены. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ При включении полуавтомата первоначально следует включить рубильник (магнитный пускатель), а затем – аппаратный ящик. При выключении наоборот. Шланги для защитного газа и водяного охлаждения на полуавтомате не должны пропускать газ и воду. Опираться или садится на источник питания дуги и аппаратный ящик запрещается. Для снижения влажности углекислого газа рекомендуется установить баллон вентилем вниз и после отстаивания в течение 10… 15 мин осторожно открыть вентиль и выпустить из баллона влагу. Перед сваркой необходимо из нормально установленного баллона выпустить небольшое количество газа, чтобы удалить попавший в баллон воздух.
Дипломные работы по сварочному производству (сварка) | Cварочное производство (сварка) диплом
Дипломные работы по сварочному производству (сварка) | Cварочное производство (сварка) диплом | Темы дипломных работ по сварочному производству (сварка)x
или напишите нам прямо сейчас
Написать в WhatsApp
Категории →
Дипломная работа сварочное производство (сварка)
Современная промышленность и народное хозяйство очень остро нуждаются в квалифицированных специалистах сварщиках. Специальность «Сварочное производство (Сварка) (шифр 22.02.06/ 160100.65) располагает отличными достижениями науки и техники. C каждым годом появляется какое-нибудь новшество, которое улучшает работу, повышает качество и улучшает результат. Профессия очень необходима не только в промышленности, но и при строительстве жилых домов и нежилых помещений. Перед выпускниками учебных заведений открываются отличные перспективы. Это связано прежде всего с тем, что работодатели очень нуждаются в этих специалистах, предлагают неплохие условия труда и конкурентную заработную плату. Можно устроиться как в государственную структуру, так и в частную фирму, хороших специалистов ждут везде.
[code]{text}[/code]
Если вы желаете иметь стабильное будущее – обратите свое внимание на учебные заведения, где готовят специалистов сварочного производства (сварки). Специальность начала развиваться с того момента, когда появилась возможность сваривать металлы. С того времени удалось достичь огромных успехов в этой отрасли. Сейчас сварочное производство базируется на высоких технологиях, для этого нужно подготовить квалифицированных специалистов. Эта задача поставлена нескольким учебным заведениям нашей страны.
Хочу себе!
Заказать диплом по сварочному производству (сварка)
Мы предлагаем услуги по качественному выполнению студенческих работ, в том числе и дипломных по специальности сварочное производство (сварка). Если у вас нет времени или не можете самостоятельно справиться с темой – наши специалисты напишут дипломную работу за несколько дней. Ваша работа будет качественная, поэтому можете рассчитывать на высокую оценку. Стоимость наших услуг более чем доступна. Цена формируется в зависимости от темы работы, требований и насколько быстро нужна работа. У нас также есть огромная база уже готовых работ, среди которых вполне вероятно, что сможете найти и по своей теме.
Дипломные работы по сварочному производству были успешно выполнены для следующих ВУЗов:
- Астраханский государственный университет (АГУ)
- Алтайский государственный технический университет им. И.
 И. Ползунова (АлтГТУ)
И. Ползунова (АлтГТУ) - Брянский государственный технический университет (БГТУ)
- Дальневосточный федеральный университет (ДВФУ)
- Волгоградский государственный технический университет (ВолгГТУ)
- Воронежский государственный технический университет (ВГТУ)
- Уральский федеральный университет имени первого Президента России Б.Н. Ельцина (УрФУ)
- Ижевский государственный технический университет имени М.Т. Калашникова (ИжГТУ)
- Иркутский национальный исследовательский технический университет (ИрНИТУ)
- Казанский национальный исследовательский технический университет им. А.Н. Туполева (КНИТУ КАИ)
- Кузбасский государственный технический университет имени Т.Ф. Горбачева (КузГТУ)
- Комсомольский-на-Амуре государственный технический университет (КнАГТУ)
- Сибирский федеральный университет (СФУ)
- Курганский государственный университет (КГУ)
- Юго-Западный государственный университет (ЮЗГУ)
- Московский государственный технический университет имени Н.

- Российский государственный университет нефти и газа имени И.М. Губкина (РГУНГ)
- Нижегородский государственный технический университет им. Р.Е. Алексеева (НГТУ)
- Уральский федеральный университет имени первого Президента России Б.Н. Ельцина – Нижнетагильский технологический институт (УрФУ)
- Омский государственный технический университет (ОмГТУ)
- Пензенский государственный университет (ПГУ)
- Донской государственный технический университет (ДГТУ)
- Санкт-Петербургский государственный морской технический университет (СПбГМТУ)
- Саратовский государственный технический университет имени Гагарина Ю.А. (СГТУ)
- Тобольский индустриальный институт – филиал Тюменского государственного нефтегазового университета (филиал ТюмГНГУ в г. Тобольске)
Публикации наших авторов в специализированных журналах и изданиях
View the embedded image gallery online at:
https://vakademe. ru/shop/diplomnye-raboty-po-svarochnomu-proizvodstvu-svarka.html#sigProId4fd9b25c95
ru/shop/diplomnye-raboty-po-svarochnomu-proizvodstvu-svarka.html#sigProId4fd9b25c95
Наши услуги
Среди наших авторов – преподаватели ВУЗов,
кандидаты и доктора наук
Доклады, Презентации, Шпаргалки к ГОСам и Другие работы
Отправить заявку на расчет
Отзывы клиентов
Принимаем к оплате
Введение
Зміст
Вступ 4
1 Загальна частина
1.1 Технологічний аналіз конструкції 5
1.2 Технічні умови на виготовлення конструкції і контроль якості 6
2 Спеціальна частина 10
2.1 Вибір способів складання та стендів для складання 10
2.2 Вибір і обґрунтування способів зварювання 11
2. 3
Вибір зварювальних матеріалів 12
3
Вибір зварювальних матеріалів 12
2.4 Вибір роду струму та розрахунок режимів зварювання 13
2.5 Вибір зварювального обладнання, установки для зварювання та транспортних засобів 15
2.6 Вибір методів контролю якості при виготовленні конструкції 24
2.7 Розробка технологічного процесу складання і зварювання конструкції в технологічних картах 25
2.8 Нормування техпроцесу складання та зварювання конструкції 30
2.9 Розрахунок витрат зварювальних матеріалів та електроенергії 32
2.10 Розрахунок необхідної кількості обладнання, робочих місць для складання і зварювання конструкції у кількості _______ тон металоконструкцій за рік 33
3 Організація виробництва 35
3.1 Проектування раціональної організації виробництва та праці на дільниці
3. 2
Розрахунок чисельності робітників
дільниці за категоріями та
показниками
продуктивності праці
39
2
Розрахунок чисельності робітників
дільниці за категоріями та
показниками
продуктивності праці
39
3.3 Організація та планування оплати праці на дільниці, що
проектується 43
41
4 Економіка виробництва 48
4.1 Розрахунок технологічної собівартості складально-зварювальних
робіт 48
4.2 Техніко-економічні показники дільниці 53
5 Охорона праці 55 5.1 Охорона праці та техніка безпеки на дільниці, що проектується 55
5.2 Протипожежні заходи 58
5.3 Розрахунок штучного освітлення 59
Список літератури
Сварка
является одним из ведущих технологических
процессов создания материальной основы
современной цивилизации. Более половины
валового национального продукта
промышленно развитых стран создаётся
с помощью сварки и родственных технологий.
До 2/3 мирового потребления стального
проката идёт на производство сварных
конструкций и сооружений.
Более половины
валового национального продукта
промышленно развитых стран создаётся
с помощью сварки и родственных технологий.
До 2/3 мирового потребления стального
проката идёт на производство сварных
конструкций и сооружений.
Сварке подвергаются практически любые металлы и неметаллы (пластмассы, керамика, стекло и др.) в любых условиях – на Земле, в морских глубинах и в космосе. Толщина свариваемых деталей колеблется от нескольких микрометров до метров, масса сварных конструкций от долей грамма до сотен тысяч тонн.
Во многих случаях сварка является единственно возможным или наиболее эффективным способом создания неразъёмных соединений конструкционных материалов и получения ресурсосберегающих заготовок максимально приближенных по геометрии к оптимальной форме готовой детали или конструкции.
Лидирующее
положение на рынке сварочного оборудования
занимает оборудование для дуговой
сварки, доля которого и дальше будет
возрастать, в основном, за счёт оборудования
для сварки порошковой и сплошной
проволоками при сокращении доли
оборудования для ручной дуговой сварки
покрытыми эллектродами.
Контактная сварка прочно удерживает второе место на рынке сварочного оборудования, доля её применения имеет тенденцию дальнейшего роста.
Объём оборудования для газовой сварки и резки сокращается, тем не менее всё ещё остается значительным.
Применение ручной дуговой сварки в индустриальных странах стабилизируется на уровне 15-25% а в мире в целом будет наблюдаться её снижение, в основном, за счёт развивающихся стран. [1]
Несомненно то, что сварка плавлением останется основой сварочного производства и дальше будет интенсивно развиваться, поскольку является ключевой технологией для многих отраслей производства, строительства, транспорта, электронной техники и связи.
1 Общая часть
1.1 Технологический анализ конструкции
Клапан
дроссельный сварной предназначен для
механического регулирования проходного
сечения канала трубопровода подачи
газа в методическую печь трубопрокатного
цеха. Корпус клапана работает в условиях
высокого давления, следовательно,
конструкция должна быть герметичной,
а сварные швы должны быть прочными и
плотными.
Корпус клапана работает в условиях
высокого давления, следовательно,
конструкция должна быть герметичной,
а сварные швы должны быть прочными и
плотными.
Клапан дроссельный (см. МКПУ 011217100СБ) состоит из трубы диаметром 529 мм × 7 мм поз 1 (1 шт.), фланцев диаметром 640 мм × 529 мм × 24 мм поз 2 (2 шт), подшипника поз 3 (1 шт.), корпуса сальника поз 4 (1 шт.)
Габаритные размеры конструкции 640 мм × 200 мм, масса конструкции 53,82 кг, проход клапана Ду=500 мм.
Конструкция изготовлена из низкоуглеродистой стали не маркированной Ст0 (поз 3 и поз 4) и Ст3 (поз 1,2). Химический состав и механические свойства сталей приведены в таблице 1,2 [2].
Таблица 1 – Механические свойства стали ,%
Марка стали | ГОСТ | Временное сопротивление разрыву GB, H/мм2 | Предел текучести GТ, Н/мм2 | Относительное удлинение, % |
Ст0 | 380-2005 | 300 | – | 23 |
Ст3 | 2590-88 | 400 | 245 | 26 |
Таблица 2- Химический состав в % по ГОСТ380-2005
Марка стали | Содержание элементов,% | |||||||||
C | Si | Mn | Ni | As | Cr | N | Cu | P | S | |
не более | ||||||||||
Ст3 | 0,14- | 0,15- | 0,4- | 0,3 | 0,08 | 0,03 | 0,008 | 0,3 | 0,04 | 0,05 |
Ст0 | 0,23 | – | – | – | – | – | – | – | 0,07 | 0,06 |
Стали марок Ст0 и Ст3 свариваются без ограничений всеми способами электро-дуговой сварки
Конструкция технологичная по следующим косвенным признакам:
возможность применения высоковоспроизводительных методов заготовок;
наличие стандартных сварных швов;
возможность применения высокопроизводительных способов сварки;
возможность применения специальных стендов для сборки и установок для сварки;
возможность применения неразрушающих методов контроля качества сварных соединений;
возможность комплексность механизации и автоматизации сборочно-сварочных процессов
1. 2
Технические условия на изготовление
конструкции и контроль качества
2
Технические условия на изготовление
конструкции и контроль качества
Технические условия — это совокупность условий, которых необходимо придерживаться при изготовлении изделий относительно основных и сварочных материалов, и контроля качества конструкции.
Технологические условия (ТУ) являются неотъемлемой частью комплекса технологической документации на сварную конструкцию на которую они распространяются.
1.2.1. Технические условия на изготовление конструкции
1.2.1.1
Изготовление деталей для сборки сварных
конструкций может производиться всеми
методами резки, гибки, правки.
1.2.1.2
Заготовки, поступающие на обработку,
должны быть очищены от загрязнений,
ржавчины, масла, окалины и др.
1.2.1.3
Сборка конструкций должна производиться
на стеллажах, сборочных плитах, в
сборочных кондукторах и других
приспособлениях в условиях, обеспечивающих
высокое качество сборки и безопасное
производство работ. 1.2.1.4 Сопрягаемые
поверхности и прилегающие к ним зоны
собираемых деталей должны быть очищены
от масла, грязи, ржавчины, окалины, влаги
и других загрязнений на ширину не менее
20 мм. Очистка производится до чистого
металла.
1.2.1.5 Сборка конструкций должна
производиться по рабочим чертежам и
технологическому процессу, утвержденным
в установленном порядке.
1.2.1.6 Сборочные
прихватки конструкции должны быть
выполнены рабочими имеющими удостоверение
на право производства сварных работ, с
применением тех же сварочных материалов
и такого же качества, что и основные швы
сварных конструкций.
1.2.1.4 Сопрягаемые
поверхности и прилегающие к ним зоны
собираемых деталей должны быть очищены
от масла, грязи, ржавчины, окалины, влаги
и других загрязнений на ширину не менее
20 мм. Очистка производится до чистого
металла.
1.2.1.5 Сборка конструкций должна
производиться по рабочим чертежам и
технологическому процессу, утвержденным
в установленном порядке.
1.2.1.6 Сборочные
прихватки конструкции должны быть
выполнены рабочими имеющими удостоверение
на право производства сварных работ, с
применением тех же сварочных материалов
и такого же качества, что и основные швы
сварных конструкций.
1.2.1.7
Размеры катета прихваток должны
составлять не более 0,7 размера катета
шва, но не более 6 мм с тем, чтобы при
последующей сварке прихватки были
перекрыты швом.
1.2.1.8 Длина каждой
прихватки должна быть в 4-5 раз больше
толщины прихватываемых элементов, но
не более 100 мм. Расстояние между прихватками
должно быть в 30-40 раз больше толщины
прихватываемых элементов, но не более
500 мм. Крайние прихватки должны
располагаться на расстоянии не более
200 мм от края листа.
Крайние прихватки должны
располагаться на расстоянии не более
200 мм от края листа.
1.2.1.9
Сварка конструкций должна производиться
преимущественно высокопроизводительными
способами.
1.2.1.10 Сварка стальных
конструкций должна производиться
сварщиками, имеющими удостоверение,
устанавливающее их квалификацию и
характер работ, к которым они
допущены.
1.2.1.11 Выбранные для ведения
технологического процесса сварочные
материалы должны обеспечивать требуемые
геометрические размеры и свойства
сварного шва, хорошие технологические
свойства ведения сварки, высокую
производительность и экономичность
процесса, определенный уровень
механизации, необходимые
санитарно-гигиенические нормы условий
труда.
1.2.1.12 Стальная сварочная проволока
должна изготавливаться по ГОСТ 2246-70,
порошковая проволока ГОСТ 26271-84.
Поверхность проволоки должна быть
чистой и гладкой, без трещин, окалины,
ржавчины, масла и других загрязнений.
Порошковая проволока должна иметь
достаточную степень обжатия. 1.2.1.13
Углекислый газ должен соответствовать
ГОСТ 8050-85, содержание двуокиси углерода
не менее 99,5%, водяных паров не более
0,184 г/м3, содержание окиси углерода не
более 0,1%.
1.2.1.14 Кислород должен
соответствовать ГОСТ 5583-78, содержание
водяных паров не менее 0,07 г/м3, кислорода
в объеме – 99,7%.
1.2.2 Технические
условия на контроль качества
1.2.2.1
Перед сваркой следует произвести входной
контроль исходных материалов (основной
металл, сварочные материалы) внешним
осмотром, на соответствие требованиям
стандартов, данных технологических
условий, сертификатных данных
1.2.2.2
Контроль качества сварных швов и
соединений производится в соответствии
с требованиями ГОСТ 3242-79 внешним осмотром
и измерением – 100%. Методом внешнего
осмотра выявляют следующие дефекты:
несоответствие размеров швов проектным,
прожоги, наплывы, чешуйчатость, трещины
и поры выходящие на поверхность
шва.
1.2.2.3 Внутренние дефекты (поры,
шлаковые включения, трещины) контролировать
одним из методов неразрушающего контроля:
ультразвуковой контроль, радиационный,
магнитный и др.
1.2.1.13
Углекислый газ должен соответствовать
ГОСТ 8050-85, содержание двуокиси углерода
не менее 99,5%, водяных паров не более
0,184 г/м3, содержание окиси углерода не
более 0,1%.
1.2.1.14 Кислород должен
соответствовать ГОСТ 5583-78, содержание
водяных паров не менее 0,07 г/м3, кислорода
в объеме – 99,7%.
1.2.2 Технические
условия на контроль качества
1.2.2.1
Перед сваркой следует произвести входной
контроль исходных материалов (основной
металл, сварочные материалы) внешним
осмотром, на соответствие требованиям
стандартов, данных технологических
условий, сертификатных данных
1.2.2.2
Контроль качества сварных швов и
соединений производится в соответствии
с требованиями ГОСТ 3242-79 внешним осмотром
и измерением – 100%. Методом внешнего
осмотра выявляют следующие дефекты:
несоответствие размеров швов проектным,
прожоги, наплывы, чешуйчатость, трещины
и поры выходящие на поверхность
шва.
1.2.2.3 Внутренние дефекты (поры,
шлаковые включения, трещины) контролировать
одним из методов неразрушающего контроля:
ультразвуковой контроль, радиационный,
магнитный и др. 1.2.2.4 Герметичность
сварочных швов контролировать гидро
или пневмо испытаниями по ГОСТ 3285-77. Все
остальные внешние,внутренние и сквозные
дефекты не допускаются
1.2.2.5 Дефектные участки сварных
швов должны быть вышлифованы до чмстого
металла, зачищены, заварены и вновь
проконтролированы перечисленными
методами. При этом разрешается производить
исправление дефектов не более 2х раз.
1.2.2.4 Герметичность
сварочных швов контролировать гидро
или пневмо испытаниями по ГОСТ 3285-77. Все
остальные внешние,внутренние и сквозные
дефекты не допускаются
1.2.2.5 Дефектные участки сварных
швов должны быть вышлифованы до чмстого
металла, зачищены, заварены и вновь
проконтролированы перечисленными
методами. При этом разрешается производить
исправление дефектов не более 2х раз.
1.2.2.6. Исправление дефектов выполнять методами электродуговой сварки, сварочными материалами, гарантирующими качество не ниже качества основного металла и качества сварных швов, сваренных по данному технологическому процессу.
2 Специальная часть
2.1Выбор способа сборки и стендов для сборки
Сборка – процесс последовательного соединения и скрепления деталей между собой с целью создания сборочной единицы.
Основными схемами сборки и сварки являются:
– полная сборка конструкции с последующей сваркой;
– последовательная сборка и сварка;
–
сборка и сварка узлов (технологических
сборок), а потом сборка и сварка конструкций
с подузлами.
Корпус клапана дроссельного сварного (см. МКПУ 011217100СБ), представляет собой конструкцию, состоящую из 5-ти составных частей. Конструкция технологичная, при изготовлении её можно разбить на узлы, следовательно, в условиях серийного производства применяем третью схему сборки.
Основным преимуществом третьей схемы сборки является простота приспособления, а также возможность выделения подузлов под механизированные способы сварки.
Схема поузловой сборки конструкции приведены на рисунке 1
Рисунок 1 – Схема сборки корпуса клапана дросельного
Для сборки узла 1 и окончательной сборки-сварки проектируем стенды
Сборочные приспособления или стенды должны обеспечивать:
– необходимое взаимное расположение деталей, которые входят в узел;
– точность сборки изготовленного узла соответственно требованиям чертежа и технических условий;
– повышение производительности работы;
–
удобное и быстрое снятие изделия.
Стенд для сборки узла 1 (см МКПУ 011217200ВО) состоит из сборочного стола 1, ложемента 2, стйки 3(4шт),установочных пальцев цилиндрического 4 и фигурного 5, и откидных пальцев 6 (4 шт).
В ложемент 2 сборочного стола 1 по 2м пальцам устанавливаем фланец поз 2 (1 шт), устанавливаем во фланец трубу поз.1, по 4м откидным пальцам 3 устанавливаем фланец поз.2(1 шт.), прихватываем, затем узел раскрепляем и передаём на сварку.
Стенд для окончательной сборки-сварки (рис.3)состоит из стола 1, пальцев установочных филиндрического 2 и фигурного 3 и выдвижного упора 4.
На сборочный стол 1 по установочным пальцамт 2 и 3 устанавливается узел 1в выдвижной упор 4 устанавливаем корпус сальника и подшипник, устанавливая их выдвижными упорами 4, прихватываем и выполняем сварку
Курсовая работа на тему: Технология ручной дуговой сварки
Оглавление:
У вас нет времени на курсовую работу или вам не удаётся написать курсовую работу? Напишите мне в whatsapp — согласуем сроки и я вам помогу!
В статье «Как научиться правильно писать курсовую работу», я написала о правилах и советах написания лучших курсовых работ, прочитайте пожалуйста.
Собрала для вас похожие темы курсовых работ, посмотрите, почитайте:
- Курсовая работа на тему: Договор хранения
- Курсовая работа на тему: Сестринский процесс при сахарном диабете
- Курсовая работа на тему: Разделение властей
- Курсовая работа на тему: Реставрация
Введение
Сварка является одним из ведущих технологических процессов как в машиностроении, так и в строительной отрасли.
Сварка играет важную роль в решении задач дальнейшего научно-технического прогресса, поставленных Коммунистической партией и Советским правительством. Постановление ЦК КПСС и Совета Министров СССР «О дальнейшем внедрении сварочных аппаратов в производство» (1958 г.) стало целевой программой развития отечественного сварочного производства и положило начало планированию сварочного производства в масштабах всего Союза.
Период с 1959 по 1965 годы характеризовался значительным расширением сферы применения сварных конструкций, а также увеличением объема сварочных работ и степени механизации сварочных процессов.
Сегодня сварочное производство является самостоятельной отраслью машиностроения. Дальнейшее развитие сварки требует решения ряда вопросов (например, разработка новых конструкций сварочных аппаратов, сварочного оборудования и материалов).
В 1966 году ЦК КПСС и Совет Министров СССР приняли постановление «О дальнейшем развитии сварочного производства и повышении качества сварочных работ», которое включало в себя программу совершенствования сварочного производства на 1966-1970 годы.
Учитывая положительный опыт выполнения государственных планов, их большую организационную и руководящую роль в области технического прогресса, Совет Министров СССР принял в октябре 1970 года постановление «Об ускорении технического прогресса и дальнейшем повышении производительности труда в сварочном производстве» новой, третьей рассмотренной, комплексной программы развития сварочного производства в стране на 1971-1975 годы.
Советский народ с большим энтузиазмом работает над скорейшим выполнением решений XXIV съезда КПСС.
В связи с этими решениями народное хозяйство страны нуждается в современных машинах различных типов и назначений, а также в современном — усовершенствованном оборудовании с высокими технико-экономическими показателями. Важнейшую роль в этом играет сварочное оборудование. В то же время следует отметить, что известные успехи не только советского машиностроения, но и строительного производства, во многом благодаря отечественному сварочному оборудованию.
Наши достижения в области механизации и автоматизации сварочных процессов вывели ряд важных отраслей промышленности на высокий технический уровень. Применение передовых сварочных технологий привело к фундаментальным изменениям в технологии работы котлов, труб и трубопроводов, морских и речных судов, нефтяного оборудования, прокатных машин, мощных прессов и насосов, а также других машин и механизмов.
С ростом технического уровня сварочного производства возрастают требования к уровню общего образования и технической подготовки электросварщиков. Цель этой книги — помочь учащимся освоить профессию электросварщика.
Цель этой книги — помочь учащимся освоить профессию электросварщика.
При использовании книги следует учитывать, что в соответствии с ГОСТ 9867—61 в СССР с 1 января 1963 года была внедрена международная система единиц измерения — СИ. В новой системе проводится различие между «массой» (количество вещества) и «весом» (гравитация). Вес измеряется в килограммах (кг), вес — в Ньютоне (n). Ньютон — это сила, при которой масса в 1 кг представляет собой ускорение 1м/с2 (1кг-9.80665n). В системе единиц СИ большие или малые единицы получаются путем деления или умножения единиц на число 10, например, Мегатон (Mn) = 1 * 106n.
Подготовка металла к сварке
Металл идет на производство сварных конструкций, предварительно очищенных и откорректированных.
Очистка должна быть выполнена до сборки устройства. В точке сварки кромки тщательно очищаются от ржавчины, масла, влаги, окалины и грязи, наличие которых вызывает поры и другие дефекты. Особое внимание следует уделить очистке зазора между краями. Если грязь попала в зазор уже смонтированного агрегата, ее следует тщательно продуть сжатым воздухом или сжечь пламенем горелки.
Если грязь попала в зазор уже смонтированного агрегата, ее следует тщательно продуть сжатым воздухом или сжечь пламенем горелки.
Очистка производится ручными и механическими проволочными щетками, акупунктурными резцами, гидропескоструйной и дробеструйной очисткой, пламенем горелки с несколькими поверхностями, шлифовальными кругами, травлением в кислых и щелочных растворах, промывкой растворителями.
В крупных цехах для очистки стальных листов после их поточной струйной обработки используется поточный метод последовательной обработки листов 15% раствором ингибированной * соляной кислоты при 40-45 °С, промывка водой и нейтрализация кальцинированной золы 3-5% раствором, промывка и обработка 10% пассивирующим раствором специального состава. Скорость движения дуги в потоке — 0.5 м/с.
Перед сваркой края деталей вырезаются, фаски и зачищаются, если это предусмотрено чертежами. Скошенные кромки изготавливаются в соответствии с типом сварного соединения. Для получения ровной и чистой поверхности кромок их иногда обрабатывают на фрезерных станках для обработки кромок и торцов, на которых длина обработки может достигать нескольких метров.
Механическая обработка кромок на станках снимает зону заклепок металла, которая возникает при резке кромок ножницами, зону термического воздействия резки некоторых легированных сталей, повышает точность заготовок и устраняет деформации после кислородной резки, а также дает чашеобразную кромку толстого металла (более 30 мм).
Машинная пламенная резка является более производительным, дешевым и распространенным методом подготовки к сварке кромок, особенно при большой толщине свариваемого металла (детали кроватей, листы барабанов котлов и т.д.). Машинная резка пламенем должна использоваться, если это позволяет спецификация на изготовление продукта. Для ускорения процесса резки и одновременного выполнения фрезерования кромок используются несколько фрез с соответствующими углами наклона, установленных на одном станке.
Для резки легированных сталей, цветных металлов и их сплавов применяются кислородная и плазменная резка.
На кромках не должно быть порезов глубиной более 1,5 мм; прямолинейность кромок должна проверяться с помощью рельса и измерительного стержня, а углы скоса — с помощью шаблонов.
Отливки перед сваркой должны быть тщательно очищены от остатков шлифовки формы, а поверхностная корка отливок должна быть удалена песчаником в местах расположения сварных швов.
Сборка заготовок для сварки
Подготовленные и готовые к сварке детали затем поставляются для сборки отдельных узлов и продуктов в целом.
Сборка является очень ответственным процессом в общем технологическом процессе производства сварных конструкций. При сборке важно обеспечить требуемую точность посадки и соответствие краев сварных элементов.
Сварные конструкции собираются различными способами. В некоторых случаях вся конструкция собирается и затем сваривается. Однако это продлевает цикл сварочных работ, а сварка собранной конструкции в некоторых случаях затруднена, так как сварщикам не всегда приходится выполнять швы в наиболее благоприятном для сварки положении.
Поэтому широко используется способ сборки и сварки крупных конструкций из предварительно сваренных узлов. В этом случае ускоряется производственный процесс и улучшается качество сварочных работ, так как сварные швы выполняются лобзиками и крепежными приспособлениями. Этот метод используется, например, при изготовлении кораблей, автомобилей, танков и бронетехники, мостов, каркасов зданий и т.д.
Этот метод используется, например, при изготовлении кораблей, автомобилей, танков и бронетехники, мостов, каркасов зданий и т.д.
Применение оснастки и приспособлений обеспечивает точность взаимного расположения собранных и сварных деталей, облегчает интенсивность сборочных работ, сокращает продолжительность процесса сборки, облегчает работу сварщика во время сборки, прихватки и токарной обработки изделия. Некоторые держатели предотвращают деформацию деталей во время сварки, так как они обеспечивают жесткую фиксацию сварных деталей.
Точность сборки изделий для сварки зависит от их конструкции и назначения, а также от способа сварки. Обычно это указывается на чертежах и в технических спецификациях на изготовление изделия.
При ручной дуговой сварке металлических конструкций в качестве руководства по точности сборки можно использовать следующие допуски:
- Для проверки точности сборки деталей при сварке применяемых шаблонов, измерительных прутков и зондов и универсальных сварочных манометров.
 Одна из конструкций такого датчика и возможности его использования.
Одна из конструкций такого датчика и возможности его использования. - Сварка металлическим сварочным электродом
При сборке необходимо учитывать возможность последующей деформации изделия под воздействием нагрева при сварке и усадке наплавленного металла. Поэтому, например, при сборке для сварки угловых сварных швов, прямой угол между деталями должен быть увеличен на 2-3°, так как этот угол уменьшается при усадке металла шва.
Выбор режимов ручной дуговой сварки
Под режимом сварки понимается набор показателей, определяющих ход сварочного процесса. Эти индикаторы называются элементами режима. Основные элементы режима дуговой сварки: Ток, тип и полярность тока, диаметр электрода, напряжение дуги и скорость сварки. При ручной сварке к ним добавляется поперечное перемещение конца электрода. Дополнительными элементами режима сварки являются другие факторы — досягаемость электрода (длина), свойства покрытия, начальная температура металла, наклон электрода и основного металла.
Влияние элементов режима сварки на размеры и форму сварного шва. Размеры и форма шва не зависят от типа сварного шва (рулонный шов, угловой шов, стыковой шов, шов без разрезов и зазоров, шов с разрезами и зазорами), а определяются в основном режиме сварки. Основным показателем формы сварного шва является коэффициент формы сварного шва, который представляет собой отношение ширины шва к его глубине. При дуговой сварке и сварке нарастающим швом он может изменяться в широком диапазоне — от 0,8 до 20. Уменьшение ширины шва и увеличение глубины шва уменьшает коэффициент формы шва, в то время как противоположное изменение этих значений увеличивает его.
Текущий размер. При глубине плавления более 0,7-0,8 от толщины металла условия для отвода тепла от дна сварочной ванны значительно отличаются, и металл может плавиться.
Чем легче металл, т.е. чем меньше его плотность, тем выше текущая пропускная способность этого значения. Например, один и тот же ток приводит к более глубокому проникновению алюминия, чем стали. Изменение значения тока не оказывает существенного влияния на ширину сварного шва.
Изменение значения тока не оказывает существенного влияния на ширину сварного шва.
Стержень и полярность тока. При одинаковом значении тока наибольшая глубина разрушения достигается при сварке с обратной полярностью для постоянного тока. При сварке с прямой полярностью глубина отказа на 40-50% меньше, а при сварке переменным током глубина отказа на 15-20% меньше, чем при сварке с обратной полярностью постоянного тока.
Ширина сварного шва при сварке постоянным током с обратной полярностью меньше, чем при сварке постоянным и переменным током с обратной полярностью. Это изменение ширины сварного шва видно только тогда, когда напряжение дуги превышает 30 В.
Диаметр электрода. Уменьшение диаметра при одном и том же токе увеличивает плотность тока в электродах и снижает подвижность дуги, тем самым увеличивая глубину разрушения и уменьшая ширину сварного шва. Соответственно, глубина проникновения увеличивается с уменьшением диаметра электродов. Благодаря повышенной подвижности дуги ширина сварного шва увеличивается с увеличением диаметра электрода. Указанная глубина проникновения также может быть достигнута с меньшим током из-за уменьшенного диаметра электродов, но это трудно из-за увеличенного нагревания электродов малого диаметра.
Благодаря повышенной подвижности дуги ширина сварного шва увеличивается с увеличением диаметра электрода. Указанная глубина проникновения также может быть достигнута с меньшим током из-за уменьшенного диаметра электродов, но это трудно из-за увеличенного нагревания электродов малого диаметра.
Напряжение дуги практически не влияет на глубину проплавления, но влияет на ширину сварного шва. С увеличением напряжения ширина шва увеличивается, а с уменьшением напряжения ширина шва уменьшается, что очень часто встречается в механизированных сварочных процессах для регулирования ширины шва, особенно при сварке навалом. При ручной сварке натяжение немного варьируется (от 18 до 22 c), что не оказывает никакого практического влияния на ширину сварного шва.
Скорость сварки во время сварки. При низких скоростях ручной сварки 1 — 1,5 м/ч глубина разрушения минимальна, так как в этом случае интенсивность движения расплавленного металла сварочной ванны снизу от подножия колонны дуги мала. Слой жидкого металла, образующийся в основании дуги, предотвращает плавление основного металла. Увеличение скорости сварки до определенного значения, соответствующего максимальной энергии дуги, увеличивает глубину плавления. В практических ручных режимах сварки скорость сварки мало влияет на глубину плавления.
Слой жидкого металла, образующийся в основании дуги, предотвращает плавление основного металла. Увеличение скорости сварки до определенного значения, соответствующего максимальной энергии дуги, увеличивает глубину плавления. В практических ручных режимах сварки скорость сварки мало влияет на глубину плавления.
Ширина сварного шва зависит от скорости сварки: увеличение скорости уменьшает ширину сварного шва, а уменьшение скорости увеличивает ширину сварного шва.
Это соотношение поддерживается на всех скоростях сварки и часто используется на практике для регулировки ширины шва.
Поперечное перемещение электрода оказывает сильное влияние на глубину проникновения и ширину сварного шва, поэтому при ручной сварке часто используют для регулировки формы сварного шва. Увеличение ширины поперечного перемещения конца электрода увеличивает ширину шва и уменьшает глубину шва и наоборот. Это связано с соответствующим изменением концентрации тепла дуги на металле.
Длина электрода (диапазон). По мере увеличения длины (или диапазона) электрода он нагревается все больше, и скорость плавления электрода увеличивается, что приводит к снижению тока и глубины разрушения. Если диаметр проволоки больше 3 мм, то отклонения от шага ±6-8 мм не влияют на формирование сварного шва. При использовании проволоки диаметром 1-2,5 мм эти изменения растяжения могут повлиять на формирование сварного шва.
По мере увеличения длины (или диапазона) электрода он нагревается все больше, и скорость плавления электрода увеличивается, что приводит к снижению тока и глубины разрушения. Если диаметр проволоки больше 3 мм, то отклонения от шага ±6-8 мм не влияют на формирование сварного шва. При использовании проволоки диаметром 1-2,5 мм эти изменения растяжения могут повлиять на формирование сварного шва.
Физические свойства покрытия или потока. При использовании флюса и плавильного электрода увеличивается подвижность дуги, увеличивается ширина шва и уменьшается глубина шва. По мере увеличения толщины покрытия или огнеупорности покрытия на конце электрода образуется покрытие, ограничивающее подвижность дуги, что приводит к уменьшению ширины сварного шва и увеличению глубины проплавления.
Начальная температура металла в диапазоне от — 60 до +80°C не влияет на форму шва. Нагрев основного материала до 100-400°C приводит к увеличению ширины сварного шва и глубины разрушения, при этом ширина сварного шва растет быстрее, чем при проплавлении плавлением.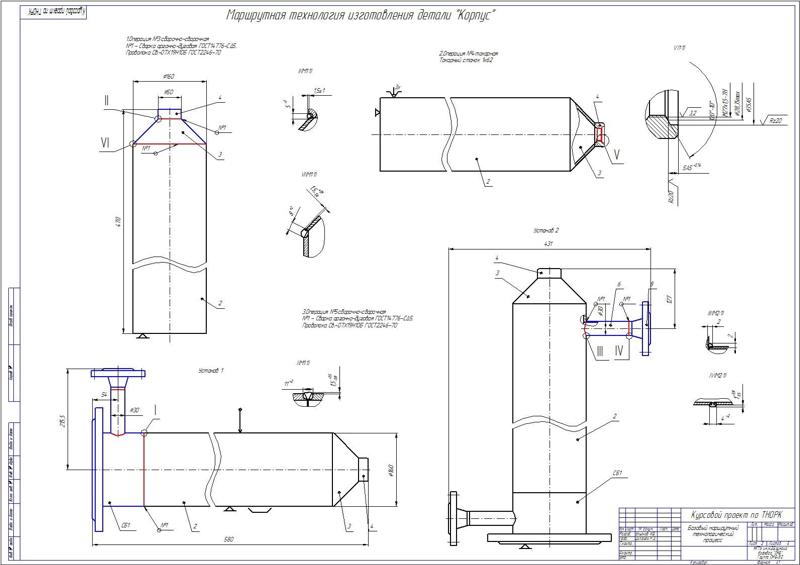 Предварительный нагрев свариваемого металла объясняет увеличение ширины верхних слоев при многослойной сварке и сварке нарастающим слоем.
Предварительный нагрев свариваемого металла объясняет увеличение ширины верхних слоев при многослойной сварке и сварке нарастающим слоем.
Наклон электрода. Сварка производится вертикальным электродом с наклоном вперед и назад (относительно направления сварки). При сварке под обратным углом дуга больше вытесняет металл из резервуара, при этом глубина разрушения увеличивается, а ширина сварного шва уменьшается. При сварке под прямым углом уменьшается давление колонны на поверхность металла, что уменьшает глубину проникновения и увеличивает ширину сварного шва по сравнению со сваркой вертикальными электродами.
Наклон продукта. При сварке сверху вниз (сверху вниз) толщина слоя жидкого металла под основанием полюса дуги увеличивается, а глубина проплавления от него уменьшается, увеличивая плунжер дуги и увеличивая ширину сварного шва. При сварке снизу вверх (вниз) толщина слоя жидкого металла под дугой уменьшается, глубина разрушения увеличивается, а ширина сварного шва уменьшается по мере того, как дуга движется меньше. При нормальном формировании сварного шва во время ручной сварки угол наклона должен быть S-10°. Если угол больше и сварка идет вниз, то жидкий металл уйдет ниже основания дуги, а если сварка идет в гору, то по краям шва будут сделаны нерентабельные разрезы. Сварка со спуском применяется для круглых сварных швов (трубы, контейнеры). Это снижает риск ожогов, улучшает формирование швов и предотвращает сток расплавленного металла ванны.
При нормальном формировании сварного шва во время ручной сварки угол наклона должен быть S-10°. Если угол больше и сварка идет вниз, то жидкий металл уйдет ниже основания дуги, а если сварка идет в гору, то по краям шва будут сделаны нерентабельные разрезы. Сварка со спуском применяется для круглых сварных швов (трубы, контейнеры). Это снижает риск ожогов, улучшает формирование швов и предотвращает сток расплавленного металла ванны.
Выбор режима сварки. Режим сварки (тип к марке электрода, диаметр прутка, тип, полярность, напряжение, значение тока) выбирается в зависимости от типа, толщины свариваемого металла и конструкции сварного соединения. После определения условий сварки, обеспечивающих получение качественного сварного шва, необходимо выбрать диаметр электрода (проволоки) и величину сварочного тока.
Диаметр электродной проволоки выбирается в зависимости от толщины свариваемого металла.
Для стыковых швов можно принимать:
- толщина сварного металла, мм 0,5-1,5 1,5-3 3-5 6-8 9-12 13-20;
- диаметр электродной проволоки, мм 1,5-2,0 2-3 3-4 4-5 4-6 5-6.

При большом диаметре электрода увеличивается производительность сварки, но возможно проплавление сварного металла, трудно сделать швы в вертикальных n-образных позициях потолка, можно сделать непродуктивным корень сварного шва. Поэтому первый слой многослойного шва всегда сваривается электродом диаметром 4-5 мм, за исключением сварных швов с U-образной подготовкой, где весь шов может быть сварен электродами (максимально допустимого) диаметра.
Вертикальные и потолочные сварные швы свариваются электродами диаметром не более 5 мм; высококвалифицированные сварщики могут сваривать такие швы электродами диаметром 6 мм. Сварные швы и покрытия мелкими рулонами изготавливаются электродами диаметром не более 5 мм.
Сварочный ток выбирается в зависимости от диаметра электрода и марки покрытия электрода. В таблице 5 приведены рекомендуемые значения тока для различных типов электродов. При низком токе в сварочную ванну попадает недостаточное количество тепла и возможно, что основной материал и расплавленный металл (неосновной) не расплавятся, что значительно снижает прочность сварного соединения.
Если значение тока слишком велико, то через некоторое время после начала сварки весь электрод будет сильно нагреваться, его металл начнет быстрее плавиться и поступать в сварной шов. Это приводит к избытку расплавленного металла в сварном шве, а также связано с риском образования непровара в случае контакта жидкого электродного металла с расплавленным основным металлом.
При выборе величины тока для сварки встык низкоуглеродистой стали в нижнем положении можно пользоваться формулой акад. К — К. Хренова:
Iсв = (20 + 6d) * d,
где ICВ — сварочный ток, а;
d — диаметр металлического стержня электрода, мм.
Возможности выполнения сварных швов в зависимости от длины и поперечного сечения
Способ изготовления швов зависит от их длины и толщины свариваемого металла. Швы длиной до 250 мм считаются короткими, 250—1000 мм — средними и более 1000 мм — длинными.
Короткие швы обычно свариваются на проходе. Швы средней длины свариваются либо на переходе от центра к краям, либо наоборот пошагово (рис. 1). Длинные швы также свариваются ступенчато в противоположном направлении или в зонах с расширением.
1). Длинные швы также свариваются ступенчато в противоположном направлении или в зонах с расширением.
Суть обратной сварки заключается в том, что весь шов разбивается на короткие отрезки длиной от 100 до 300 мм и сварка производится в каждом отрезке против общего направления сварки так, чтобы конец каждого отрезка совпадал с началом предыдущего.
В некоторых случаях длина шага основана на секции, которая может быть сварена одним электродом, так что переход от одной секции к другой совместим со сменой электродов.
Ступенчатая сварка используется для снижения деформаций и напряжений сварного шва.
Чтобы уменьшить перегрев металла, сварку следует по возможности выполнять сверху вниз. Используйте правильные типы металлических соединений и вырежьте сварной шов.
При сварке металла большой толщины шов выполняется за несколько проходов. В этом случае заполнение разреза может производиться слоями или прокаткой. При заливке слоев каждый слой шва заполняется за один проход. Когда средняя и верхняя часть линии заполняются роликами, каждый слой шва наносится в два или более проходов путем нанесения отдельных роликов.
Для уменьшения деформации от слоя предпочтительнее использовать первый метод, чем второй. Однако не всегда практично использовать очень широкие ролики в верхней и средней части разреза при сварке стыковых соединений. Поэтому на практике 1-й метод чаще используется для угловых сварных швов, а 2-й — для стыковых.
При сварке толстого металла нежелательно выполнять отдельные слои за один проход, так как это приводит к значительным деформациям и может также вызвать трещины в первых слоях. Трещины вызваны тем, что первый слой шва успевает полностью (или почти полностью) остыть до нанесения второго слоя. Из-за большой разницы в поперечных сечениях между расплавленным слоем и свариваемым металлом все деформации, возникающие при охлаждении неровно нагретого металла, концентрируются в металле шва. В этом случае запас пластичности может быть недостаточным, что может привести к трещинам.
Для предотвращения образования трещин при сварке толстого металла, разрез должен быть заполнен с небольшим интервалом между перекрытиями отдельных слоев.
Если дуга прерывается непосредственно в конце сварного шва, образуется безметалловый кратер, который ослабляет сечение шва и может стать началом образования трещин. Поэтому кратер на конце сварного шва всегда необходимо сваривать в течение некоторого времени, не перемещая электрод вдоль свариваемых краев, а затем постепенно растягивать дугу до тех пор, пока она не сломается.
Характеристики производства сварных швов
Сварка швов в вертикальном положении затруднена, так как металл в сварочном резервуаре течет вниз под действием силы тяжести. Для уменьшения влияния силы тяжести на сварочную ванну объем самой сварочной ванны уменьшается за счет снижения сварочного тока на 15-20%. Диаметр электрода не должен превышать 4-5 мм.
Вертикальные сварные швы должны свариваться снизу вверх или сверху вниз. Сварка снизу вверх наиболее удобна. В этом случае дуга возбуждается в самой нижней точке сварного шва. Как только нижняя часть сварочного листа начинает кристаллизоваться, образуется платформа, на которой удерживаются капли металла; электрод слегка отклоняется вверх и помещается под углом к передней части.
При сварке сверху электрод изначально перпендикулярен поверхности, а дуга возбуждается в верхней точке шва. После того, как на заготовке образовалась капля расплавленного металла, электрод наклоняется под углом 10-15 градусов так, чтобы дуга была направлена в сторону расплавленного металла. Сварка сверху вниз имеет значительно меньшую глубину проплавления, поэтому обычно используется для сварки тонких металлов.
При сварке вертикальных швов необходимо поддерживать короткую дугу для улучшения формирования шва. При сварке снизу вверх поперечные колебания не возникают или возникают очень незначительные. Горизонтальные швы сложнее сваривать, чем вертикальные. Она осуществляется высококвалифицированными сварщиками.
При ручной сварке штучными электродами для быстрого переключения сварочных проводов требуется источник питания со сварочным током. Не менее важной мерой является использование держателей электродов для быстрой замены электродов, а также устройств для ускоренного вращения деталей и т.д.
Разработка технических мероприятий связана с внедрением новейших методов сварки или усовершенствованием сварочного оборудования и технологии сварки. Вместо резки по V-образной кромке желательно использовать X-образную кромку. Рекомендуется использовать электроды с высоким коэффициентом огибающей, например, электрод МР-3 имеет коэффициент огибающей 8,5 г/(А. ч), а электрод ИТС-1-12 г/(А.ч) с другими аналогичными свойствами. Для повышения производительности РДС можно увеличить сварочный ток до верхнего шага, рекомендуемого для данного диаметра электрода, можно выполнять сварку с помощью крышки, трехфазной дуги, наклонного или горизонтального электрода. При сварке двухсторонних угловых сварных швов постоянным током возможна одновременная сварка с обеих сторон по методу «дуга в дугу» и т. д.
Список литературы
- Глизманенко Д.Л. «Сварка и резка металлов», СОШ, 1975.
- Баранов М.С. «Технология производства сварных конструкций», Машиностроение, 1967.
- Сварочные работы: Учебник для начального профессионального образования / В.И. Маслов. — 6-е изд., Стер. — М.: Академический издательский центр, 2008. — 240 с.
- «Руководство для сварщиков». Под редакцией В.И. Маслова. Степанова .
- «Электросварка» В.П. Фоминых, А.П. Яковлев.
Дипломная работа: Сварка и труд сварщика
Главная / Рефераты / Промышленность, производство |
Похожие рефераты | Скачать .docx |
Дипломная работа
На тему:
Сварка и труд сварщика
Введение
История сварки
Современный технический прогресс в промышленности неразрывно связан с совершенствованием сварочного производства. Сварка как высокопроизводительный процесс изготовления неразъемных соединений находит широкое применение при изготовлении металлургического, химического и энергического оборудования, различных трубопроводов, в машиностроении, в производстве строительных и других конструкции.
Сварка – такой же необходимый технологический процесс, как и обработка металлов, резанием, литье, ковка. Большие технологические возможности сварки обеспечили ее широкое применение при изготовлении и ремонте судов, автомобилей, самолетов, турбин, котлов, реакторов, мостов и других конструкций. Перспективы сварки, как в научном, так и в техническом плане безграничны. Её применение способствует совершенствованию машиностроения и развития ракетостроения, атомной энергетики, радио электроники.
О возможности применения «электрических искр» для плавления метолов ещё в 1753г. говорил академик Российской академии наук Г.Р. Рихман при исследованиях атмосферного электричества. В 1802г. профессор. Санкт- Петербургской военно-хирургической академии В. В. Петров открыл явление электрической дуги и указал возможные области ее практического использования. Однако потребовалось многие годы совместных усилий ученых и инженеров, направленных создания источников энергии, необходимых для реализации процесса электрической сварки металлов. Возможную роль в создании этих источников сыграли открытия и изображения в области магнетизма и электричества.
В 1882г. российский ученый инженер Н.Н. Бенардос, работая над созданием аккумуляторных батарей, открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им был разработан способ дуговой сварки в защитном газе и дуговая резка металлов.
В 1888г. российский инженер Н.Г. Славянов предложил проводить сварку плавящимся металлургическим электродам. С его именем связано развитие металлургических основ электрической дуговой сварки, разработка флюсов для воздействия на состав металла шва, создания первого электрического генератора.
В середине 1920-х гг. интенсивные исследования процессов сварки были начаты во Владивостоке (В. П. Вологдин, Н.Н. Рыкалин), в Москве (Г.А. Николаев, К. К. Окерблом). Особую роль в развитии и становлении сварки в нашей стране сыграл академик Е.О. Патон, организовавший в 1992г. лабораторию, а затем институт электросварки (ИЭС).
В 1924г- 1934гг. В основном применяли ручную сварку электродами с тонкими ионизирующими (меловыми) покрытиями. В эти годы под руководствам академика В.П. Вологдина были изготовлены первые отечественные котлы и корпуса нескольких судов. С 1935- 1939гг. начали применять толсто покрытые электроды, в которых стержни изготавливали из легированной стали, что обеспечило широкое использование сварки в промышленности и строительстве. В 1940-е гг. была разработана сварка под флюсом, которая позволила повысить производительность процесса и качество сварных изделий, механизировать производство сварных конструкций. В начале 1950-х гг. в институте электросварки им. Е.О. Патона создают электрошлаковую сварку для изготовления крупногабаритных деталей из литых и кованых заготовок, что снизило затраты при изготовлении оборудования тяжелого машиностроения.
С 1948г. получили промышленное применение способы дуговой сварки в защитных газах: ручная сварка неплавящимися электродом, механизированная и автоматическая сварка неплавящимися и плавящимися электродами. В 1950-1952г в ЦНИИТМаше при участии МГТУ им. Н.Э. Баумана и ИЭС имени Е.О Патона был разработан высокопроизводительный процесс сварки низкоуглеродистых и низколегированных сталей в среде углекислого газа обеспечивающий высокое качество сварных соединений.
В последние десятилетие создания учеными новых источников энергий – концентрированных электронного и лазерного лучей – обусловило появление принципиально новых способов сварки плавлением, получивших название электронно-лучевой и лазерной сварки. Эти способы сварки успешно применяют в нашей промышленности.
Сварка потребовалась и в космосе. В 1969г. нашли космонавты В. Кубасов и Г. Шонин и в 1984г С. Савицкая и В. Джанибеков привели в космосе сварку, резку, и пайку различных металлов.
Газовая сварка, при которой для плавления металла используют теплоту горящей смеси газов, также относятся к способам сварки плавлением. Способ газовой сварки был разработан в конце ХIХ.., когда началось промышленное производства кислорода, водорода и ацетилена, и является основным способом сварки металлов.
Наибольшее распространения получила газовая сварка с применением ацетилена. В настоящее время объем газосварочных работ в промышленности значительно сокращен, но ее успешно применяют при ремонте изделий из тонколистовой стали, алюминия и его сплавов, при пайке и сварки меди, латуни и других цветных металлов используют в современных производительных процессах газо-термическую резку, например при цеховых условиях и на монтаже.
К сварке с применением давления относятся контактная сварка, при которой используется теплота, выделяющаяся в контакте свариваемых частей при прохождении электрического тока. Различают точечную, стыковую, шовную и рельефную контактную сварку.
Основные способы контактной сварки разработаны в конце ХlХ. В 1887г. Н.Н. Бенардос получил момент на способы точечной и шовной контактной сварки между угольными электродами.
Позднее, когда появилась электроды из меди и ее сплавов, эти способы контактной сварки стали основными.
Контактная сварка занимает ведущее место среди механизированных способов сварки в автомобиле строении при соединении тонколистовых штампованных конструкций кузова автомобиля. Стыковой сваркой соединяют стыки железнодорожных рельсов, стыки магистральных трубопроводов. Шовную сварку применяют при изготовлении тонкостенных емкостей. Рельефная сварка – наиболее высокопроизводительный способ арматуры для строительных железобетонных конструкций. Конденсаторную контактную сварку широко используют в радиотехнической промышленности при изготовлении элементной базы и микросхем. Одно из наиболее развивающихся направлений в сварочном производстве – широкое использование механизированной и автоматической сварки. Речь идет как о механизации и автоматизации самих сварочных процессов ( т.е. переходе от ручного труда сварщика к механизированному ), так и о комплексной механизации и автоматизации, охватывающей все виды робот, связанные с изготовлением сварных конструкций ( заготовительные, сборочные и др. ) и созданием поточных и автоматических производственных линий. С развитием техники возникает необходимость сварки деталей различных толщин из разных материалов, в связи с этим постоянно расширяется набор применяемых видов и способов сварки. В настоящее время сваривают детали толщиной от нескольких микрометров ( микроэлектронике ) до десятков сантиметров и даже метров ( в тяжелом машиностроении ). Наряду с конструкционными углеродистыми и низкоуглеродистыми сталями все чаще приходится сваривать специальные стали, легкие сплавы и сплавы на основе титана, молибдена, хрома, циркония и других металлов, а также разнородные материалы.
В условиях непрерывного усложнения конструкций и роста объема сварочных работ большую роль играет правильная подготовка – теоретическая и практическая – квалифицированных рабочих – сварщиков.
1. Сварка
1.1 Классификация видов сварки
Различают более 150 видов сварочных процессов. ГОСТ 19521- 74 сварочные процессы классифицирует по основным физическим, техническим и технологическим признакам.
Основа классификации по физическим признакам – вид энергии, применяемой для получения сварочного соединения. По физическим признакам все сварочные процессы относят к одному из трех классов: термическому, термомеханическому, и механическому.
Термический класс – все виды сварки плавления, осуществляемые с использованием тепловой энергии (газовая, дуговая, электрошлаковая, плазменная, электроно – лучевая и лазерная).
Термомеханический класс – все виды сварки осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная, кузнечная, газо – и дугопрессовая ).
Механический класс – все виды сварки, давлением, провидимые с использованием механической энергии (холодная, трением, ультразвуковая и взрывом).
По техническим признакам сварочные процессы классифицирует в зависимости от способа защиты металла в зоне сварки, непрерывности процесса и степени его механизации.
1.2 Высокопроизводительные виды РДС
Чтоб облегчить труд сварщика и для повышения производительности труда применяют различные высокопроизводительные виды сварки.
– Сварка пучком электрода – два или несколько электрода соединяют в пучёк (двух трех местах сваривают контактные концы друг с другом) и электрододержателем ведут сварку. При сварки пучком электрода контакт происходит между свариваемым изделием и одним стержней электродов по мере оплавления, контакт переходит на следующий стержень. При сварки пучком электрода можно пользоваться повышенной силой тока.
– Сварка с глубоким проваром – на стержень электрода наноситься, более толстый слой покрытия увеличивая этим тепловую силу дуги и повысить её проплавляющие действия, то есть увеличить глубину расплавления основного металла. Сварку ведут короткой дугой, горение которой поддерживается за счет операния козырька покрытия на основной металл применяют при сварки угловых и тавровых соединениях.
– Сварка наклонным электродам – электрод укладывается в разделку шва, для удержания электрода в разделке и для изоляции и защиты дуги применяют медные накладки длина дуги в процессе горения равна толщина слоя покрытия диаметр электрода 6-10мм, а длина электрода 800-1000мм.
– сварка электрода большим диаметров – 8-12мм и величина тока от 350-600А но имеет свои недостатки:
1. Трудно выполнять в узких местах.
2. Быстрое утомляемость сварщика.
3. Возникает значительное магнитное дутье.
– Ванная сварка выполняют одним или несколькими электродами при повышенной величине тока это обеспечивает разогрев свариваемых элементов для образования большой ванны жидкого металла которую удерживают специальной формой в процессе сварки наплавленный металл постоянно находится в жидком состоянии в конце процесса сварки для ускорения и охлаждения сварочной ванны дуги периодически прерывают.
– Безогарковая сварка – электрод не закрепляется в держателе, а приваривается к нему торцом, что позволяет использовать весь стержень.
1.3 Виды сварки
– Ручная дуговая сварка.
– Газовая сварка и резка.
– Полуавтоматическая сварка
– Автоматическая сварка под слоем флюса и в среде защитных газов.
– Аргона – дуговая сварка
– Электроконтактная сварка
2. Специальная часть
2.1 Назначение и описание конструкции
Трубопровод служит для транспортировки холодной, горячей воды в помещении для отопления, сжатых газов, пара. Данная работа состоит из двух раздельных участков трубы соединенных между собой при помощи ручной электродуговой сварки.
2.2 Выбор и описание материала
Для изготовления конструкции применяется сталь марки сталь 3 низкоуглеродистая, относится к группе хорошо свариваемых. Углерода в ней до 0,25 % , марганца 0,5% , кремния 0,35% .
Для сварки низкоуглеродистых сталей применяются электроды марок : ОЗС – 3; ОЗС – 4 ; МР – 3, стержень этих электродов изготовлен из проволоки марки св – 08А. В состав покрытия входит: 30 – 50% двуокиси титана, полевой шпат, ферромарганец, жидкое стекло.
Этот электрод даст наименьшей процент разбрызгивания металла, пригодный для сварки на постоянном и переменном токе, он является, не вреден для организма человека, поэтому широко используется промышленности.
2.3 Выбор оборудования и технические характеристики источников питания
Я выбрал сварку трубопровода. Для заварки трубы трансформатор ТДМ – 401 наиболее удобен, так как легко можно подобрать силу тока. Сам трансформатор состоит из замкнутого сердечника, первичной и вторичной обмотки. При последовательном соединении первичной и вторичной обмоток трансформатора в электрическую цепь включается часть витков первичной обмотки, получают диапазон малых токов.
При параллельном соединении обмоток в электрическую цепь включаются все ветки первичной обмотки, получают диапазон больших токов.
Вторичная обмотка подвижна, с помощью ее ведется регулирования силы тока.
2.5 Подготовка металла под сварку
В месте сварки трубопровода кромки тщательно зачищают железной щеткой от грязи, масла, ржавчины которые приводят к образованию дефектов.
От состояния поверхности свариваемых кромок значительной мере зависит качество сварных швов.
2.6 Сборка конструкции
При сборке важно обеспечить требуемую точность, и совпадение кромок свариваемых элементов.
Для точной сборке деталей под сварку нужно использовать измерительные инструменты.
А большое внимание нужно обращать, что при нагреве металла может деформироваться при сварки корня шва нужно быть особенно внимательным тщательно зачистить от шлака.
Прихватки делают электродом диаметром 3мм
2.7 Выбор режима сварки
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положение шва в пространстве.
Примерное отношение между толщиной металла (s) и диаметром электрода при сварке шва в нужном положение составляют:
Sмм 1 – 2 3 – 5 4 – 10 12 – 24 30 – 60
dмм 2 – 3 3 – 5 4 – 5 5 – 6 и более
Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода.
При сварке швов в нижнем положении сила тока может быть определена по состоянию Jд = (20+60) d Jсв (40÷60) для электродов диаметром менее 3мм Jд = 30 d.
Напряжение дуги 18 – 20, ширина шва 15 – 16мм длина дуги 1 – 0,5мм от основного металла,
Jсв ≈ 80 – 120 H
Нижнее положение Jсв ≈ 120А
Горизонтальное положение Jсв ≈ 100А
Вертикальное положение Jсв ≈ 80А.
Потолочное положение Jсв ≈ 60А
2.8 Расход сварочного материала
Расход покрытых электродов определяют: умножаем массы наплавленного металла на коэффициент расхода.
Gnэ = Gн * Кр (кг, гр)
Gnэ – массы покрытых электродов.
Gн – массы направленного металла
Кр – коэффициент расхода электродов
Кр = 1.5 – 1.8
для покрытых электродов при РДС
Gн = 7.85 * F * L
Gн = 7.85 г/см3 *0.32 см2 *49.9 см =125
Gнэ = 125*1*7 = 212*5≈212
G одного электрода =(4*970кг)/125шт =39 *76 гр
Количество электродов 212гр/(39*76) = 5*33 ≈ 6шт
Расход сварочных электродов на изделие составило 6 электродов
2. 9 Определение нормы времени
Норма времени на сварку. Т
Т = t0/Куч
где:
t0 – основное время
Куч – коэффициент учитывающий организацию труда принимают при РДС 0.25 – 0.40.
Время горение дуги Т0 определяется по формуле:
t0 = 7.85*F*L/hнj
где 7.85 – удельная плотность стали г/см2
F – площадь сечение шва – при толщине металла 8мм
F = 64см2/2 = 0.32 см2
L*Fм = 1/2*а2 длина шва
L = Ø * П L = 159*3.14 = 499.26 ≈ 499мм
Lн – коэффициент налавки для электродов МР – 3 Lн = 16 г/нч
J – сварочный ток, А J = 30*dэК
К – коэффициент снижение мощности дуги при сварки на переменном токе (0.7-0.97)
30 – это амперы на мм электрода
J = 30*3*0.97
J = 87*3 ≈ 90A
t0 =(7.85 г/см3 * 0.32 см2 * 49.9 см)/(16гр*7 *90А) =(125 * 34мм)/1440= = 0.08 ч
Т = 0.08/0.25 = 0.68 = 32 мин
Потребовалось 32 мин.
2.10 Техника и последовательность сварки
Для 170 трубы я по расчетам сделал три прихватки, прихватка длиной 30мм.
Прихватки наносятся через каждые 30мм.
Для сварки корня шва я выбрал электрод диаметром 3мм.
Для сварки второго шва я выбрал 4мм.
Для прохождения второго шва нужно делать колебательные движения из стороны в сторону для захватывания ( сваривания ) обоих кромок.
3. Технический контроль
3.1 Организация контроля качества
Дефекты в сварных соединениях могут быть вызваны плохим качеством сварных материалов, неточной сборкой и подготовкой стыков под сварку, нарушением технологии сварки, низкой квалификацией сварщика и другими причинами. Задача контроля качества соединений – выявление возможных причин появления брака и его предупреждения.
Работы по контролю качества сварочных работ проводят в три этапа:
– Предварительный контроль, проводимый до начала работ:
– Контроль в процессе сборки и сварки ( по операционный ).
– Контроль качества готовых сварных соединений.
– Предварительный контроль включает в себя: проверку квалификации сварщиков, дефектоокопистов и итр, руководящих работами по сборке, сварке и контролю.
– В процессе изготовления (пооперационной контроль) проверяют качество подготовки кромок и сборки, Режимы сварки, порядок выполнении швов, внешний вид шва, его геометрические размеры, за исправностью сварочной аппаратуры.
– Последнее контрольная операция – проверка качества сварки в готовом изделии: внешний осмотр и измерения сварных соединений, испытания на плотность, контроль ультразвуком, магнитные методы контроля.
Проверка квалификации сварщика: квалификация сварщиков проверяют при установлении разряда. Разряд присваивают согласно требованиям, предусмотренным тарифно – квалификационными справочниками, испытания сварщиков перед допускам к ответственным работам производят по правилам оттистации сварщиков и специалистов сварочного производства.
Контроль качества основного металла. Качество основного металла должно соответствовать требованиям сертификата, который посылают заводы – поставщики вместе с партией металла необходимо произвести наружный осмотр установить механические свойства и химический состав металла.
При наружном осмотре проверяют отсутствие на металле окалины, ржавчины, трещин и прочих дефектов.
Предварительная проверка металла с целью обнаружения дефектов поверхности – необходимое и обязательная операция, благодаря которой можно предупредить применение некачественного металла при сварке изделия.
Механическое свойства основного металла определяют испытаниями стандартных образцов на машинах для растяжения, пессах и копрах в соответствии с ГОСТ 1497 – 73 металла методы испытания на растяжения.
Контроль качества сварочной проволоки: на проволоку стальную наплавочную устанавливают марку и диаметр сварочной проволоки, химический состав правило приемки и методы испытания, требования к упаковке, маркировки, транспортированию и хранению.
Каждая бухта сварочной проволоки должна иметь металлическую бирку на которой указано наименование и товарный знак предприятия – изготовителя сварочную проволоку, на которой нет документации подвергают тщательному контролю.
Контроль качества электрода. При сварке конструкции, в чертежах которых указан тип электрода, нельзя применять электрод, не имеющий сертификата. Электрод без сертификата проверяют на прочность покрытия и сварочные свойства определяют так же механические свойства металла шва и сварочного соединения выполненного электрода из проверяемой партией.
Контроль качества флюсов. Флюс проверяют на однородность по внешнему виду, определяют его механический состав, размер зерна, объем массу и влажность.
Контроль заготовок. Перед поступлением заготовок на сборку проверяют чистоту поверхности металла, и габариты качества подготовки кромок.
Контроль сборки: собранному контролируют: зазор между кромками, притупление и угол раскрытия для стыковых соединений: ширину нахлестки и зазор между местами для нахлесточных соединений.
Контроль качества сварочного оборудования и приборов. Проверяют исправность контрольно – измерительных приборов, надежность контактов и изоляции правильность подключения сварочной дуги, исправность замкнутых устройств, электрододержателя, сварочных горелок, редукторов, проводов.
Контроль технологического процесса сварки: перед тем как преступить к сварке, сварщик знакомится с технологическими картами, в которых указаны последовательность операций, диаметр и марка применяемых электродов, режимы сварки и требуемые размеры сварных швов. Не соблюдения порядка наложение швов может вызвать значительную деформацию.
4. Организация рабочего места
4.1 Требования к организации рабочего места
При выполнении производственных операции за рабочим или бригадой рабочих закрепляется рабочие место в виде определённого участка производственной площади, оснащенной согласно требованием технологического процесса, соответствующим оборудованием и необходимыми принадлежностями. Рабочее место сварщика называют сварочным постом.
Для защиты рабочих от излучения дуги в постоянных местах сварки устанавливают для каждого сварщика отдельную кабину размером 2х2,5 или 2х2.
Стенки кабины могут быть сделаны из тонкого железа, или другого несгораемого материала высотой 1,8- 2,0м, для лучшей вентиляции не доходящих до пола на 0,2-0,3м. Пол должен быть из огнестойкого материла: кирпич, бетон, цемент. Стены окрашивают в светло-серый цвет красками хорошо поглощающими ультрафиолетовые лучи. Кабину оборудуют местной вентиляцией с воздухообменом 40м3/час на одного рабочего.
Вентиляционный отсос располагают так, чтобы газы, выделяющиеся при сварке, проходящим мимо сварщика.
Сварку детали производят на рабочем столе высотой 0,5-0,7м. Крышку стола изготавливают из чугуна толщиной 20-25мм, в ряде случаев на столе устанавливают различные приспособления для сборки и сварки изделий.
К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего провода от источника сварочного тока и для провода заземления стола. С боку стола имеются гнезда для хранения электродов. В выдвижном ящике стола хранится инструмент и технологическая документация. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сидением, изготовленным не электропроводящего материала. Под ногами у сварщика должен находится резиновый коврик.
Сварочный пост оснащен генератором или сварочным трансформатором.
5. Техника безопасности
5.1 Техника безопасности при сварочных работах
К сварочным работам допускаются лица не моложе 18 лет после сдачи техминимума по правилам техники безопасности.
Организация каждого рабочего места должна обеспечивать безопасное выполнение робот.
Рабочее места должны быть оборудованы различного рода ограждениями, защитными и предохранительными устройствами и приспособленными.
Для создания безопасных условий робот сварщиков необходимо учитывать кроме общих положений техники безопасности на производстве и особенности выполнение различных сварочных работ. Такими особенностями являются возможные поражения электрическим током, отравления вредными газами и парами, ожоги излучением сварочной дуги и расплавленным металлом, поражения от взрывов баллонов со сжатыми и сжиженными газами.
Электрическая сварочная дуга излучает яркие видимые световые лучи и невидимые ультрафиолетовые и инфракрасные. Световые лучи оказывают ослепляющие действия. Ультрафиолетовые лучи вызывают заболевания глаз, а при продолжительном действии приводят ожогам кожи.
Для защиты зрения и кожи лица применяют щитки, маски или шлемы, в смотровые отверстия вставляют светофильтры, задерживающие и поглощающие лучи. Для предохранения рук сварщиков от ожогов и брызг расплавленного металла необходимо использовать защитные рукавицы, а на тело надевать брезентовую спец. одежду.
В процессе сварки выделяется значительное количество аэрозоля, которое приводит к отравлению организма. Наиболее высока концентрация пыли и вредных газов в облаке дыма, поднимающегося из зоны сварки, поэтому сварщик должен следить за тем, чтобы поток не падал за щиток. Для удаления вредных газов пыли из зоны сварки необходимо устройство местной вентиляции, вытяжной и общеобъемной приточной – вытяжкой. В зимнее время приточная вентиляция должна подавать в помещение подогретый воздух. При отравлении пострадавшего необходимо вынести на свежей воздух, освободить от стесненной одежды и предоставить ему покой до прибытия врача, а при необходимости следует применить искусственное дыхание.
5.2 Электробезопасность
Поражение электрическим током происходит при соприкосновении человека с токоведущими частями оборудования. Сопротивление человеческого организма в зависимости от его состояния ( утомляемость, влажность кожи, состояния здоровья ) меняется в широких приделах от 1000 до 20000 Ом. Напряжение холостого хода источников питания дуги достигает 90В, а сжатой дуги – 200В в соответствии с законом Ома при неблагоприятном состоянии сварщика через него может пройти ток, близкий к предельному:
I = r
Для предупреждения возможного поражения электрическим током при выполнении электросварочных работ необходимо соблюдать основные правила:
Корпуса оборудования и аппаратуры, к которым подведен электрический ток, должны быть заземлены;
Все электрические провода, идущие от распределительных щитков и на рабочие места должны быть надежно изолированы и защищены от механических повреждений;
Запрещается использовать контур заземления, металлоконструкции зданий, а также трубы водяной и отопительной систем в качестве обратного провода сварочной цепи;
При выполнении сварочных работ в нутрии замкнутых сосудов (котлов, емкостей, резервуаров, ит. п.) следует применять деревянные щиты, резиновые коврики, перчатки, галоши: Сварку необходимо проводить с подручным, находящимися вне сосуда. Следует помнить, что для осветительных целей внутри сосудов, а также в сырых помещениях применяют электрический ток напряжением не выше 12В, а в сухих помещениях – не выше 36В, в сосудах без вентиляции сварщик должен работать не более 30 минут с перерывами для отдыха на свежем воздухе.
Монтаж, ремонт электрооборудования и наблюдение за ним должны выполнять электромонтеры. Сварщикам категорически запрещается исправлять силовые электрические цепи. При поражении электрическим током необходимо выключить ток первичной цепи освободить от его воздействия пострадавшего, обеспечить к нему доступ свежего воздуха, вызвать врача, а при необходимости до прихода врача сделать искусственное дыхание.
5.3 Пожарная безопасность
Причинами пожара при сварочных работах могут быть искры или капли расплавленного металла и шлака, неосторожное обращение с пламенем горелки при наличии горючих материалов в близи рабочего места сварщика. Опасность пожара особенно следует учитывать на строительно-монтажных площадках и при ремонтных работах в не приспособленных для сварки помещениях.
Для предупреждения пожаров необходимо соблюдать следующие противопожарные меры:
– нельзя хранить вблизи от места сварки огнеопасные или легковоспламеняющиеся материалы, а также производить сварочные работы в помещениях, загрязненных ветошью, бумагой, отходами дерева ит.п;
– запрещается пользоваться одеждой и рукавицами со следами масел, жиров, бензина, керосина и других горючих жидкостей;
– выполнять сварку и резку свежевыкрашенными маслеными красками конструкций до полного их высыхания
– запрещается выполнять сварку аппаратов, находящихся под электрическим напряжением, и сосудов находящихся под давлением;
– нельзя проводить без специальной подготовки сварку и резку емкостей из-под жидкого топлива;
При выполнении в помещениях временных сварочных работ деревянные полы, настилы и помосты должны быть защищены от воспламенения листами асбеста или железа;
Нужно постоянно иметь и следить за исправным состоянием противопожарных средств — огнетушителей, ящиков с песком, лопат, ведер, пожарных рукавов ит. п., а также содержать в исправности пожарную сигнализации;
После окончания сварочных работ необходимо выключить сварочный аппарат, а также убедиться в отсутствии горящих предметов. Средствами пожаротушениями являются вода, пена, газы, пар, порошковые составы и др.
Для подачи воды в установки пожаротушения используют специальные водопроводы. Пена представляет собой концентрированную эмульсию диоксида углерода в водном растворе минеральных солей, содержащих пенообразующие вещества.
При тушении пожара газами и паром используют диоксид углерода, азот, дымовые газы и др.
При тушении керосина, бензина, нефти, горящих электрических проводов запрещается применять воду и пенные огнетушители. В этих случаях следует пользоваться, углекислотными или сухим огнетушителями.
6. Охрана окружающей среды
В соответствии конституцией в интересах ныне живущего, и будущих поколений принимаются меры для охраны и рационального использования земли и ее недр, водных ресурсов и растительного и животного мира, для сохранения в чистоте воздуха и воды, обеспечения воспроизводства природных богатств и улучшения окружающей человека среды. Эти мероприятия в годовых планах предприятий группируются по разделам: охрана и использование водных ресурсов, охрана воздушного бассейна, охрана и рациональное использование земель, охрана и использование минеральных ресурсов.
Охрана и использование водных ресурсов предусматривают мероприятия по возведению сооружений для забора воды и водоемов, очистки сточных вод, систем оборотного водоснабжения с целью уменьшения безвозвратных потерь воды и др.
В сварочном производстве на многих предприятиях применяют систему обратного водоснабжения воду, используемую для охлаждения сварочного оборудования, многократно используют после ее естественного охлаждения.
Охрана воздушного бассейна предусматривает мероприятия по обезвреживанию вредные для человека и окружающей среде веществ, выбрасываемых с отходящими газами: сооружения очистных установок в виде мокрых сухих пыле уловителей, для химической и электрической очистки газов, а также для улавливания ценных веществ, утилизации отходов и др. Например, из отходящих продуктов сгорания производят сжиженный углекислый газ для сварочных и других целей.
Охрана и рациональное использование земель предусматривает мероприятия, направленные на сокращения выхода земель из сельскохозяйственного оборота, предохранения их от эпозии и других разрушительных процессов, рекультивацию земель и др.
Охрана и рационального использования минеральных ресурсов предусматривают мероприятия по совершенствованию систем и методов разработки месторождений полезных ископаемых и схем обогащения руд, использованию отходов металлургического производства и машиностроения, повышения из руд покупных ценных компонентов и др. Деятельность предприятия не должна нарушать нормальных условий роботы других предприятий и организации, ухудшать бытовые условия населения. С этой целью в газовых планах предусматриваются также меры борьбы с производственными шумами, вибрациями, воздействиями электрических и магнитных полей. Шум, создаваемый сварочным оборудованиям, должен быть минимальным.
Источники питания сварочной дуги, а также ряд электрических устройств, применяемых в сварочных автоматах и полуавтоматах, создают помехи и радио- и теле приему. С целью устранения этого явления во всех типах сварочного оборудования, создающего такие помехи, устанавливают помехозащитные устройства.
Дефекты сварных швов
| Наименование дефекта | Способ обнаружения | Способ устранения |
| 1. Непровар поднаплавов | Наружный осмотр. | Вырубка дефектного места и последующая заварка. |
| 2. Подрез | Наружный осмотр и измерение щупом. | Зачистка, подрезка участков и заварка. |
| 3. Волнистость шва резко выраженными границами. | Наружный осмотр. | Вырубка дефектного места. |
| 4. Неравномерные образования складок. | Наружный осмотр. | Вырубка дефектного места. |
| 5. Различные размеры кажетов углового шва. | Измерение шаблоном. | 1) при К и К обработка шва. 2) при К и К Х подварка. |
| 6. Неправильная высота швов. | Измерение шаблоном. Примечание местные отклонения в высоте наплава превышающие допуски не должны быть больше 10 % от общей длины шва местного отклонения до 15 мм | а) обработка шва до основного размера. б) подварка с предварительной зачисткой. |
| 7. Неравномерная ширина наплава. | Измерение шаблоном. | Подрубка шва. |
Литература
1. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки, М: 1997 года;
2. Рыбаков В.М. Дуговая и газовая сварка, М: ВШ, 1986 года.
3. Степанова В.В. Справочник сварщика, М: 1982 года.
4.Фоминых В.П. Электросварка, М: В.Ш…, 1978 года.
5. Чернышев Г.Г. Сварочное дело, М: 2003 года.
История и развитие сварочного производства
Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4
Строительство резервуарного парка нефтеперерабатывающего завода
Возникновение и развитие сварки
Инверторные источники питания для электродуговой сварки
Системы технологий
Организационно-технологическое проектирование сборочно-сварочного цеха
Организационно-технологическое проектирование сборочно-сварочного цеха
Строительство
Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные способы сварки)
Сварка. Кислородная резка
Типы сварочных соединений
Процессы сварки металлов плавлением
Системы водоснабжения
Разработка технологии сварки корпуса водила II ступени
Сварка системы аварийного охлаждения
Соединения деталей и узлов машин
Технология сварки в инертных газах
Изготовление секции обечайки с ребрами с разбивкой на узлы
Участок цеха по сборке и сварке цилиндра гидропресса
1.
2 Рабочее место сварщика. Технология изготовления сварной конструкции “Рама”Автоматизация газотурбинной электростанции ГТЭС-72 Ватьеганского месторождения
3.3 Рабочее место оператора
Оборудование операторской станции управления технологических процессов и операторской станции системы пожаротушения (системные блоки компьютеров, мониторы…
Литье по выплавляемым моделям ювелирного производства
1.1 Рабочее место ювелира
Рабочее место ювелира — верстак в комплекте со стулом-креслом для сидения (приложение 1). Внешне верстак похож на обычный однотумбовый стол с сегментным вырезом (рабочей ячейкой) в верхней плите-крышке. Верстак состоит из каркаса…
Оборудование поста для ручной дуговой сварки, принадлежности и инструменты сварщика
Инструменты и принадлежности сварщика
К инструменту сварщика относятся:
1 Электрододержатель от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (ни более 0,5кг) и удобный в обращении. ..
Оборудование участка железной дороги устройствами КТСМ-02
2.2 Автоматизированное рабочее место аппаратуры КТСМ-02
…
Обработка металлов сваркой
2.3 Описание рабочего места сварщика
Рабочие места сварщика – это сварочный пост, который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении…
Организация основного и вспомогательного производств на деревообрабатывающих предприятиях
2.3 Расчет средней нормы площади на одно рабочее место
Среднюю норму площади на одно рабочее место определяют с учетом удельного веса различных групп мебели в общем объеме выпуска по формуле: , где Нi – норма площади на одно рабочее место соответствующей группы мебели…
Проект монтажа рентгенодиагностического комплекса на три рабочих места
2.3 Рабочее место специалиста
Рабочее место специалиста представляет собой комнату управления. В ней расположен пульт управления рентгенодиагностическим комплексом. Также в комнате управления допускается установка второго рентгенотелевизионного монитора…
Разработка технологического процесса изготовления детали “Ограничитель”
3.1 Рабочее место станочника широкого профиля
Рабочим местом станочника называется участок производственной площади цеха, на котором расположен станок с комплектом приспособлений, вспомогательного и режущего инструмента, технической документации и других предметов и материалов…
Расчет производственной программы мебельного производства
2.3 Расчет средней нормы площади на одно рабочее место
Нормы площади установлены на одно рабочее место по группам мебели: корпусная. Наборы корпусной мебели, «Мария», «Комфорт». Средняя норма площади на одно рабочее место определяют с учетом удельного веса групп мебели в общем объеме выпуска: (2.5…
Сварка кольцевого шва козырьком
1.2 Принадлежность и инструмент сварщика
Для зажатия электрода и подвода к нему сварочного тока служит электродо-держатель. Более совершенными являются электродо-держатели с пружинами.
Размещено на http://www.allbest.ru/
Рис. 5 Типы электродо-держателей: а-с продольной пружиной…
Сварка конструкций: виды и режимы
Организация рабочего места сварщика
В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2×2 м2…
Технологическая последовательность обработки женского платья прилегающего силуэта
3.1 Рабочее место для выполнения ручных работ
Ручные работы бывают разные и выполняются в положении сидя или стоя, на столах соответствующих размеров. Рабочее место для выполнения ручных работ сидя должно быть, оборудовано столом, стулом и подставкой для ног…
Технологическая последовательность обработки женского платья прилегающего силуэта
3.2 Рабочее место для выполнения машинных работ
Для выполнения машинных работ требуется оборудованное рабочее место. Рабочее место для машинных работ состоит из промышленного стола с индивидуальным электроприводом, вмонтированной головкой швейной машины и винтового стула со спинкой…
Технологическая последовательность обработки женского платья прилегающего силуэта
3.3 Рабочее место для выполнения утюжильных работ
К основному оборудованию для влажно – тепловых работ относятся: утюжильный стол с утюгом, прессы, различных колодки и паровоздушные манекены. Оборудование для влажно – тепловых работ может иметь электрический, электропаровой и паровой нагрев…
Технология газовой сварки
1.Организация рабочего места сварщика
Рабочее место сварщика (сварочный пост) оборудуется всем необходимым для производства сварочных работ. На стационарном сварочном посту имеется: 1. Кислородный баллон с редуктором. 2. Ацетиленовый генератор. 3…
Какая квалификация мне нужна, чтобы стать сварщиком
Курсы и обучение сварщиков могут открыть для вас всеобъемлющий карьерный путь. Кроме того, сварщики используют свои знания и навыки для соединения металлов и обеспечения их соответствия определенным критериям прочности и долговечности. Сварщики – это высококвалифицированные специалисты. Курсы сварщика обеспечивают возможности для работы и обучения, которые ведут к успешной карьере сварщика.
Кроме того, чтобы стать сварщиком, вам необходимо пройти сертификационные программы и пройти обучение под руководством квалифицированного сварщика. Чтобы участвовать в классах сварщиков, вам может понадобиться аттестат о среднем образовании. Тем не менее, большинство людей обучаются по программам местных колледжей или техникумов, чтобы изучить свою профессию и повысить свои навыки, а работодатели предпочитают тех, у кого есть сертификаты.
Между тем, производственный опыт так же необходим, и люди идут на него, работая несколько лет подмастерьями. Вот образовательные квалификации, которые могут вам понадобиться, чтобы стать сварщиком.
- Диплом средней школы
- Бакалавриат
- баллов GCSE
- Ученичество
- Основные сертификаты сварки
Чтобы стать сварщиком, нужно немного формального образования и обучения. Во-первых, вы можете пойти по пути ученичества или профессионального пути; после этого некоторые начинают свое обучение прямо со школы. Хотя средние школы предлагают профессиональные курсы, они не приобретут все навыки, необходимые для того, чтобы стать опытным сварщиком.
Несколько учебных программ и сертификатов требуют набора стажеров на профессиональный путь сварки. Требуется стать сварщиком и получить все сертификаты в зависимости от сертификации и обучения. Чтобы стать сварщиком, требуется от нескольких месяцев до 2 лет, в зависимости от программы.
Почему вам стоит выбрать техникумы по сварке?
Технологические школы сварщиков помогут вам ознакомиться с математическими и естественными предметами. Однако учеба — не единственный способ стать сварщиком. Профессионально-технические училища и общественные колледжи могут быть другим путем.
Кроме того, программа сертификации занимает от 8 до 18 месяцев. Получение сертификата занимает еще месяц.
Некоторые профессионально-технические училища предлагают краткосрочные курсы, по окончании которых вы получите сертификат. В то же время для получения степени младшего специалиста по технологии сварки требуется два года и месяц для сертификации. Напротив, для получения степени бакалавра в области сварки требуется четыре года плюс один месяц для получения сертификата.
Профессионально-технические училища уделяют особое внимание следующим областям:
- Методы сварки
- Магазинная безопасность
- Чертеж
- Подъем трубы
- Магазинная безопасность
- Техника резки
- Обучение технике безопасности
- Металлургия
- Такелаж
Школы сварщиков в Филадельфии
Сварка — это путь с большим количеством возможностей трудоустройства, и он продолжает расти. Действительно, сварщики очень требовательны в различных отраслях, включая автомобильную, аэрокосмическую, строительную и военную. Тем не менее, имея надлежащие классы сварщика, вы могли бы сделать карьеру инспектора по сварке, техника-сварщика, сборщика, специалиста по ремонту и обслуживанию робототехники, технических продаж или одной из многих других специализированных областей сварки.
Кроме того, сварщик должен быть знаком с правильной интерпретацией и методами настройки в школах сварки. Они также предоставляют вам процессы, отвечающие всем необходимым стандартам, требуемым в отрасли.
Более того, соискатели специализируются на всех типах металлов; это происходит только с хорошими программами обучения. Филадельфийский технологический учебный институт является лучшим сварочным институтом в мире. Благодаря их аккредитованной программе Welding Technology вы, скорее всего, получите сварочные работы.
Актуальность Ключи, которые следует учитывать, чтобы стать сварщиком
Сварка может быть плодотворной карьерой для людей, которые любят собирать или ремонтировать определенные аппаратные средства или другие навыки сварщика. Между тем, сварщики должны много практиковаться и тренироваться, чтобы добиться успеха в этой конкретной области. Чтобы заниматься сваркой, вы должны выполнять следующие обязанности.
- Чтобы убедиться, что все проекты выполняются точно в срок.
- Для проверки безопасности инструментов и оборудования.
- Не забывайте о соблюдении всех правил техники безопасности при работе.
- Для регулирования температуры пламени и металлов в процессе сварки.
- Очистите все сварочное оборудование после завершения работы.
Вот шесть простых шагов, которые нужно знать, чтобы стать квалифицированным сварщиком.
- Изучить различные виды сварочных работ
- Подать заявку на получение аттестата об окончании средней школы
- Подать заявку на курс
- Получите опыт
- Стать сертифицированным сварщиком
- Искать работу
Сколько стоят курсы сварки?
Стоимость получения диплома сварщика зависит от учебного заведения, которое вы посещаете, и уровня курсов сварки, которые вы ищете. Однако, когда вы посещаете торговую школу, вы хотите платить от 6000 до 15000 долларов.
Если сравнить программу бакалавриата на 3-4 года, то уроки сварки очень разумны в зависимости от школы и ее учебной программы, они стоят около 5000 долларов и обычно длятся от семи до восьми месяцев; программы колледжа ближе к 15 месяцам и стоят в среднем 15 000 долларов.
Кроме того, колледж предоставляет множество дополнительных преимуществ; Обучение сварке занимает меньше времени и стоит дешевле. Большинство этих сварщиков работают на нефтеперерабатывающих заводах и буровых установках. Однако есть и другие возможности. Например, сварщик зарабатывает в среднем 40 долларов в час, а средняя зарплата составляет от 52 000 до 65 000 долларов в год.
Заключение
Сварщики пользуются большим спросом во всем мире. Так что да, сварщики хорошо зарабатывают. Кроме того, средняя зарплата сертифицированного сварщика составляет около $17,89.в час.
И их годовая зарплата составляет 42 000 долларов. Кроме того, Б.Л.С. эксперты говорят, что к 2027 году спрос будет увеличиваться на 6% в год, что является одним из самых высоких показателей спроса в обрабатывающей промышленности.
Чем больше опыта вы получите в этой области, тем дальше вы сможете продвинуться по карьерной лестнице. Сегодня есть много вакансий для сварщиков, и главное, чтобы вы получили надлежащее образование. Теперь, когда вы знаете, как стать сварщиком, вы можете начать свое сварочное путешествие с нами в PTTI, так чего же вы ждете!
Подробнее:
Возможности трудоустройства и карьера в области торговых навыков | Профессиональные школы в Филадельфии | Профессиональное училище в Филадельфии | Программа «Техник по сварке»
Как стать сварщиком
Lyss Welding
Обновлено 28 июля 2022 г.
LearnHowToBecome.org — это сайт, поддерживаемый рекламой. Рекомендуемые или доверенные партнерские программы, а также все результаты поиска, поиска или подбора школ предназначены для школ, которые выплачивают нам компенсацию. Эта компенсация не влияет на рейтинги наших школ, справочники ресурсов или другую независимую от редакции информацию, опубликованную на этом сайте.
Откройте для себя программу за считанные минуты
Когда вы думаете о сварщике, вы можете представить, как искры летят в его лицевой щиток, когда он поджигает детали машин. Сварщики работают руками в экстремальных условиях, но они также тратят время на изучение чертежей и изучение свойств различных металлов и методов сварки.
По данным Бюро статистики труда США (BLS), средняя заработная плата сварщиков в 2020 году составила 46 690 долларов США. Но сварщики могут значительно увеличить свою заработную плату, расширив свою универсальность и инвестируя в непрерывное образование и обучение.
Что делает сварщик?
Основы карьеры
Сварщики используют горелки, дрели, электроды и даже роботизированные руки для плавки металлов, строительства или ремонта конструкций. Они работают на строительных площадках, железных дорогах, автомобилях, самолетах и промышленных трубопроводах.
Сварка требует экспертных знаний инструментов, процедур и мер предосторожности. Большинство сварщиков проходят формальное обучение в рамках профессиональной программы и практического обучения в рамках ученичества.
Подробная информация о карьере
Вы можете специализироваться в различных видах сварки. Статья в The Manufacturer разбивает каждый из них. Одним из наиболее распространенных видов сварки является дуговая сварка металлическим газом, называемая сваркой МИГ. Сварщики изучают сварку MIG, прежде чем перейти к более сложным видам сварки.
Чем больше видов сварки вы изучите как сварщик, тем больше возможностей для трудоустройства вы сможете найти. Вы можете показать работодателям, что знаете разные виды сварки, получив сертификаты, которые помогут вам продвинуться по карьерной лестнице.
Профессиональная сварка сопряжена с определенными опасностями. Управление по охране труда и здоровья (OSHA) перечисляет некоторые из них, включая ожоги, повреждение глаз, поражение электрическим током, дым и воздействие ультрафиолетового излучения.
Сварщики также должны идти на жертвы, чтобы получить очень высокооплачиваемую работу. Многие переезжают на месяцы, даже через всю страну, в поисках высокооплачиваемых сварочных проектов.
Шаги, чтобы стать сварщиком
Шаг 1
Проведите исследование
Сварка изнашивает ваше тело, и прибыльная карьера сварщика потребует значительной инициативы и приверженности постоянному обучению и сертификации. Прежде чем брать на себя обязательства, убедитесь, что это то, чего вы хотите в долгосрочной перспективе. Вы можете:
- Читать новости отрасли, например The Fabricator.
- Слушайте такие подкасты, как Weld Wednesday, где настоящие сварщики делятся своим опытом и знаниями.
- Поговорите с инструктором по сварке в местном колледже об их программе и курсах после окончания учебы.
Эти задания помогут вам понять, что значит быть сварщиком и как построить свою карьеру в этой разнообразной области.
Шаг 2
Зачисление на программу профессионального или послесреднего образования
Вы можете начать обучение сварке уже в старшей школе. Вот несколько путей:
- Если вы еще учитесь в средней школе: Узнайте, есть ли в вашей школе программа профессионального обучения в области сварки или производства, или можете ли вы записаться на курсы местного колледжа. Вы можете научиться сваривать и развивать аналитические, математические и инженерные навыки, необходимые в карьере сварщика.
- Если вы закончили среднюю школу: Рассмотрите возможность получения сертификата сварщика, диплома или степени младшего специалиста. Некоторые работодатели не требуют их, но программы сварки после среднего образования обучают многим видам сварки, которые могут помочь вам в вашей карьере. Вы можете пройти одну из этих программ всего за три месяца и до двух лет. Их стоимость варьируется от 5000 до 15000 долларов.
- Если вы больше не учитесь в школе, но у вас нет аттестата об окончании средней школы или его эквивалента: Начните подготовку к получению сертификата GED, чтобы продемонстрировать школам и работодателям свои базовые знания в области математики и естественных наук, которые пригодятся при сварке.
 Вам может понадобиться GED, чтобы подать заявление в сварочные школы. В зависимости от вашего штата вы можете пройти тесты GED за несколько месяцев за 80–140 долларов.
Вам может понадобиться GED, чтобы подать заявление в сварочные школы. В зависимости от вашего штата вы можете пройти тесты GED за несколько месяцев за 80–140 долларов.
Шаг 3
Найдите место для обучения
Вы можете начать ученичество после завершения профессионального обучения в средней школе или в дополнение к сертификату или дипломной программе. Обучение сварке длится четыре-пять лет.
Во время вашего ученичества ваш работодатель-спонсор будет платить вам за вашу работу, но немного. По данным Payscale.com, заработная плата учеников-сварщиков в среднем составляла 20 000 долларов в год.
Вы можете найти стажировку в профсоюзах сварщиков, таких как местное отделение Объединенной ассоциации, и на государственных веб-сайтах, таких как Apprenticeship.gov.
Шаг 4
Стать сертифицированным сварщиком
Американское общество сварщиков (AWS) курирует программу AWS Certified Welder. Вы можете пройти сертификацию по различным видам сварки. Эти сертификаты показывают работодателям, что вы знаете свое дело, и они могут дать вам право на более высокооплачиваемую работу.
AWS предлагает 19 сертификатов для сварщиков, подготавливая их к различным видам сварки, таким как:
- Сварка MIG
- Автомобильная сварка
- Строительные и ремонтные работы
- Судостроение
- Сварка трубопроводов
- Производство
- Сварка конструкций, подверженных воздействию ветра
Технически, тесты сертифицированных сварщиков не требуют предварительных условий. Тем не менее, экзамены будут строго проверять ваши знания указанной кодовой книги. Также потребуется произвести качественный сварной шов. Таким образом, лучше всего пройти тест после завершения некоторого образования и обучения навыкам на рабочем месте.
Чтобы стать сварщиком, сертифицированным AWS, вам необходимо заплатить регистрационный взнос в размере 50 долларов США. Каждый сертификационный экзамен имеет плату за тестирование в размере нескольких сотен долларов, в зависимости от теста.
Шаг 5
Рассмотрите возможность вступления в профсоюз
Сварщики могут вступить в профсоюз, в том числе в Объединенную ассоциацию или Международную ассоциацию производителей мостов, конструкций, декоративных и арматурных рабочих. Если вы думаете о вступлении в профсоюз, рассмотрите преимущества и недостатки:
- Профсоюзы могут направить вас на обучение, где вы сможете обучаться у профессионалов.
- Профсоюзы могут предоставлять возможности обучения практически бесплатно.
- Вам не нужно искать работу самостоятельно, так как профсоюз находит и назначает вам работу.
- У вас есть определенные защищенные права, такие как безопасные условия труда.
- Вы можете получить доступ к привилегиям участника, таким как пенсионный план.
- Возможно, вам придется отработать до пяти лет в качестве ученика, прежде чем вы сможете получать более высокую заработную плату.
- У вас меньше выбора на работе.
- У вас меньше индивидуального контроля над скоростью работы и часами.
Шаг 6
Начните свою карьеру
По данным BLS, 63% сварщиков работают на производстве. Имея дополнительные сертификаты и приобретая многолетний опыт, вы можете занять нишу в области сварки, например, при строительстве мостов, обеспечении безопасности газопроводов и ремонте морских нефтяных вышек.
Заработная плата сварщиков и рост числа рабочих мест
State
Choose Your StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWashington, D.C.West VirginiaWisconsinWyoming
Данные Бюро статистики труда США (BLS) и Projections Central, веб-сайта, спонсируемого Министерством труда США.
Топ-5 регионов с самой высокой средней зарплатой сварщика:
- Аляска: $71 860
- Виргинские острова: 65 960 долларов США
- Гавайи: 65 650 долларов США
- Округ Колумбия: 64 270 долларов США
- Вайоминг: $59,800
Топ-10 областей с самым высоким ростом рабочих мест:
- Виргинские острова: 50%
- Юта: 27,5%
- Айдахо: 27,2%
- Гуам: 26,3%
- Вашингтон, округ Колумбия: 25%
- Невада: 20,9%
- Колорадо: 16,9%
- Грузия: 15,8%
- Аризона: 15,1%
- Орегон: 13,8%
Карьерный рост сварщиков
Карьера в области сварки может открыть возможности для повышения вашего образования или выбора более предпринимательского пути. Ниже мы перечислили некоторые варианты. Вы можете узнать больше о заработной плате для каждой должности в нашем справочнике по заработной плате для сварщиков.
Сварщик станка (самозанятый)
Как и водители грузовиков, сварщики ездят по стране на работу. Этот путь позволяет вам получать невероятный доход, но требует, чтобы вы переезжали на несколько месяцев подряд. И хотя вы можете получить бонус за переезд, вам необходимо предоставить свои собственные инструменты, снаряжение и условия проживания.
Если вы рассматриваете вариант сварки по договору или сварке в цеху, поговорите со специалистами, которые занимались и тем, и другим.
Сертифицированный преподаватель сварки (CWE)
CWE являются инструкторами по программам сварки и служат наставниками для студентов и учеников, изучающих сварку. Чтобы сдать экзамен AWS CWE, вам потребуется не менее пяти лет опыта работы в области сварки.Сертифицированный инспектор по сварке (CWI)
Инспекторы по сварке контролируют работу сварщиков, чтобы гарантировать ее высокое качество и соответствие нормам. Необходимое количество лет опыта зависит от уровня вашего образования. Например, если у вас есть степень бакалавра, вам нужен один год опыта. Если у вас есть диплом средней школы, вам нужно пять лет опыта.Сертифицированный супервайзер по сварке
Супервайзеры по сварке руководят сварочными бригадами и помогают им повышать качество, безопасность и производительность. Вам потребуется диплом средней школы или его эквивалент и не менее двух лет опыта работы в области сварки, чтобы стать сертифицированным AWS руководителем сварки.Сертифицированный инженер по сварке (CWEng)
Инженеры по сварке работают со сварщиками, супервайзерами и инспекторами для создания и выполнения чертежей в соответствии с кодом. Они также хорошо осведомлены о математике, химии и физике, лежащих в основе планов и процедур сварки.
Чтобы пройти тест AWS CWEng, требуется определенный уровень образования и опыта. Вы можете:
- Иметь степень бакалавра технических наук с опытом работы в области сварки не менее одного года.
- Иметь степень младшего специалиста с опытом работы не менее 10 лет.
- Иметь аттестат об окончании средней школы или сертификат GED со стажем работы не менее 15 лет.
Советы профессионала о том, как стать сварщиком
Джейсон Беккер, B.S.C.M. CWI, CWE
Джейсон Беккер имеет 24-летний опыт сварки, в том числе четыре года в Корпусе морской пехоты, сварке военной техники и оборудования. Сегодня он руководитель программы сварки в Колледже Валенсии в Орландо, Флорида. Он также ведет подкаст Arc Junkies, посвященный обучению и вдохновению нового поколения сварщиков.
Если подумать, сварка повлияла практически на все, с чем вы взаимодействуете ежедневно. Мост, который вы пересекаете, чтобы добраться до работы, транспортное средство, на котором вы туда добираетесь, компьютеры, столы, все в офисном здании — все это должно было быть построено изначально, и в этом процессе использовались различные типы сварки.
Сварка требует физической и умственной выносливости. Физически мы сталкиваемся с нежелательными условиями труда каждый день. Там сильная жара, сверхмощное оборудование и все средства индивидуальной защиты и защитное снаряжение, которые нам нужно носить, что также громоздко.
Мысленно это требует большого терпения и решения проблем. У вас не всегда будут нужные материалы, поэтому вам нужно будет модифицировать то, что у вас есть. Вам нужно читать чертежи и понимать, как воплотить 2D-чертеж в реальную жизнь. Когда реальность не соответствует отпечаткам, нужно приспосабливаться. Вам необходимо спланировать последовательность операций и ответить: Какой тип наполнителя лучше всего подходит для этой работы? Как сделать так, чтобы материал не деформировался на жаре? В целом, сварка требует тяжелой работы, трудовой этики и способности адаптироваться к трудным ситуациям.
На самом деле, это зависит от того, какую сварку вы хотите сделать. Некоторые сразу понимают, что хотят быть сварщиком трубопроводов или, например, работать на автомобилях. Если вы знаете путь, по которому хотите идти, вы можете найти школы, специализирующиеся в этих областях.
Изучите все аспекты сварки, какие сможете. Изучите каждый отдельный процесс: электроды, MIG, TIG, порошковая проволока. Изучите структурную сварку, изучите сварку труб — и никогда не останавливайтесь. Таким образом, куда бы вы ни пошли, вы никогда не останетесь без работы.
Чем больше я узнаю о сварке, тем больше понимаю, что ничего не знаю о сварке. Для меня это постоянный, непрекращающийся поиск знаний. И это самое классное — всегда есть что-то новое для исследования и изучения.
Родственные профессии
Если вам нравится идея сварки, но вы хотите оценить свои возможности, рассмотрите эти похожие профессии:
- Инженеры-строители планируют строительство мостов и других крупных объектов инфраструктуры.
- Механики и автомеханики ремонтируют, обслуживают и решают проблемы с электрикой автомобилей.
- Подрядчики и менеджеры по строительству опираются на свой опыт в такой профессии, как сварка, чтобы управлять строительными проектами от начала до конца.
- Трубомонтажники во многом выполняют те же задачи, что и сварщики трубопроводов. Они строят и ремонтируют трубы, по которым течет жидкость или газ.
Вы можете узнать о своих карьерных возможностях и найти работу, которая вам больше всего подходит, приняв участие в тесте Lantern Career Interest Quiz.
Получение финансовой помощи по программе сварки
Стипендии для программ сварки
Стипендия для обучения сварщиков Фонда AWS
- Кто соответствует требованиям: Студенты-сварщики, обучающиеся по программе сертификации в муниципальном колледже или другом профессиональном или учебном заведении.
- Сумма: До 1000 долларов США
- Крайний срок: Роллинг
Стипендии преподавателей сварочного дела AWS Foundation
- Кто соответствует требованиям: Преподаватели сварки, работающие полный и неполный рабочий день, для повышения квалификации
- Сумма: 2500-4500 долларов США
- Крайний срок: 1 апреля, ежегодно
Стипендия AirProducts Women of Gass and Welding
- Кто соответствует требованиям: Женщины, записавшиеся на двух- или четырехгодичную программу обучения сварщиков со средним баллом не менее 2,5.
- Сумма: 2500 долларов
- Крайний срок: Дата уточняется на 2022 год
Федеральные гранты на программы сварки
Федеральный грант Пелла
- Кто соответствует требованиям: Узнайте, какое финансирование вы можете получить, заполнив бесплатное заявление на получение федеральной помощи студентам (FAFSA®).
- Количество: Варьируется. В 2021-2022 учебном году максимальная сумма составляла 6,49 долларов США.5.
- Крайний срок: 30 июня, ежегодно
Федеральный дополнительный образовательный грант
- Кто соответствует требованиям: Определите, имеете ли вы право, заполнив форму FAFSA.
- Сумма: $400-$1000, в зависимости от ваших финансовых потребностей
- Крайний срок: 30 июня, ежегодно
Преимущества законопроекта о военнослужащих
- Кто соответствует требованиям: Если вы служили в вооруженных силах США, на веб-сайте Министерства по делам ветеранов США будет указано, имеете ли вы право на получение пособий в соответствии с Законом о военнослужащих после 11 сентября или Законом о военнослужащих Монтгомери.
- Важная информация : Многие профессиональные сварщики начали работать в вооруженных силах, соединяя детали транспортных средств и машин, прежде чем получить двух- или четырехлетнее обучение.
Часто задаваемые вопросы
Обучение сварке сильно различается. Самые короткие программы обучения длятся всего пару месяцев, но на оттачивание мастерства могут уйти годы. Сертификационные программы для сварщиков длятся около года, а дипломы младшего специалиста длятся около двух лет. Кроме того, многие сварщики проходят четырех- или пятилетнее обучение.
Большинство сварщиков завершают программу сертификации, получение степени младшего специалиста или, по крайней мере, некоторые курсы для подготовки к сертификации. Вы можете найти эти программы в:
- Профессиональные программы средней школы
- Общественные колледжи
- Прочие центры профессиональной подготовки
Оплата труда сварщика зависит от вашего опыта и характера выполняемой работы. Ниже приведены некоторые цифры, чтобы дать вам представление о диапазонах заработной платы сварщиков. Вы также можете ознакомиться с нашим справочником по заработной плате сварщиков.
- Самые высокооплачиваемые сварщики получают шестизначные зарплаты. Они используют более редкие методы сварки и могут путешествовать по стране, работая над специальными проектами.
- Сварщики, только что закончившие курсы сварщиков, могут зарабатывать 15 долларов в час.
- По данным BLS, в среднем сварщики в США зарабатывают 22,45 доллара в час или 46 690 долларов в год.
Получив сертификат сварщика, вы откроете для себя больше возможностей. Сертификаты AWS сигнализируют потенциальным работодателям о том, что вы изучили и продемонстрировали определенный метод сварки. Это означает, что вы имеете право на большее количество вакансий (и более нишевых, более высокооплачиваемых).
Чтобы стать сварщиком, сертифицированным AWS, вам необходимо заплатить регистрационный взнос в размере 50 долларов США. Затем каждые шесть месяцев вы должны вносить плату за обслуживание в размере 25 долларов США. За каждый сертифицированный тест сварщика, который вы проходите, также взимается плата, которая может составлять до нескольких сотен долларов, в зависимости от теста и вашего испытательного центра.
Lyss Welding
Соавтор
Последние сообщения
Просмотреть все сообщения
LearnHowToBecome.com — это сайт, поддерживаемый рекламой. Рекомендуемые или доверенные партнерские программы, а также все результаты поиска, поиска или подбора школ предназначены для школ, которые выплачивают нам компенсацию. Эта компенсация не влияет на рейтинги наших школ, справочники ресурсов или другую независимую от редакции информацию, опубликованную на этом сайте.
Просмотрите программы, наиболее соответствующие вашим интересам, и сравните их по стоимости обучения, уровню приема и другим важным для вас факторам.
Требования к образованию сварщика: Степени, специальности, колледжи
Обычно сварщикам не нужно высшее образование. Наиболее распространенная степень для сварщиков – это диплом средней школы с 46% выпускников, и только 18% выпускников-сварщиков получают степень младшего специалиста. Сварщики, решившие окончить колледж, часто заканчивают Центральный государственный университет или Университет Феникса. Некоторые хорошие навыки, которые нужно иметь на этой должности, включают ориентированность на детали, ловкость рук и физическую силу.
Чтобы преуспеть в карьере сварщика, рекомендуется получить популярные профессиональные сертификаты среди сварщиков, такие как «Сертифицированный сварщик», «Сертифицированный инженер по сварке» или «Сертифицированный производитель сварки» (CWF). Чтобы повысить квалификацию и навыки сварщиков, мы подготовили несколько онлайн-курсов, которые помогут в обучении сварщиков.
Какое образование нужно получить, чтобы стать сварщиком?
Наиболее распространенная степень для сварщиков – диплом средней школы. 46% сварщиков имеют эту степень. Ближайшее второе место занимает степень младшего специалиста с 18%, а затем диплом с 17%.
- Диплом средней школы, 46 %
- Ассоциированный специалист, 18 %
- Диплом, 17 %
- Бакалавриат, 6 %
- Другие степени, 13 %
Ассоциированный специалист
Бакалавриат
Магистр
Докторантура
Средняя заработная плата сварщика по уровню образования
Сварщики со степенью бакалавра зарабатывают больше, чем те, у кого нет степени, на 40 122 доллара в год. Сварщики со степенью младшего специалиста получают средний годовой доход в размере 39 765 долларов США по сравнению с 38 285 долларов США для сварщиков с дипломом о среднем образовании.
Диплом средней школы или ниже
Степень бакалавра
Некоторая степень колледжа/ассоциата
$0
$9,000
$18,000
$27,000
$36,000
$45,000
Salary By Education Level
Welder Education Level Welder Salary High School Diploma or Less $38,285 Степень бакалавра 40 122 долл. СШАВысшее/ассоциированное образование 39 765 долл. США 20 лучших онлайн-курсов для сварщиков
Иногда бывает лучше, когда ты весь день проводишь в пижаме. Включая школу. Мы нашли лучшие курсы для сварщиков от Udemy, Coursera, EDX и ed2go, которые помогут вам продвинуться по карьерной лестнице. Вот основные навыки, необходимые сварщику:
- Комплектующие
- Алюминий
- Ручной инструмент
Рекламное раскрытие информации
OSHA Safety Pro: Средства индивидуальной защиты
(1,401)
Произведите впечатление на руководство или получите эту работу с вами своей способностью демонстрировать методы обеспечения безопасности на рабочем месте, экономящие жизнь и деньги…
Подробнее на Udemy
Программирование фрезерных станков с ЧПУ с использованием G-Code
Обучение чтению и написанию программ ЧПУ с помощью FANUC G Code еще никогда не было таким простым.
..0003Обучение CAD CAM для операторов станков с ЧПУ с использованием Fusion 360…
Подробнее об Udemy
Электроэнергетическое оборудование
Узнайте, как работает электрооборудование и как они объединяются в сеть…
Подробнее об Udemy
Введение в программирование ЧПУ
(1186)
Научитесь программировать фрезерные станки с ЧПУ и фрезерные станки с ЧПУ, использующие язык GCODE…0003
Изготовьте любую деталь с помощью фрезерного станка с ЧПУ с помощью Fusion 360…
Подробнее на Udemy
Физика плазмы: приложения
Этот курс физики, который преподают всемирно известные эксперты в этой области, предоставит вам обзор приложений в физике плазмы. От изучения далеких астрофизических объектов, различных применений в промышленности и медицине до конечной цели устойчивого производства электроэнергии за счет ядерного синтеза. В первой части этого курса вы узнаете, как ядерный синтез питает наше Солнце и звезды во Вселенной.
Вы исследуете циклические изменения солнечной активности,…Подробнее на edX
Обучение техников биомедицинского оборудования: техническое обслуживание и ремонт
Обслуживание и устранение неисправностей сложных медицинских инструментов — непростая задача. Чтобы оказывать эффективную помощь, лаборанту требуются знания различных аспектов биологии и техники. Различные устройства работают по-разному, и литературу по ремонту и устранению неполадок часто трудно найти. Поиск решений каждый раз, когда оператор сталкивается с проблемой, может быть весьма утомительным. Существует дополнительное давление, потому что доступность медицинской…
Подробнее о edX
Веб-разработка на React и Flux для начинающих
(1,011)
Подробное руководство по созданию профессиональных веб-приложений с помощью Facebook React & Flux…
Подробнее о Udemy
Plasma Physics: Introduction
Плазма, четвертое состояние материи, безусловно, является самой распространенной формой известной материи во Вселенной.
Его поведение сильно отличается от других состояний материи, с которыми мы обычно знакомы. Чтобы понять это, требуется строгий формализм. Это необходимо не только для объяснения важных астрофизических явлений, но и для оптимизации многих промышленных и медицинских приложений, а также для получения термоядерной энергии на Земле. Этот курс физики, который преподают всемирно известные специалисты в этой области, дает…Подробнее на edX
Аэрокосмические материалы
Курс предполагает изучение основных видов металлических материалов, применяемых при изготовлении деталей авиационной техники, их свойств и технологических аспектов производства. В курсе рассматривается зависимость прочностных и других свойств титановых, алюминиевых сплавов и высокопрочных сталей от их состава, технологии производства и механической обработки. Курс направлен на формирование компетенций, необходимых при выборе и использовании современных аэрокосмических материалов, оборудования и средств контроля качества.
..Подробнее на Coursera
Пожарная безопасность: станьте экспертом по пожарной безопасности
Станьте экспертом в области пожарной безопасности, контроля пожарной опасности, планов эвакуации при пожаре и оценки пожарных рисков…
Подробнее на Udemy
Collaborative Robot Безопасность: проектирование и развертывание
Поскольку роботы развиваются и все чаще взаимодействуют с людьми, повышение безопасности персонала, работающего с этими «коллаборативными роботами» (коботами), имеет жизненно важное значение. Этот курс дает вам возможность оценить безопасность совместной роботизированной рабочей ячейки и предотвратить возможность получения травм или причинения вреда. В нем представлены одобренные отраслевыми стандартами безопасности, рекомендации в технических отчетах и передовой опыт Международной организации по стандартизации (ISO), Ассоциации робототехники (RIA) и Управления по охране труда и промышленной…
Просмотреть подробности на Coursera
СБИС САПР, часть II: Макет
Перед началом этого курса необходимо пройти курс СБИС САПР, часть I: Логика.
Современная микросхема СБИС — удивительно сложный зверь: миллиарды транзисторов, миллионы логических элементов, развернутых для вычислений и управления, большие блоки памяти, встроенные блоки предварительно разработанных функций, разработанных третьими сторонами (так называемые «интеллектуальная собственность» или IP-блоки). . Как людям удается проектировать эти сложные чипы? Ответ: последовательность инструментов автоматизированного проектирования (САПР) принимает абстрактное описание…Подробнее на Coursera
Создание траекторий для токарного станка с ЧПУ
Станки с ЧПУ имеют почти бесконечное множество конфигураций для различных областей применения. До сих пор мы говорили только о станках с ЧПУ. Точнее, вертикально-фрезерные центры. В этом курсе мы обратим внимание на токарный станок с ЧПУ. Мы определяем разницу в системе координат токарного станка, инструментах и способах создания конкретных траекторий токарного станка. Хотите вывести свое обучение на новый уровень? Пройдите специализацию Autodesk CAD/CAM для производства, и вы разблокируете дополнительный сертификат Autodesk Creden.
..Подробнее на Coursera
Безопасность на рабочем месте OSHA (Общая промышленность, 6-часовой курс)
(2,164)
Ознакомьтесь с требованиями и стандартами, связанными с OSHA и безопасностью на рабочем месте. Лучшие практики безопасности на рабочем месте…
Подробнее на Udemy
Обучение OSHA по технике безопасности: проведение совещаний по технике безопасности
Краткий курс по управлению безопасностью для действующих и начинающих специалистов по безопасности…
Подробнее на Udemy
Learn Swagger и Спецификация открытого API
(2 875)
Файлы определений API, инструменты и документация (OAS 2.0)…
Подробнее об Udemy
Управление взаимоотношениями с клиентами
Управление взаимоотношениями с клиентами, также известное как CRM, помогает предприятиям успешно реализовывать стратегии, практики и технологии, направленные на прибыльное привлечение и удержание клиентов. Цель этого курса по бизнесу и менеджменту — вооружить вас прочной основой концепций и передового опыта CRM, чтобы вы могли успешно внедрять методы CRM для долгосрочной прибыльности.
Компании стремятся завоевать и удержать клиентов. Их конкуренты также стремятся сделать то же самое. Даже самые успешные…Просмотреть подробности на edX
Введение в сталь
Этот курс представляет собой введение в сталь, изучение ее истории и культурного контекста, откуда она берется, как она работает, почему мы так много ее используем и как мы могли бы ее использовать это в будущем. Он преподносится в живой манере с использованием повседневных примеров, демонстраций и видеоматериалов о производстве стали. “Я закончил курс, и я хотел бы поблагодарить сотрудников TenarisUniversityX за эту прекрасную постановку, а также за учебный материал и возможность принять участие, прислав лучших…
Подробнее о edX
Лучшие сертификаты сварщика в 2022 году
1. Сертифицированный сварщик
Программа сертифицированного сварщика основана на результатах деятельности и не требует обязательных курсов или сертификатов. Окончательная сертификация предоставит «передаваемые» учетные данные, которые вы сможете взять с собой куда угодно.
Программа «Сертифицированный сварщик» — это программа, основанная на производительности, для которой не требуются обязательные курсы или сертификаты. Окончательная сертификация предоставит «передаваемые» учетные данные, которые вы сможете взять с собой куда угодно.
- Требуется более двух лет образования или обучения после окончания средней школы? №
- Требуется опыт работы более двух лет? №
- Требуется устный или письменный экзамен? Да
- Требуется продление? Каждые 5 лет (S)
Сертифицированный сварщик
Американское сварки Общество
- Сварщика Fitter
- MIG Welder
- Сварщики Affretice
- Помощник сварщика
DELATE 9003
2. Сертифицированный сварщик
DELIV0151
Сертифицированный инженер по сварке AWS предназначен для лиц, которые продемонстрировали образование, опыт и знания, как определено в этой информации, и которые успешно сдали необходимые экзамены, считаются квалифицированными как сертифицированный инженер по сварке AWS (CWEng). CWEng способен руководить операциями, связанными со сваркой и другими типами соединений, которые выполняются в соответствии с соответствующими контрактными документами, кодексами и другими стандартами для получения удовлетворительного продукта. Деятельность инженера-сварщика начинается перед производственной или строительной сваркой и продолжается в течение всего производственного процесса, а затем заканчивается, когда производственный процесс завершен.
Сертифицированный инженер по сварке AWS предназначен для лиц, которые продемонстрировали образование, опыт и знания, как определено в этой информации, и которые успешно сдали необходимые экзамены, считаются квалифицированными как сертифицированный инженер по сварке AWS (CWEng). CWEng способен руководить операциями, связанными со сваркой и другими типами соединений, которые выполняются в соответствии с соответствующими контрактными документами, кодексами и другими стандартами для получения удовлетворительного продукта. Деятельность инженера-сварщика начинается перед производственной или строительной сваркой и продолжается в течение всего производственного процесса, а затем заканчивается, когда производственный процесс завершен.
- Требуется более двух лет образования или обучения после окончания средней школы? Да
- Требуется опыт работы более двух лет? Да
- Требуется устный или письменный экзамен? Да
- Требуется продление? Каждые 5 лет (S)
Сертифицированный сварщик
Американское сварное общество
- Сварщики Fitter
- MIG Welder
- Сварщики
- СВОРИ СЕРВИДА
DELABLE 9003
.0151
Поделитесь своим опытом с клиентами и другими профессионалами отрасли в качестве назначенного AWS Certified Welding Fabricator (CWF). Программа CWF была разработана в ответ на отраслевой спрос: она предназначена для признания тех избранных компаний, которые докажут, что у них есть ресурсы, процедуры и персонал для применения системы управления качеством к деятельности по производству сварки.
Поделитесь своим опытом с клиентами и другими профессионалами отрасли в качестве назначенного AWS Certified Welding Fabricator (CWF). Программа CWF была разработана в ответ на отраслевой спрос: она предназначена для признания тех избранных компаний, которые докажут, что у них есть ресурсы, процедуры и персонал для применения системы управления качеством к деятельности по производству сварки.
- Требуется более двух лет образования или обучения после окончания средней школы? №
- Требуется опыт работы более двух лет? №
- Требуется устный или письменный экзамен? Да
- Требуется продление? Каждый 3 года (S)
Сертифицированный сварки производителя
Американское сварное общество
- Сварщика Fitter
- MIG Welder
- Сварщики Arpentice
- Advaler
DELABLE 9003
APRIDATED
DELABED 9003
Aprydate
2
9000 2112
DELANS
9000 2112
DELIV0003
Как стать сварщиком
Новые сварщики могут изучить протоколы техники безопасности и пройти обучение сварке всего за 7 месяцев. Узнайте больше о требованиях и зарплатах.
Поделиться этой статьей
По данным Бюро трудовой статистики (BLS), сварщики используют более 100 методов во время работы. Сварка должна быть тщательной — они могут выиграть от хорошего зрения, зрительно-моторной координации и физической подготовки. Сварщикам часто приходится стоять в течение длительного времени и нести тяжелые куски металла.
Без надлежащей подготовки по технике безопасности сварщики рискуют получить удар электрическим током, сварочную вспышку и воздействие химических веществ, таких как свинец и мышьяк.
www.bestcolleges.com — это сайт, поддерживаемый рекламой. Рекомендуемые или доверенные партнерские программы, а также все результаты поиска, поиска или подбора школ предназначены для школ, которые выплачивают нам компенсацию. Эта компенсация не влияет на рейтинги наших школ, справочники ресурсов или другую независимую от редакции информацию, опубликованную на этом сайте.
Готовы отправиться в путешествие?
Люди, которые хотят стать сварщиками, должны иметь аттестат о среднем образовании или сертификат GED, чтобы начать работу. Работодатели могут обучать неопытных сварщиков без отрыва от работы, но многим нужны работники, окончившие профессионально-техническое училище или программу ученичества. Узнайте больше о том, как стать сварщиком, в том числе о том, сколько времени занимает обучение и о перспективах заработной платы.
Требования к сварке
Высшее образование и сертификаты позволяют работодателям знать, что сварщики имеют общую и специальную подготовку по сварке. Люди часто проходят обучение сварке в классе, но это не единственный путь. Производители, торговые подрядчики, ремонт и техническое обслуживание, а также другие работодатели часто предлагают обучение на рабочем месте.
Диплом средней школы или сертификат GED
Получение диплома средней школы или GED является первым шагом к тому, чтобы стать сварщиком. Работодатели часто нанимают будущих сварщиков сразу после окончания школы. Выпускники, прошедшие курсы сварщика среднего уровня, имеют больше шансов найти работу.
Высшее образование
Будущие сварщики могут получить навыки чтения чертежей, черчения и металлургии в местных колледжах или профессионально-технических училищах. Работодатели рекомендуют и часто требуют от соискателей пройти программу сварки в высшем учебном заведении. Там студенты могут получить сертификаты сварщика и получить степень младшего специалиста в области сварки.
Навыки, которые будущие сварщики приобретут на этих программах, могут подготовить их к работе в художественных студиях, котельных, металлургических и сантехнических компаниях. Если кандидаты в сварщики не проходят послесреднюю подготовку, работодатели могут вместо этого потребовать лицензии или сертификаты.
Сертификация
Работодатели часто требуют, чтобы кандидаты прошли сертификацию Американского общества сварщиков (AWS), которое предлагает общий сертификационный тест на основе результатов работы. AWS также имеет специальные полномочия, поэтому профессионал может стать сертифицированным инспектором по сварке, сертифицированным специалистом по контактной сварке или сертифицированным интерпретатором рентгенограмм.
Сотрудникам не нужно проходить какие-либо предварительные курсы, чтобы стать сертифицированными сварщиками AWS. Кандидаты должны пройти тест в утвержденном месте тестирования. Тест охватывает конструкционную сталь, листовой металл и химическую сварку.
Как выглядит обучение сварке?
Обучение сварке может проходить в классе или на рабочем месте. Профессиональные школы предлагают программы либо в дневное, либо в вечернее время, поскольку многие учащиеся совмещают работу во время учебы. Студенты-сварщики узнают о чтении инженерных печатных изданий, методах безопасности и сварочных процессах, таких как кислородно-ацетиленовая сварка, дуговая сварка в среде защитного металла, дуговая сварка в среде защитного газа, дуговая сварка вольфрамовым электродом в среде защитного газа и усовершенствованная дуговая сварка в защитном металле. Чаще всего студенты-сварщики изучают практические приемы в цеху.
Работодатели предлагают ученичество неподготовленным сварщикам, не имеющим опыта. При обучении учеников компании могут предоставлять им заработную плату и льготы. Ученики часто выполняют сварочные работы и обязанности начального уровня, такие как общие рабочие, шлифовальные и сборочные работы. На стажировку также принимаются недавние выпускники сварочных школ.
Сколько времени нужно, чтобы стать сварщиком?
В зависимости от программы обучения, получение профессии сварщика занимает от 7 до 24 месяцев. Будущие сварщики могут получить доступ к обучению сразу после окончания средней школы в высших учебных заведениях. Они могут подать заявление в местный колледж или программу профессионально-технического училища или пройти обучение на рабочем месте, получив должность.
Сертификаты и дипломы по сварке можно получить от трех недель до 18 месяцев. Программа получения степени младшего специалиста по сварке обычно занимает два года. Срок, необходимый для получения сертификата, зависит от профессиональной организации, но все сварщики, получающие сертификат, обычно сдают экзамен.
Зарплата сварщика
Зарплата сварщика варьируется в зависимости от отрасли, компании и образовательного опыта. По данным BLS, нижние 10% сварщиков зарабатывали менее 30 640 долларов в год в мае 2020 года, а верхние 10% зарабатывали более 66 250 долларов.
Наиболее прибыльными отраслями для сварщиков являются специализированные торговые подряды, ремонт и техническое обслуживание, а также производство, в которых в мае 2020 года средняя годовая заработная плата составляла 42 650–48 420 долларов США.
Сварщики иногда должны работать по вечерам и в выходные дни; компании обычно имеют 2-3 смены каждый день. По данным BLS, средняя годовая зарплата сварщиков в мае 2020 года составила 44 190 долларов США. Организация прогнозирует, что количество должностей сварщиков вырастет на 8% — или так же быстро, как в среднем — в период с 2020 по 2030 год9.0003
Часто задаваемые вопросы о сварке
Сварка, если она выполнена неправильно, может представлять угрозу безопасности. Вот почему требуются годы обучения сварке, чтобы стать экспертом. Профессия требует от рабочих повторять одни и те же приемы, развивать твердую руку и практиковаться в изготовлении определенного оборудования.
По данным BLS, востребованы сварщики. По состоянию на май 2020 года в США работало около 418 200 сварщиков, резчиков, паяльщиков и паяльщиков. Работодатели проектов BLS добавят около 49200 сварщиков ежегодно в период с 2020 по 2030 год для заполнения новых вакансий и вакансий, оставшихся открытыми в связи с выходом на пенсию или сменой рабочих мест.
Да. Работодатели часто предпочитают нанимать сварщиков с техническим образованием, полученным в профессиональном училище. Как и ученичество, профессиональные школы обучают будущих сварщиков жизненно важным навыкам и могут помочь выпускникам начать работу в сфере квалифицированной торговли.
Характерное изображение: Hill Street Studios / DigitalVision / Getty Images
15 лучших вакансий для выпускников торговых школ
Не каждая карьера требует степени бакалавра. Если вы подумываете о том, чтобы получить профессию, ознакомьтесь с этими популярными и прибыльными вакансиями в профессиональных школах.
Чин Нго
Что нужно знать о профессии сварщика
Хотите стать сварщиком? В этом руководстве рассказывается, что нужно знать о работе сварщика, в том числе о средней заработной плате сварщиков.
Налеа Ко
Как стать электриком
Узнайте, как стать электриком, включая все, что вам нужно знать об обучении электриков и требованиях к лицензированию.
Бетани Паркер
BestColleges.com — это сайт, поддерживаемый рекламой. Рекомендуемые или доверенные партнерские программы, а также все результаты поиска, поиска или подбора школ предназначены для школ, которые выплачивают нам компенсацию. Эта компенсация не влияет на рейтинги наших школ, справочники ресурсов или другую независимую от редакции информацию, опубликованную на этом сайте.
Сравните варианты школы.
Просмотрите школу, наиболее соответствующую вашим интересам, и сравните их по плате за обучение, программам, количеству принятых и другим факторам, важным для того, чтобы найти ваш колледж.
Получаете диплом средней школы и сертификат сварщика одновременно?
Hampshire High School — одна из двух средних школ штата Иллинойс к северо-западу от Чикаго, которые являются аккредитованными AWS испытательными центрами. Hampshire High School
Многие старшеклассники проводят последние недели учебного года в достаточном напряжении из-за выпускных экзаменов и проектов, пенсионеров, планов после окончания средней школы, выпускных вечеров и выпускных.
В мае этого года несколько учеников средней школы Элгина в Элгине, штат Иллинойс, столкнулись с еще одним стрессовым фактором: получением сертификата Американского общества сварщиков (AWS).
Студенты, изучающие сварку в этой средней школе, находятся в уникальном положении. Мало того, что в школе есть собственная программа сварки, сварочная лаборатория является испытательным центром, аккредитованным AWS (ATF). По данным AWS, только пять средних школ на национальном уровне имеют аккредитацию испытательных центров.
Студент-сварщик Уилл Замечник не скрывал своих мыслей о том, каково это — проходить тестирование: «Возможно, это было самое нервное событие за мои 17 лет».
«Это было довольно нервно», — добавила Кэти Моралес, еще одна ученица. «Но я думаю, что наши учителя хорошо подготовили нас к тому, как будет проходить тест, и они изо всех сил старались научить нас всему, что нам нужно было знать заранее».
Элгин — не единственная средняя школа в районе Чикаго, внесенная в список ATF. В восемнадцати милях отсюда находится средняя школа Хэмпшира.
Учащиеся, преподаватели и сварщики в этих двух школах говорят, что эта редкая возможность устраняет ряд препятствий как для учащихся, так и для работодателей.
«Я был бы счастлив сказать, что за последние четыре года, что я занимаюсь сваркой, я смог пройти довольно сложное испытание, в которое никто не может просто так прыгнуть», — сказал студент Хосе Моралес.
Тот факт, что две средние школы в непосредственной близости друг от друга являются ATF, не является совпадением. Две школы, их школьные округа и еще одна школьная система объединились для создания региональной программы по сварке для воспитания и подготовки сварщиков следующего поколения.
Путь к сварке
Школьный округ U-46, Школьный округ 300 и Центральный общественный округ Школьный округ 301 – примерно в часе езды к северо-западу от Чикаго – объединились для создания сети региональных программ карьерного роста для старшеклассников, интересующихся сваркой ; другие программы включают автомобильные технологии, точное производство и помощь ветеринару.
Старшеклассники, участвующие в двух программах сварки в средних школах штата Иллинойс, могут получить сертификат AWS как раз к моменту выпуска, открывая потенциальные возможности для сварочных работ, технических и профессиональных школ, стажировок и многого другого. Rafael Guerrero
Соответствующие сварочные лаборатории в средней школе Элгина U-46 и средней школе Хэмпшира округа 300 предоставляют доступ к дуговой сварке металлическим электродом в среде защитного газа (GMAW), дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW) и дуговой сварке в среде защитного металла (SMAW). машины, оборудование и многое другое. Начиная со второго и заканчивая старшим курсом, учащиеся этих программ изучают основы сварки и сварки I и II.
Цель? Для студентов, чтобы получить сертификаты в конце их карьеры средней школы.
В рамках региональной программы по сварке учащиеся могут получить сертификат D1.1 3G (прямолинейная сварка в плоском, горизонтальном и вертикальном положениях) по сварке SMAW и GMAW в своей средней школе. Студенты должны успешно сварить вместе два куска 3/8-дюйм. стали.
В рамках сертификационного экзамена сторонние инспекторы тестируют и проверяют сварные швы. В конце концов инспекторы пропустили пластины через рентгеновский аппарат, чтобы проверить их на наличие дефектов, трещин, шлаковых включений и других примесей. Сертифицированные инспекторы по сварке (CWI), участвующие в процессе сертификации, не знают ни студентов, ни преподавателей сварки.
«Когда они наблюдают за тобой, это немного пугает», — сказал Замечник о CWI во время тестирования.
Проверка длится около двух часов.
«Честно говоря, это довольно сложно», — сказал студент Фредди Петрона. «Мы должны были убедиться, что все в порядке, убедиться, что сварка идет правильно. Это было довольно сложно и отнимало много времени; нужно было убедиться, что все идеально».
«Это волнение и нервозность. Как будто я сдаю этот тест», — добавил Луис Герреро, один из школьных инструкторов по сварке.
Герреро и его коллега-инструктор по сварке Аарон Стайлс сказали, что требуется около месяца, чтобы получить ответ от сторонних инспекторов о том, сдали или не сдали студенты.
«Им потребовалось три года, чтобы добраться до этой точки… Я бы хотел, чтобы мы не называли это испытанием, но это буквально то, чем оно является», — сказал Стайлз об испытании с высокими ставками.
Баннер в сварочной лаборатории средней школы Элгина гласит: «Начните свою карьеру здесь», «Уроки сварки EHS», «Аккредитованный испытательный центр AWS» и «Полная промышленная сертификация». Rafael Guerrero
В этом году аттестацию прошли 19 учащихся в Элгине и пятеро в Хэмпшире. По словам преподавателей, весной 2021 года 10 из 16 учащихся, прошедших тестирование в двух школах, получили сертификат AWS.
Терри Стро, директор многорайонной региональной системы профессионального образования Северного округа Кейн, сказал, что обе сварочные лаборатории прошли двухлетний процесс, чтобы стать ATF. AWS завершила проверку преподавателей, учебной программы и помещений каждой школы. Лаборатории также вызвали Управление по охране труда и здоровья (OSHA) и проверили оборудование. Каждый сайт будет проходить процесс повторной аккредитации каждые три года.
По данным AWS, Элгин и Хэмпшир получили аккредитацию в 2018 году.
Сертификация и будущее после окончания средней школы
Стайлз сказал, что учащиеся использовали свою сертификацию или ее получение для получения сварочных работ до или после окончания средней школы. или продолжить послешкольное образование.
Один из прошлогодних выпускников нашел местную работу и живет мечтой, сказал Стайлз. Ученик уже вышел в класс Стайлза, чтобы поговорить со студентами о своем опыте.
«Ему 19 лет, он хорошо зарабатывает, купил новую машину и находится в процессе покупки нового дома», — сказал Стайлз.
«Для этих детей с сертификацией нет недостатка в работе», — добавил он.
Винс Серрителла, инструктор по сварке в Хэмпширской средней школе, сказал, что эта возможность связана со многими потребностями: нехватка сварщиков, стремление к расширению программ профессионального и технического образования в школах, более широкий доступ к практическим курсам средней школы и формирование будущего преподаватели сварочного вуза.
Стро, тем временем, сказал, что работодатели сомневаются в отношении подростков, сертифицированных AWS — они слишком молоды и неопытны? Потребуются ли компаниям дополнительные ресурсы, если они их наймут?
«Пара компаний в этом районе долгое время были очень настроены против старшеклассников», — сказал он. «Теперь, когда они увидели качество выполняемой работы и осмотрели объекты, они все больше и больше заинтересованы в том, чтобы эти студенты приходили и работали на них».
Девятнадцать учащихся средней школы Элгина, в том числе пятеро на фото, весной 2022 года прошли тестирование на сертификацию AWS в сварочной лаборатории своей средней школы. Rafael Guerrero
И Замечник, и Хосе Моралес работали сварщиками в 2021-22 учебном году. Zamecnik хочет когда-нибудь строить лодки на юге.
«[Сертификация AWS] переместит меня из нижней части списка в верхнюю», — сказал Замечник.
Хосе Моралес будет зачислен в армию после школы, но надеется получить работу сварщика.
«Если посмотреть на это с точки зрения работодателя, кого вы собираетесь нанимать? Тот, кто говорит, что у него есть опыт, но не имеет никаких сертификатов, или тот, кто вышел отсюда и прошел тест?» — сказал Моралес.
В 2018 году Лила Эдвардс стала второй ученицей средней школы штата Иллинойс, получившей сертификат AWS. Бывшая ученица средней школы Хэмпшира назвала себя своего рода «подопытным кроликом» в процессе первого тестирования.
«Люди были потрясены, но также горды и впечатлены. В основном это были хорошие отзывы», — сказала она о своей сертификации.
Эта возможность в старшей школе сделала мечты Эдвардса о работе в автоспорте более осуществимыми и реалистичными. Она поступила и закончила программу в Техническом институте NASCAR в Мурсвилле, Северная Каролина; поступил в Харпер-колледж в Палатине, штат Иллинойс; и она планирует в конечном итоге получить степень бакалавра в области машиностроения. Эдвардс также входит в первую группу студентов программы стажировок Chip Ganassi Racing и PNC Bank Women In Motorsports, которая дебютировала в 2022 году.
«Эта сертификация показывает вашу трудовую этику, ваши инновации и ваше стремление к успеху. Это просто показывает, кто вы как человек и чего вы надеетесь достичь», — сказала она.
Что будет после школы сварщиков? Результаты работы и многое другое…
Когда вы готовитесь к получению диплома по программе школы сварщиков, вы, вероятно, думаете о новой карьере в этой захватывающей области. У вас есть много вариантов от работы на стройке до сварки труб и даже судостроения. Во-первых, вам нужно подготовиться к приему на работу, поработав над своим резюме, пройдя собеседование и пройдя национальный тест на строительную карьеру по сварке.
Образование, которое вы получите в рамках программы обучения сварщикам, откроет для вас захватывающую и прибыльную новую карьеру. Сварщики работают руками, каждый день создавая новые вещи на работе. Это полезно и интересно с возможностью продвижения и роста.
В настоящее время для сварщиков существует множество возможностей, и получив работу в этой области, вы можете рассчитывать на более высокий заработок. По данным Бюро статистики труда США, в стране было около 400 000 вакансий для сварщиков, и эти рабочие получали среднюю зарплату более 38 000 долларов в год.
Школа сварщиков позволит вам пополнить ряды этих квалифицированных рабочих. Если вы готовитесь окончить дипломную программу, сейчас самое время подумать о том, какие у вас есть варианты. Начните думать о том, какую карьеру вы хотите, где вы хотели бы работать и как вы будете достигать своих карьерных целей.
Карьерные возможности после школы сварщиков
Как сварщик, вы обнаружите, что у вас есть много различных возможностей для вашей будущей работы. Сварщики могут выполнять примерно одну и ту же работу, но в разных условиях, с разными материалами и в самых разных отраслях. Основной отраслью, в которой работают сварщики и в которой занято больше всего работников в этой области, является производство. В обрабатывающей промышленности сварщики производят металлические изделия, машины, транспортные средства и другое оборудование.
Строительной отрасли также нужны квалифицированные рабочие, прошедшие школу сварщиков. Профессионалы в этой области работают над соединением ферм, балок, труб как в коммерческих, так и в жилых помещениях. Требуются сварщики для строительства и ремонта электростанций и нефтеперерабатывающих заводов.
Школа сварщиков также может привести вас в совершенно неожиданном направлении. Сварщики нужны, например, в судостроении. Вы можете участвовать в строительстве новых кораблей и ремонте существующих кораблей. Вы также можете работать в аэрокосмической отрасли, работая над самолетами. Представьте, что вы работаете под водой. Подводные сварщики являются особо квалифицированными работниками и пользуются спросом при строительстве и ремонте мостов и других сооружений.
Карьерный рост в области сварки
Только что закончив школу сварщиков, будучи новичком в отрасли, вы, скорее всего, начнете с позиции начального уровня, но есть много возможностей для роста. Обучение сварке в рамках начальной дипломной программы — это только начало. Вы продолжите учиться на рабочем месте и даже сможете продвинуться на более высокие должности, освоив новые, более специфические навыки сварки.
Например, когда вы освоите основы сварки, вы можете пройти обучение сварщику под водой. Это будет включать в себя обучение нырянию и приобретение специальных навыков для выполнения сварочных работ под водой. Вы также можете просто захотеть улучшить свои навыки и свой опыт, чтобы иметь возможность стать самозанятым или внештатным сварщиком. Это может дать вам возможность передвигаться, браться за работу, которая вам нравится, и избегать других, а также зарабатывать столько, сколько вы хотите.
Профессиональные организации, такие как Американское общество сварщиков, могут помочь вам продвинуться по карьерной лестнице помимо базового обучения сварке. Благодаря таким группам вы можете получить дополнительные сертификаты, пройти курсы повышения квалификации и освоить специальные навыки, такие как использование робототехники, обучение сварке на курсах или проверка сварки.
Ваши следующие шаги после школы сварщиков
После того, как вы задумались о том, какую карьеру и какое будущее вы хотите в области сварки, вам нужно начать готовиться к получению этой первой работы. Пришло время подумать о поиске открытых вакансий, о том, как подать заявку, составить отличное резюме, демонстрирующее ваши навыки, и узнать, как пройти хорошее собеседование, которое впечатлит потенциальных работодателей.
Начните с отдела кадров вашего профессионального учебного заведения по сварке. Здесь вы найдете ресурсы, необходимые для начала вашей карьеры после окончания учебы. Лучше всего начать с трудоустройства. Профессионалы в сфере карьерных услуг могут помочь вам в поиске открытых вакансий. Они могут помочь вам найти конкретные виды работ. Если вы точно знаете, какую должность вы хотите, позвольте этим карьерным помощникам из вашей школы сварщиков найти ее для вас.
Составление идеального резюме
Затем приступайте к работе над своим резюме. Это единственное, что должно представлять, кто вы и что вы можете предложить работодателям. Опять же, вам могут помочь карьерные службы, но только вы можете предоставить необходимую информацию. Включите прошлые и текущие места работы, даже если они не связаны со сваркой. Этот опыт говорит работодателю, что у вас есть все необходимое, чтобы удержаться на работе и быть хорошим работником, независимо от того, какая работа.
В вашем резюме также должно быть конкретно указано, чему вы научились в школе сварщиков. Перечислите курсы, которые вы прошли, чтобы будущий работодатель точно знал, что вы умеете и каковы ваши навыки. Еще одна замечательная вещь, которую следует включить в свое резюме, — это доказательство того, что вы можете выполнять работу, необходимую для сварки. Вы можете сделать это, включив фотографии некоторых ваших проектов, сделанных на занятиях по сварке. Выберите несколько, которые демонстрируют определенные навыки, которым вы научились.
Навыки прохождения собеседований
Резюме представляет вас на бумаге, но чтобы получить работу, вы также должны представлять себя и свои навыки лично. Многие люди нервничают перед собеседованием, и вы тоже, но способ преодолеть это — попрактиковаться. Проводите имитационные интервью с друзьями или членами семьи, чтобы научиться лучше давать интервью. Это навык, и единственный способ добиться в нем успеха — это практиковаться.
Ваш отдел карьеры может помочь вам и здесь. Изучите навыки проведения интервью и получите важные советы. Когда вы будете готовы пройти собеседование на работу, не забудьте красиво одеться. Вы не будете носить красивую одежду для работы сварщиком, но работодатель захочет увидеть, что вы приложили усилия для собеседования. Это показывает, что вы серьезно относитесь к получению должности.
Навыки, которых работодатели ищут в выпускниках школы сварщиков
Готовясь найти свою первую работу по обучению после сварки, помните, что вы хотите стать желанным кандидатом. Вы должны знать, что ищут работодатели и что они хотят видеть в новом сотруднике. Когда вы знаете, чего они хотят, вы можете доказать своему будущему работодателю, что у вас есть все необходимое:
- Хорошее образование и технические навыки. Сварка — это навык, поэтому работодатели хотят видеть, что вы прошли курсы сварки, закончили программу школы сварки и прошли практическое обучение, которое позволит вам приступить к работе с первого дня.
- Физическая сила и выносливость. Сварщики работают не только руками, но и всем телом. Это очень физическая работа, при которой вам, возможно, придется поднимать тяжелые предметы, стоять в течение длительного периода времени и много сгибаться, наклоняться и тянуться.
- Внимание к деталям. Сварочные работы требуют большой силы и выносливости, но также требуют точности. Работодатель хочет нанять кого-то, кто уделит достаточно времени и внимания деталям, чтобы выполнить работу правильно с первого раза.
- Хорошие пространственные навыки. Хорошее пространственное положение имеет решающее значение для выполнения сварочных работ. Вы должны уметь читать проекты, как двухмерные, так и трехмерные планы, и использовать их для создания чего-то из металла.