
дипломная работа по сварке – Docsity
СОДЕРЖАНИЕ Изм. Лист Фамилия Подпись Дата Лист 3 ПЭР.15.01.05.15-1.18.11.ПЗ Выполнил Трашков Рук.++++++++++++++++++++++++++++++ +——————————————————————————————————————————————– практики Широкая А.Г Технология сборки и механизированной сварки колонны К15 Лит. Листов 37 ГПОУ НСТ Введение 4 1.Общая часть 1.1 Организация рабочего места 7 2. Технологический раздел 2.1 Тип, назначение, характеристика конструкции 11 2.2 Материалы конструкции 12 2.3 Подготовка металла к сварке 14 2.4 Режим выполнения работ 16 2.5 Качество сварных соединений и методы контроля 17 2.6 Сборка и сварка конструкции 20 3. Газовая сварка (наплавка) 3.1 Подготовка оборудования к сварочным (наплавочным) работам 3.2 Тип назначение, характеристика конструкции 3.3 Режим выполнения работ 3.4 Заготовительные операции 3.5 Технология сборки и сварки ( наплавки) конструкции 3.6 Качество сварных соединений и методы контроля 4. Охрана труда и методы безопасности Список используемой литературы Приложение 1 Приложение 2 ВВЕДЕНИЕ 1.ОБЩАЯ ЧАСТЬ. В последнее время значительно увеличились объемы производства, поэтому появился вопрос о строительстве новых производственных цехов. Поэтому темой дипломного проекта была выбрана сборка и сварка двухветвевой колонны. Сварка – это технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ электрической дуги для сварки металлов. Н. Н. Бенардос в 1885– 1887 гг. запатентовал свой способ сварки «Электрогефест», или «Способ соединения и разъединения металлов непосредственным действием электрического тока», в 13 странах, в том числе и в Америке, хотя американский ученый И. Томпсон в 1867 г. одним из первых в мире пытался сварить два куска металла электросваркой. В 1892 г.
Охрана труда и методы безопасности Список используемой литературы Приложение 1 Приложение 2 ВВЕДЕНИЕ 1.ОБЩАЯ ЧАСТЬ. В последнее время значительно увеличились объемы производства, поэтому появился вопрос о строительстве новых производственных цехов. Поэтому темой дипломного проекта была выбрана сборка и сварка двухветвевой колонны. Сварка – это технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ электрической дуги для сварки металлов. Н. Н. Бенардос в 1885– 1887 гг. запатентовал свой способ сварки «Электрогефест», или «Способ соединения и разъединения металлов непосредственным действием электрического тока», в 13 странах, в том числе и в Америке, хотя американский ученый И. Томпсон в 1867 г. одним из первых в мире пытался сварить два куска металла электросваркой. В 1892 г. на электротехнической выставке, проходившей в Петербурге, Н. Н. Бенардос представил описание своего изобретения: «Электропайка, электросварка, электроотливка, электронаслоение, электросверление, электроразрезывание всех металлов». Он присоединял один полюс динамо- машины к листу металла, а другой к угольному электроду. В пламя дуги вводили металлический стержень. Но Бенардос не догадался о том, что можно не вводить посторонний металл при плавящемся электроде. Это сделал русский ученый Н. Г. Славянов. Его «Способ электрической отливки металлов» увидел весь мир. На выставке в 1893 г. Славянов получил золотую медаль «За дуговую электросварку». Он представил двенадцатигранную призму из никеля, томпака, стали, чугуна, нейзильбера, бронзы обычной и колокольной, где все грани были соединены сваркой. После этого Америка уже не сомневалась в возможностях сварки цветных металлов по способу Н. Г. Славянова. мС именами Н. Г. Славянова и Н. Н. Бенардоса связано развитие металлургических основ электрической дуговой сварки, контактной сварки, создание первого автоматического регулятора длины дуги и первого сварочного генератора.
на электротехнической выставке, проходившей в Петербурге, Н. Н. Бенардос представил описание своего изобретения: «Электропайка, электросварка, электроотливка, электронаслоение, электросверление, электроразрезывание всех металлов». Он присоединял один полюс динамо- машины к листу металла, а другой к угольному электроду. В пламя дуги вводили металлический стержень. Но Бенардос не догадался о том, что можно не вводить посторонний металл при плавящемся электроде. Это сделал русский ученый Н. Г. Славянов. Его «Способ электрической отливки металлов» увидел весь мир. На выставке в 1893 г. Славянов получил золотую медаль «За дуговую электросварку». Он представил двенадцатигранную призму из никеля, томпака, стали, чугуна, нейзильбера, бронзы обычной и колокольной, где все грани были соединены сваркой. После этого Америка уже не сомневалась в возможностях сварки цветных металлов по способу Н. Г. Славянова. мС именами Н. Г. Славянова и Н. Н. Бенардоса связано развитие металлургических основ электрической дуговой сварки, контактной сварки, создание первого автоматического регулятора длины дуги и первого сварочного генератора. Н. Г. Славяновым были предложены флюсы для получения высококачественного металла сварных швов. В Московском политехническом музее демонстрируется подлинный сварочный генератор Н. Г. Славянова и образцы сварных соединений. В начале 1930-х годов в связи с потребностью в более прогрессивных способах соединения металлов стала развиваться сварочная техника. В 1929 г. советский инженер-изобретатель Д. А. Дульчевский разработал способ автоматической дуговой сварки под флюсом. Под руководством академика В. П. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Вологдина в 1924–1935 гг. с использованием электрической дуговой сварки были изготовлены первые отечественные котлы и корпуса судов. Сварку применяли ручную дуговую, электродами с тонкими ионизирующими покрытиями. В 1935–1939 гг. стали применять легированные электроды с толстым покрытием. Их применение позволило использовать сварку в изготовлении промышленного оборудования и строительных конструкций. Огромный вклад в развитие сварочных технологий внес киевский институт им.
Н. Г. Славяновым были предложены флюсы для получения высококачественного металла сварных швов. В Московском политехническом музее демонстрируется подлинный сварочный генератор Н. Г. Славянова и образцы сварных соединений. В начале 1930-х годов в связи с потребностью в более прогрессивных способах соединения металлов стала развиваться сварочная техника. В 1929 г. советский инженер-изобретатель Д. А. Дульчевский разработал способ автоматической дуговой сварки под флюсом. Под руководством академика В. П. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Вологдина в 1924–1935 гг. с использованием электрической дуговой сварки были изготовлены первые отечественные котлы и корпуса судов. Сварку применяли ручную дуговую, электродами с тонкими ионизирующими покрытиями. В 1935–1939 гг. стали применять легированные электроды с толстым покрытием. Их применение позволило использовать сварку в изготовлении промышленного оборудования и строительных конструкций. Огромный вклад в развитие сварочных технологий внес киевский институт им. Е. О. Патона. Здесь была разработана электрошлаковая сварка, изготовлены высокоскоростные сварочные машины для сварки под флюсом. Применение электрошлаковой сварки позволило заменить литые и кованые крупногабаритные изделия сварными, более технологичными. В период Великой Отечественной войны сварка получила широкое применение в военной технике, были разработаны уникальные способы сварки броневых сталей. В послевоенное время при восстановлении народного хозяйства сварка как прогрессивный способ соединения металлов значительно вытеснила клепку. С 1948 г. промышленное применение получили новые способы сварки: сварка в среде защитных газов, ручная, механизированная и автоматическая сварка плавящимся и неплавящимся электродом. В 1950–1952 гг. в ЦНИИТмаше при участии МВТУ им. Н. Э. Баумана и ИЭС им. Е. О. Патона под руководством профессора К. Ф. Любавского была разработана сварка низколегированных и низкоуглеродистых сталей в среде углекислого газа. Сейчас этот способ сварки составляет 30 % объема всех сварочных работ.
Е. О. Патона. Здесь была разработана электрошлаковая сварка, изготовлены высокоскоростные сварочные машины для сварки под флюсом. Применение электрошлаковой сварки позволило заменить литые и кованые крупногабаритные изделия сварными, более технологичными. В период Великой Отечественной войны сварка получила широкое применение в военной технике, были разработаны уникальные способы сварки броневых сталей. В послевоенное время при восстановлении народного хозяйства сварка как прогрессивный способ соединения металлов значительно вытеснила клепку. С 1948 г. промышленное применение получили новые способы сварки: сварка в среде защитных газов, ручная, механизированная и автоматическая сварка плавящимся и неплавящимся электродом. В 1950–1952 гг. в ЦНИИТмаше при участии МВТУ им. Н. Э. Баумана и ИЭС им. Е. О. Патона под руководством профессора К. Ф. Любавского была разработана сварка низколегированных и низкоуглеродистых сталей в среде углекислого газа. Сейчас этот способ сварки составляет 30 % объема всех сварочных работ. В конце 1950-х годов французскими учеными был разработан новый вид сварки плавлением – электронно-лучевой, получивший широкое применение в производстве микроэлектронной техники и выплавке особо чистых сплавов. Впервые в мире советские космонавты В. Кубасов и Г. Шонин в 1969 г. осуществили автоматическую сварку и резку металлов в открытом космосе. В 1984 г. космонавты С. Савицкая и В. Джанибеков провели ручную сварку, резку и Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ пайку различных металлов в космосе. В настоящее время сварку и резку металлов проводят в космосе, под водой, в вакууме и на открытом воздухе. Открытая и разработанная Н. Н. Бенардосом в 1887 г. контактная и шовная сварка широко применяется в настоящее время. Кузов современного автомобиля, состоящий из тонколистовых штампованных деталей, сварен более чем в 10 тысячах точек. Самолет насчитывает уже несколько миллионов сварных точек или «электрозаклепок». Наряду с дуговой электросваркой, к сварке плавлением относят газовую сварку.
В конце 1950-х годов французскими учеными был разработан новый вид сварки плавлением – электронно-лучевой, получивший широкое применение в производстве микроэлектронной техники и выплавке особо чистых сплавов. Впервые в мире советские космонавты В. Кубасов и Г. Шонин в 1969 г. осуществили автоматическую сварку и резку металлов в открытом космосе. В 1984 г. космонавты С. Савицкая и В. Джанибеков провели ручную сварку, резку и Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ пайку различных металлов в космосе. В настоящее время сварку и резку металлов проводят в космосе, под водой, в вакууме и на открытом воздухе. Открытая и разработанная Н. Н. Бенардосом в 1887 г. контактная и шовная сварка широко применяется в настоящее время. Кузов современного автомобиля, состоящий из тонколистовых штампованных деталей, сварен более чем в 10 тысячах точек. Самолет насчитывает уже несколько миллионов сварных точек или «электрозаклепок». Наряду с дуговой электросваркой, к сварке плавлением относят газовую сварку. Для плавления металлов используют тепло пламени смеси газов, сжигаемых с помощью горелки. Газовая сварка классифицируется по виду применяемого горючего газа: ацетиленокислородная, керосино-кислородная, бензино- кислородная, пропанобутано-кислородная, водород-кислородная и др. Способ газовой сварки был разработан в конце XIX столетия, когда началось промышленное производство кислорода, водорода и ацетилена. В этот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных соединений. Наибольшее развитие газовая сварка с применением ацетилена получила в период развития сети железных дорог и вагоностроения. Необходимо было производить большой объем работ по сборке вагонов, паровозов. В настоящее время газовая сварка применяется во многих отраслях промышленности: при изготовлении и ремонте изделий из тонколистовой стали, сварке цветных металлов и их сплавов, а также при наплавочных работах. Разновидностью газопламенной обработки является газотермическая резка, широко применяемая на этапе заготовительных операций при раскрое металлов и резке металлолома.
Для плавления металлов используют тепло пламени смеси газов, сжигаемых с помощью горелки. Газовая сварка классифицируется по виду применяемого горючего газа: ацетиленокислородная, керосино-кислородная, бензино- кислородная, пропанобутано-кислородная, водород-кислородная и др. Способ газовой сварки был разработан в конце XIX столетия, когда началось промышленное производство кислорода, водорода и ацетилена. В этот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных соединений. Наибольшее развитие газовая сварка с применением ацетилена получила в период развития сети железных дорог и вагоностроения. Необходимо было производить большой объем работ по сборке вагонов, паровозов. В настоящее время газовая сварка применяется во многих отраслях промышленности: при изготовлении и ремонте изделий из тонколистовой стали, сварке цветных металлов и их сплавов, а также при наплавочных работах. Разновидностью газопламенной обработки является газотермическая резка, широко применяемая на этапе заготовительных операций при раскрое металлов и резке металлолома.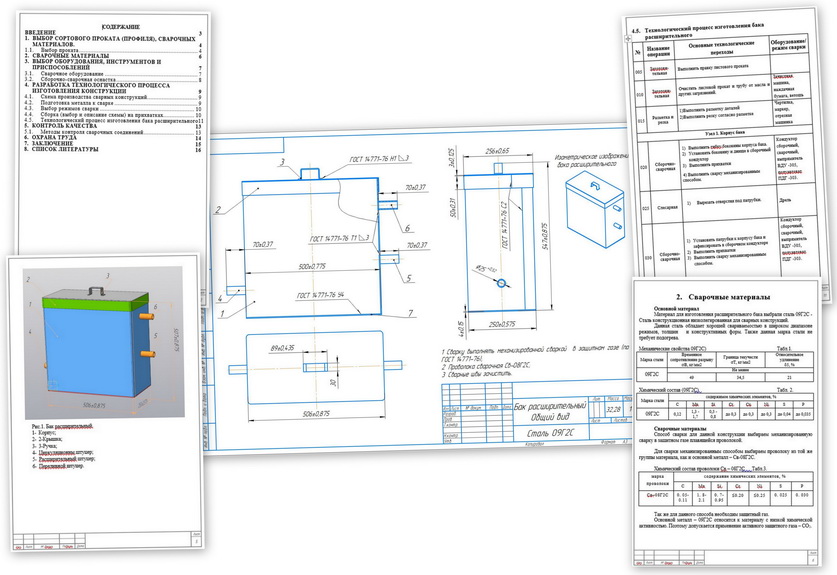 Несмотря на многочисленные способы применения механизированных и автоматизированных видов сварки, масштабы применения ручной дуговой электросварки увеличиваются. Это связано с созданием новых материалов и оборудования для производственных процессов. На эти позиции Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Газовое оборудование состоит из баллона с углекислым газом, баллона с аргоном, редуктора с манометрами и смесителя, которые применяют при использовании смеси углекислого газа и аргона. Баллоны предназначены для хранения и транспортирования защитных газов. Все газы находятся в баллонах в сжатом состоянии, под высоким давлением, кроме углекислого газа, который содержится в жидком состоянии. Редуктор с манометрами служит для понижения давления на выходе из баллона. Стандартное давление на входе газового баллона варьируется в диапазоне 150-250 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ атмосфер. С помощью газового редуктора это значение на выходе снижается до 1-16 атмосфер Смеситель необходим для смешивания и подачи нужного соотношения газов, оптимальных для сварки.
Несмотря на многочисленные способы применения механизированных и автоматизированных видов сварки, масштабы применения ручной дуговой электросварки увеличиваются. Это связано с созданием новых материалов и оборудования для производственных процессов. На эти позиции Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Газовое оборудование состоит из баллона с углекислым газом, баллона с аргоном, редуктора с манометрами и смесителя, которые применяют при использовании смеси углекислого газа и аргона. Баллоны предназначены для хранения и транспортирования защитных газов. Все газы находятся в баллонах в сжатом состоянии, под высоким давлением, кроме углекислого газа, который содержится в жидком состоянии. Редуктор с манометрами служит для понижения давления на выходе из баллона. Стандартное давление на входе газового баллона варьируется в диапазоне 150-250 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ атмосфер. С помощью газового редуктора это значение на выходе снижается до 1-16 атмосфер Смеситель необходим для смешивания и подачи нужного соотношения газов, оптимальных для сварки. двух газов. Также необходимо наличие расходомера и шланга для подключения газа к аппарату, через который в свою очередь подается газ в сварочную горелку. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 2.ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ. 2.1. Тип, назначение, характеристика конструкции. Металлическая двухветвевая колонна – это элемент конструкции здания, который состоит из нескольких деталей: оголовка, надкранового стержня, подкрановой ступени, подкранового стержня и базы. Колонны разработаны применительно к типовым строительным конструкциям покрытий с опиринием стропильных ферм в уровне нижнего пояса. Оголовок – верхняя часть, которая воспринимает нагрузку от ферм и передает ее на подкрановый стержень. При их расчете учитывается не только вес опирающихся балок, ферм, но и особенности их крепления. Надкрановая часть служит опорой для стропильных ферм и передает нагрузку по подкрановой части к базе колонны. В средней части колонны располагается подкрановая ступень запроектированная в виде сварной балки-стенки.
двух газов. Также необходимо наличие расходомера и шланга для подключения газа к аппарату, через который в свою очередь подается газ в сварочную горелку. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 2.ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ. 2.1. Тип, назначение, характеристика конструкции. Металлическая двухветвевая колонна – это элемент конструкции здания, который состоит из нескольких деталей: оголовка, надкранового стержня, подкрановой ступени, подкранового стержня и базы. Колонны разработаны применительно к типовым строительным конструкциям покрытий с опиринием стропильных ферм в уровне нижнего пояса. Оголовок – верхняя часть, которая воспринимает нагрузку от ферм и передает ее на подкрановый стержень. При их расчете учитывается не только вес опирающихся балок, ферм, но и особенности их крепления. Надкрановая часть служит опорой для стропильных ферм и передает нагрузку по подкрановой части к базе колонны. В средней части колонны располагается подкрановая ступень запроектированная в виде сварной балки-стенки. На нее ложатся подкрановые балки по которым будет ездить кран. Ветви подкрановой части выполнены из горячекатаных двутавров 60Ш1 с параллельными гранями полок по ГОСТ26020-85. Решётка подкрановых частей колонн запроектирована двухплоскостной из горячекатаных уголков прикрепленных к ветвям бесфасоночно (при этом по средним и, частично, по крайним рядам колонн предусмотрена расцентровка решетки). Базы колонн запроектированы раздельными для каждой ветви; опирание фрезерованного торца ветви осуществляется ко заранее установленную и выверенную опорную стальную плиту со строганой верхней плоскостью. Опорные плиты баз колонн; к которым крепятся подкрановые связи, привариваются к специальным швеллерам, заделанным в фундамент (для передачи продольных и горизонтальных сил на фундаменты) 2.2. Материалы конструкции. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Стержень колонны выполняется из двух параллельных широкополочных двутавров 60Ш1, укрепленные ребами жесткости из листовой стали сечением 144х10, скрепленные обрешеткой из угловой стали сечением 63х5 и швеллерами 40у.
На нее ложатся подкрановые балки по которым будет ездить кран. Ветви подкрановой части выполнены из горячекатаных двутавров 60Ш1 с параллельными гранями полок по ГОСТ26020-85. Решётка подкрановых частей колонн запроектирована двухплоскостной из горячекатаных уголков прикрепленных к ветвям бесфасоночно (при этом по средним и, частично, по крайним рядам колонн предусмотрена расцентровка решетки). Базы колонн запроектированы раздельными для каждой ветви; опирание фрезерованного торца ветви осуществляется ко заранее установленную и выверенную опорную стальную плиту со строганой верхней плоскостью. Опорные плиты баз колонн; к которым крепятся подкрановые связи, привариваются к специальным швеллерам, заделанным в фундамент (для передачи продольных и горизонтальных сил на фундаменты) 2.2. Материалы конструкции. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Стержень колонны выполняется из двух параллельных широкополочных двутавров 60Ш1, укрепленные ребами жесткости из листовой стали сечением 144х10, скрепленные обрешеткой из угловой стали сечением 63х5 и швеллерами 40у. Марка стали С345 ГОСТ-277772-88. Химический состав стали С345 двутавровой балки№ 60Ш1. Содержание элементов в % C Mn Si P S Cr Ni Cu Al Ti 0,14 1,00-1,8 0 0,15-0,8 0 0,025 не более 0,025 не более 0,30 не более 0,30 не более 0,30 0,02-0,0 6 0,035 Механические свойства стали С345 двутавровой балки № 60Ш1 Предел текучести Н/мм² σт Временное сопротивление Н/мм² σв Относительное удлинение % δ5, Загибка холл. Ударная вязкость Дж/см² 345 470 20 98 29 2.3. Подготовка металла к сварке Заготовительные операции, для изготовления колонны К-17, включают в себя правку, разметку, резку, обработку кромок на станках, сверление отверстий, зачистку кромок и поверхностей деталей. Правка металла: Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки – волнистость, коробление, вмятины, искривления, выпучивания и т.д. Листовой металл правят на листоправильных вальцах XZP 120/15. Мелкие листовые детали правят на вальцах, на подкладном листе, или на Изм.Лист№ докум.По письДата6ПЭР. 15.
Марка стали С345 ГОСТ-277772-88. Химический состав стали С345 двутавровой балки№ 60Ш1. Содержание элементов в % C Mn Si P S Cr Ni Cu Al Ti 0,14 1,00-1,8 0 0,15-0,8 0 0,025 не более 0,025 не более 0,30 не более 0,30 не более 0,30 0,02-0,0 6 0,035 Механические свойства стали С345 двутавровой балки № 60Ш1 Предел текучести Н/мм² σт Временное сопротивление Н/мм² σв Относительное удлинение % δ5, Загибка холл. Ударная вязкость Дж/см² 345 470 20 98 29 2.3. Подготовка металла к сварке Заготовительные операции, для изготовления колонны К-17, включают в себя правку, разметку, резку, обработку кромок на станках, сверление отверстий, зачистку кромок и поверхностей деталей. Правка металла: Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки – волнистость, коробление, вмятины, искривления, выпучивания и т.д. Листовой металл правят на листоправильных вальцах XZP 120/15. Мелкие листовые детали правят на вальцах, на подкладном листе, или на Изм.Лист№ докум.По письДата6ПЭР. 15. 01.05. 14-1.17.1 1.ПЗ листоправильных вальцах для правки мелочи собственного изготовления. Двутавры и швеллера выправляют на кулачковом прессе JN-315 фирмы «Пельс». Искривления листовой и профильной стали поле правки не должны превышать величин, указанных в таблице №1 Таблица №1 Профиль стали Наименование отклонения Допускаемая величина отклонения Листовая Зазор между листом и стальной стальной линейкой ЗН664 Не более 1,5 мм Угловая, двутавры и швеллера Зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра. 0,001L, Но не более 10 мм Разметка деталей. Разметка – это процесс нанесения контура детали на металл в натуральную величину. В процессе разметки необходимые указания по обработке наносят на металл с использованием специального инструмента: измерительных рулеток, линеек, чертилок, угольников, керна и др. Качество разметки во многом зависит от точности мерительного инструмента. Разметку деталей производят с помощью рулеток, соответствующих точности второго класса по ГОСТ 7502-98 и измерительных металлических линеек по ГОСТ 427-75.
01.05. 14-1.17.1 1.ПЗ листоправильных вальцах для правки мелочи собственного изготовления. Двутавры и швеллера выправляют на кулачковом прессе JN-315 фирмы «Пельс». Искривления листовой и профильной стали поле правки не должны превышать величин, указанных в таблице №1 Таблица №1 Профиль стали Наименование отклонения Допускаемая величина отклонения Листовая Зазор между листом и стальной стальной линейкой ЗН664 Не более 1,5 мм Угловая, двутавры и швеллера Зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра. 0,001L, Но не более 10 мм Разметка деталей. Разметка – это процесс нанесения контура детали на металл в натуральную величину. В процессе разметки необходимые указания по обработке наносят на металл с использованием специального инструмента: измерительных рулеток, линеек, чертилок, угольников, керна и др. Качество разметки во многом зависит от точности мерительного инструмента. Разметку деталей производят с помощью рулеток, соответствующих точности второго класса по ГОСТ 7502-98 и измерительных металлических линеек по ГОСТ 427-75. При разметке деталей для стволов по длине, необходимо учесть припуск на механическую обработку и усадку от сварки в соответствии с рекомендациями таблицы №2 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Резку угловых заготовок производят на машине, предназначенной для резки и сверления отверстий FICEP мод. HP20Т. Резку швеллеров (поз) производят на ленточно-пильном станке «Pegasus» Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Сверление отверстий. Сверление — операция для получения отверстий в металлических заготовках Сверление листовых заготовок производят на FICEP мод. Р113 Сверление угловых заготовок производят на FICEP мод. HP20T Стержни колонны фрезеруют на тфс-№2 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Сверление двутавровых балок производят наFICEP мод. 603 DEB 2.4 Режим выполнения работ. Режимы — это основные физические показатели, которые определяют весь ход процесса сварки металла и устанавливаются, опираясь на исходные данные. Причем эти показатели должны быть соблюдены в полном объеме для того, чтобы получить необходимое качество сварного шва, его размеры и формы, которые были установлены инженерным проектом.
При разметке деталей для стволов по длине, необходимо учесть припуск на механическую обработку и усадку от сварки в соответствии с рекомендациями таблицы №2 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Резку угловых заготовок производят на машине, предназначенной для резки и сверления отверстий FICEP мод. HP20Т. Резку швеллеров (поз) производят на ленточно-пильном станке «Pegasus» Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Сверление отверстий. Сверление — операция для получения отверстий в металлических заготовках Сверление листовых заготовок производят на FICEP мод. Р113 Сверление угловых заготовок производят на FICEP мод. HP20T Стержни колонны фрезеруют на тфс-№2 Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Сверление двутавровых балок производят наFICEP мод. 603 DEB 2.4 Режим выполнения работ. Режимы — это основные физические показатели, которые определяют весь ход процесса сварки металла и устанавливаются, опираясь на исходные данные. Причем эти показатели должны быть соблюдены в полном объеме для того, чтобы получить необходимое качество сварного шва, его размеры и формы, которые были установлены инженерным проектом. Основными параметрами полуавтоматической сварки в среде защитных газов являются: -Сварочный ток -Напряжение дуги Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Ультразвуковой источник посылает сигнал, который при достижении конца сплава отражается. Если на своем пути сигнал встречает дефект, то это отражается на волне, что в свою очередь фиксируется прибором. Различные дефекты имеют свои собственные отражения, поэтому определить природу дефекта достаточно просто. данный считают наиболее удобным для использования. Это обусловлено возможностью определить изъян как на поверхности, так и в глубине металла. Контроль качества сварных соединений проводится согласно таблицы №5 ГОСТ 23118-99 пп 5.7.4 Таблица№5 Метод контроля Тип контролируемых швов по табл.6 Объем контроля Внешний осмотр и измерение. Ультразвуковой или радиографический. Все соединения 1 и 2 3 4 5 8 100% 100% 10% 5% 1% Типы сварных соединений и характеристика условий их эксплуатации. Таблица№6 Категория и уровни качества швов сварных Тип швов соединений и характеристика условий их эксплуатации Изм.
Основными параметрами полуавтоматической сварки в среде защитных газов являются: -Сварочный ток -Напряжение дуги Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Ультразвуковой источник посылает сигнал, который при достижении конца сплава отражается. Если на своем пути сигнал встречает дефект, то это отражается на волне, что в свою очередь фиксируется прибором. Различные дефекты имеют свои собственные отражения, поэтому определить природу дефекта достаточно просто. данный считают наиболее удобным для использования. Это обусловлено возможностью определить изъян как на поверхности, так и в глубине металла. Контроль качества сварных соединений проводится согласно таблицы №5 ГОСТ 23118-99 пп 5.7.4 Таблица№5 Метод контроля Тип контролируемых швов по табл.6 Объем контроля Внешний осмотр и измерение. Ультразвуковой или радиографический. Все соединения 1 и 2 3 4 5 8 100% 100% 10% 5% 1% Типы сварных соединений и характеристика условий их эксплуатации. Таблица№6 Категория и уровни качества швов сварных Тип швов соединений и характеристика условий их эксплуатации Изм. Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ соединений I – высокий 1 Поперечные стыковые швы, воспринимающие растягивающие напряжения (в растянутых поясах и стенках балок, элементах ферм и т.п.). 2 Швы тавровых, угловых, нахлесточных соединений, работающие на отрыв, при растягивающих напряжениях, действующих на прикрепляемый элемент , и при напряжениях среза в швах .3 Швы в конструкциях или в их элементах, относящихся к 1-й группе по классификации действующих нормативных документов, а также в конструкциях 2-й группы в климатических районах строительства с расчетной температурой ниже минус 45 °С (кроме случаев, отнесенных к типам 7-12). II – средний 4 Поперечные стыковые швы, воспринимающие растягивающие напряжения , а также работающие на отрыв швы тавровых, угловых, нахлесточных соединений при растягивающих напряжениях, действующих на прикрепляемый элемент , и при напряжениях среза в швах (кроме случаев, отнесенных к типу 3) 5 Расчетные угловые швы, воспринимающие напряжения среза , которые соединяют основные элементы конструкций 2-й и 3-й групп (кроме случаев, отнесенных к типам 2 и 3).
Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ соединений I – высокий 1 Поперечные стыковые швы, воспринимающие растягивающие напряжения (в растянутых поясах и стенках балок, элементах ферм и т.п.). 2 Швы тавровых, угловых, нахлесточных соединений, работающие на отрыв, при растягивающих напряжениях, действующих на прикрепляемый элемент , и при напряжениях среза в швах .3 Швы в конструкциях или в их элементах, относящихся к 1-й группе по классификации действующих нормативных документов, а также в конструкциях 2-й группы в климатических районах строительства с расчетной температурой ниже минус 45 °С (кроме случаев, отнесенных к типам 7-12). II – средний 4 Поперечные стыковые швы, воспринимающие растягивающие напряжения , а также работающие на отрыв швы тавровых, угловых, нахлесточных соединений при растягивающих напряжениях, действующих на прикрепляемый элемент , и при напряжениях среза в швах (кроме случаев, отнесенных к типу 3) 5 Расчетные угловые швы, воспринимающие напряжения среза , которые соединяют основные элементы конструкций 2-й и 3-й групп (кроме случаев, отнесенных к типам 2 и 3). 6 Продольные стыковые швы, воспринимающие напряжения растяжения или сдвига 7 Продольные (связующие) угловые швы в основных элементах конструкций 2-й и 3-й групп, воспринимающие растягивающие напряжения (поясные швы элементов составного сечения, швы в растянутых элементах ферм и т.д.). 8 Стыковые и угловые швы, прикрепляющие к растянутым зонам основных элементов конструкций узловые фасонки, фасонки связей, упоры и т.п. III – низкий 9 Поперечные стыковые швы, воспринимающие сжимающие напряжения. 10 Продольные стыковые швы и связующие угловые швы в сжатых элементах конструкций. 11 Стыковые и угловые швы, прикрепляющие фасонки к сжатым элементам конструкций. 12 Стыковые и угловые швы во вспомогательных элементах конструкций (конструкции 4-й группы) Таблица№6 3.ГАЗОВАЯ СВАРКА (НАПЛАВКА) 3.1 Подготовка оборудования. Резка металла газовым резаком предполагает точность дозировки и соединения газовой смеси с кислородом. А также это устройство обеспечивает получение разогревающего пламени и введение кислорода в зону работы.
6 Продольные стыковые швы, воспринимающие напряжения растяжения или сдвига 7 Продольные (связующие) угловые швы в основных элементах конструкций 2-й и 3-й групп, воспринимающие растягивающие напряжения (поясные швы элементов составного сечения, швы в растянутых элементах ферм и т.д.). 8 Стыковые и угловые швы, прикрепляющие к растянутым зонам основных элементов конструкций узловые фасонки, фасонки связей, упоры и т.п. III – низкий 9 Поперечные стыковые швы, воспринимающие сжимающие напряжения. 10 Продольные стыковые швы и связующие угловые швы в сжатых элементах конструкций. 11 Стыковые и угловые швы, прикрепляющие фасонки к сжатым элементам конструкций. 12 Стыковые и угловые швы во вспомогательных элементах конструкций (конструкции 4-й группы) Таблица№6 3.ГАЗОВАЯ СВАРКА (НАПЛАВКА) 3.1 Подготовка оборудования. Резка металла газовым резаком предполагает точность дозировки и соединения газовой смеси с кислородом. А также это устройство обеспечивает получение разогревающего пламени и введение кислорода в зону работы. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 3.2 Тип, назначение, характеристика конструкции Газовая резка металла — технология, которая на сегодняшний день используется широко, поскольку предполагает простоту выполнения операции. Именно эти методом пользуются специалисты в ремонтных, строительных и сельскохозяйственных работах. Практически все устройства, предназначенные для резки металла газом, мобильны, их легко транспортировать и использовать в другом месте. Особенности газовой резки: -Расширяет возможности резки заготовок большой толщины; -Не требует питания от электросети; -Высокая производительность; -Возможность выполнения сложных операций; -Ручной и автоматический режим работы. Кислород используется при резке металла газом, если материал обладает определенными характеристиками: -высокой теплопроводностью; -температурой плавления выше температуры воспламенения в кислороде; -температурой плавления тугоплавких окислов ниже температуры плавления металла; -образованием жидких шлаков в процессе резки; -выделением большого объема тепла.
Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 3.2 Тип, назначение, характеристика конструкции Газовая резка металла — технология, которая на сегодняшний день используется широко, поскольку предполагает простоту выполнения операции. Именно эти методом пользуются специалисты в ремонтных, строительных и сельскохозяйственных работах. Практически все устройства, предназначенные для резки металла газом, мобильны, их легко транспортировать и использовать в другом месте. Особенности газовой резки: -Расширяет возможности резки заготовок большой толщины; -Не требует питания от электросети; -Высокая производительность; -Возможность выполнения сложных операций; -Ручной и автоматический режим работы. Кислород используется при резке металла газом, если материал обладает определенными характеристиками: -высокой теплопроводностью; -температурой плавления выше температуры воспламенения в кислороде; -температурой плавления тугоплавких окислов ниже температуры плавления металла; -образованием жидких шлаков в процессе резки; -выделением большого объема тепла. Резка может быть: -поверхностная – образование шлицев и каналов; -копьевая – образование отверстий или проемов; -разделительная – в виде сквозного реза. 3.3 Режим выполнения работ. Сначала необходимо переводим кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также проверяем, что каждый вентиль находится в закрытом положении. После этого берем пропановый резак и Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ слегка приоткрываем пропан, а затем поджегаем его. Сопло резака располагаем таким образом, чтобы оно упиралось в металл, после чего не спеша открываем регулирующий кислород. Далее настраиваем эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки последовательно открываем газ, кислород, газ, кислород. При выборе силы пламени ориентируемся на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени приступаем к резке металла.
Резка может быть: -поверхностная – образование шлицев и каналов; -копьевая – образование отверстий или проемов; -разделительная – в виде сквозного реза. 3.3 Режим выполнения работ. Сначала необходимо переводим кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также проверяем, что каждый вентиль находится в закрытом положении. После этого берем пропановый резак и Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ слегка приоткрываем пропан, а затем поджегаем его. Сопло резака располагаем таким образом, чтобы оно упиралось в металл, после чего не спеша открываем регулирующий кислород. Далее настраиваем эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки последовательно открываем газ, кислород, газ, кислород. При выборе силы пламени ориентируемся на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени приступаем к резке металла. Сопло держим по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбираем то место, от которого пойдет разрез. Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя. Особенности резки: При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, мы исключаем риск обратного удара пламени, во время которого можно услышать хлопок.
Сопло держим по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбираем то место, от которого пойдет разрез. Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя. Особенности резки: При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, мы исключаем риск обратного удара пламени, во время которого можно услышать хлопок. Медленно ведем кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона. Сперва его выдерживаем величиной 90 градусов, после чего создаем незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинаем увеличивать до 20-30 градусов. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Нюансы при газовой резке: Во время резки металла выдерживаем необходимую скорость. Ее подбор осуществляем визуальным путем, для чего оцениваем скорость разлета искр. Если скорость оказывается оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки.
Медленно ведем кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона. Сперва его выдерживаем величиной 90 градусов, после чего создаем незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинаем увеличивать до 20-30 градусов. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ Нюансы при газовой резке: Во время резки металла выдерживаем необходимую скорость. Ее подбор осуществляем визуальным путем, для чего оцениваем скорость разлета искр. Если скорость оказывается оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена. Во время резки учитываем и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону. Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки постепенно уменьшаем скорость продвижения и выдерживаем угол наклона резака больше на 10-15 градусов. Саму процедуру резки проводим таким образом, чтобы во время нее не возникало значительных пауз. Если случится так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинаем сначала, причем выбираем новую стартовую точку. После окончания резки перекрываем подачу режущего кислорода, после чего, то же самое выполняем с регулирующим кислородом.
В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена. Во время резки учитываем и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону. Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки постепенно уменьшаем скорость продвижения и выдерживаем угол наклона резака больше на 10-15 градусов. Саму процедуру резки проводим таким образом, чтобы во время нее не возникало значительных пауз. Если случится так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинаем сначала, причем выбираем новую стартовую точку. После окончания резки перекрываем подачу режущего кислорода, после чего, то же самое выполняем с регулирующим кислородом. Завершающим же действием является отключение пропана. 4.ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ. 1 Содержание рабочего места 1.1 Осмотреть и привести в порядок рабочее место, убрать лишние предметы из-под ног; если пол скользкий (облит маслом, краской, водой), требовать, чтобы его вытерли, или сделать это самому. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 4.4 Отключить местную вентиляцию. 4.5 Сдать сменщику и мастеру рабочее место чистым и в полном порядке. 5 Требования по электробезопасности 5.1 Подключать к электросети и отключать от нее электросварочные установки, а также ремонтировать их должны только электромонтеры. 5.2 Во избежание поражения электрическим током не прикасаться к открытым токоведущим частям электрооборудования, оголенным проводам и не производить самостоятельных исправлений и подключений. 5.3 Человека, попавшего под напряжение, немедленно освободить от действия электрического тока путем отключения электроустановки, электропроводов. Если невозможно отключить электроустановку, электропровод, пострадавшего необходимо оттащить от токоведущих частей, предварительно защитив свое тело сухой одеждой, куском сухой материи, диэлектрической резиновой перчаткой.
Завершающим же действием является отключение пропана. 4.ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ. 1 Содержание рабочего места 1.1 Осмотреть и привести в порядок рабочее место, убрать лишние предметы из-под ног; если пол скользкий (облит маслом, краской, водой), требовать, чтобы его вытерли, или сделать это самому. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ 4.4 Отключить местную вентиляцию. 4.5 Сдать сменщику и мастеру рабочее место чистым и в полном порядке. 5 Требования по электробезопасности 5.1 Подключать к электросети и отключать от нее электросварочные установки, а также ремонтировать их должны только электромонтеры. 5.2 Во избежание поражения электрическим током не прикасаться к открытым токоведущим частям электрооборудования, оголенным проводам и не производить самостоятельных исправлений и подключений. 5.3 Человека, попавшего под напряжение, немедленно освободить от действия электрического тока путем отключения электроустановки, электропроводов. Если невозможно отключить электроустановку, электропровод, пострадавшего необходимо оттащить от токоведущих частей, предварительно защитив свое тело сухой одеждой, куском сухой материи, диэлектрической резиновой перчаткой. 6 Требования пожарной безопасности 6.1 Запрещается проводить электросварочные работы в местах, где применяются или хранятся огнеопасные материалы. 6.2 При работе в сухом помещении из дерева, а также на подмостях и лесах пол и настил под место сварки необходимо покрыть несгораемым материалом (асбест, листовое железо и т.п.). 6.3 Запрещается загромождать дороги, проезды, входы и выходы из зданий, а также проезда к пожарному инвентарю, оборудованию и средства связи. 6.4 В аварийных случаях, при обнаружении загорания или пожара необходимо выполнять следующее: немедленно сообщить пожарному посту о загорании или включить пожарную сигнализацию; удалить с рабочего места, все огнеопасные и взрывоопасные вещества; отключить вентиляцию, перекрыть шибера и обесточить все электропроводки; при загорании одежды рабочего тушить её с помощью асбестового полотна или кошмы. Перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства (рубильника, кнопочного выключателя). Корпус источника питания дуги и аппаратного ящика должны быть заземлены.
6 Требования пожарной безопасности 6.1 Запрещается проводить электросварочные работы в местах, где применяются или хранятся огнеопасные материалы. 6.2 При работе в сухом помещении из дерева, а также на подмостях и лесах пол и настил под место сварки необходимо покрыть несгораемым материалом (асбест, листовое железо и т.п.). 6.3 Запрещается загромождать дороги, проезды, входы и выходы из зданий, а также проезда к пожарному инвентарю, оборудованию и средства связи. 6.4 В аварийных случаях, при обнаружении загорания или пожара необходимо выполнять следующее: немедленно сообщить пожарному посту о загорании или включить пожарную сигнализацию; удалить с рабочего места, все огнеопасные и взрывоопасные вещества; отключить вентиляцию, перекрыть шибера и обесточить все электропроводки; при загорании одежды рабочего тушить её с помощью асбестового полотна или кошмы. Перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства (рубильника, кнопочного выключателя). Корпус источника питания дуги и аппаратного ящика должны быть заземлены. Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ При включении полуавтомата первоначально следует включить рубильник (магнитный пускатель), а затем – аппаратный ящик. При выключении наоборот. Шланги для защитного газа и водяного охлаждения на полуавтомате не должны пропускать газ и воду. Опираться или садится на источник питания дуги и аппаратный ящик запрещается. Для снижения влажности углекислого газа рекомендуется установить баллон вентилем вниз и после отстаивания в течение 10… 15 мин осторожно открыть вентиль и выпустить из баллона влагу. Перед сваркой необходимо из нормально установленного баллона выпустить небольшое количество газа, чтобы удалить попавший в баллон воздух.
Изм.Лист№ докум.По письДата6ПЭР. 15.01.05. 14-1.17.1 1.ПЗ При включении полуавтомата первоначально следует включить рубильник (магнитный пускатель), а затем – аппаратный ящик. При выключении наоборот. Шланги для защитного газа и водяного охлаждения на полуавтомате не должны пропускать газ и воду. Опираться или садится на источник питания дуги и аппаратный ящик запрещается. Для снижения влажности углекислого газа рекомендуется установить баллон вентилем вниз и после отстаивания в течение 10… 15 мин осторожно открыть вентиль и выпустить из баллона влагу. Перед сваркой необходимо из нормально установленного баллона выпустить небольшое количество газа, чтобы удалить попавший в баллон воздух.
1.2 Рабочее место сварщика. Технология изготовления сварной конструкции “Рама”
Похожие главы из других работ:
Автоматизация газотурбинной электростанции ГТЭС-72 Ватьеганского месторождения
3.3 Рабочее место оператора
Оборудование операторской станции управления технологических процессов и операторской станции системы пожаротушения (системные блоки компьютеров, мониторы. ..
..
Литье по выплавляемым моделям ювелирного производства
1.1 Рабочее место ювелира
Рабочее место ювелира — верстак в комплекте со стулом-креслом для сидения (приложение 1). Внешне верстак похож на обычный однотумбовый стол с сегментным вырезом (рабочей ячейкой) в верхней плите-крышке. Верстак состоит из каркаса…
Оборудование поста для ручной дуговой сварки, принадлежности и инструменты сварщика
Инструменты и принадлежности сварщика
К инструменту сварщика относятся: 1 Электрододержатель от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (ни более 0,5кг) и удобный в обращении…
Оборудование участка железной дороги устройствами КТСМ-02
2.2 Автоматизированное рабочее место аппаратуры КТСМ-02
…
Обработка металлов сваркой
2.3 Описание рабочего места сварщика
Рабочие места сварщика – это сварочный пост, который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении…
Сварочные посты могут быть оборудованы как в производственном помещении…
Организация основного и вспомогательного производств на деревообрабатывающих предприятиях
2.3 Расчет средней нормы площади на одно рабочее место
Среднюю норму площади на одно рабочее место определяют с учетом удельного веса различных групп мебели в общем объеме выпуска по формуле: , где Нi – норма площади на одно рабочее место соответствующей группы мебели…
Проект монтажа рентгенодиагностического комплекса на три рабочих места
2.3 Рабочее место специалиста
Рабочее место специалиста представляет собой комнату управления. В ней расположен пульт управления рентгенодиагностическим комплексом. Также в комнате управления допускается установка второго рентгенотелевизионного монитора…
Разработка технологического процесса изготовления детали “Ограничитель”
3.1 Рабочее место станочника широкого профиля
Рабочим местом станочника называется участок производственной площади цеха, на котором расположен станок с комплектом приспособлений, вспомогательного и режущего инструмента, технической документации и других предметов и материалов.
Расчет производственной программы мебельного производства
2.3 Расчет средней нормы площади на одно рабочее место
Нормы площади установлены на одно рабочее место по группам мебели: корпусная. Наборы корпусной мебели, «Мария», «Комфорт». Средняя норма площади на одно рабочее место определяют с учетом удельного веса групп мебели в общем объеме выпуска: (2.5…
Сварка кольцевого шва козырьком
1.2 Принадлежность и инструмент сварщика
Для зажатия электрода и подвода к нему сварочного тока служит электродо-держатель. Более совершенными являются электродо-держатели с пружинами. Размещено на http://www.allbest.ru/ Рис. 5 Типы электродо-держателей: а-с продольной пружиной…
Сварка конструкций: виды и режимы
Организация рабочего места сварщика
В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2×2 м2…
Размеры кабины должны быть не менее 2×2 м2…
Технологическая последовательность обработки женского платья прилегающего силуэта
3.1 Рабочее место для выполнения ручных работ
Ручные работы бывают разные и выполняются в положении сидя или стоя, на столах соответствующих размеров. Рабочее место для выполнения ручных работ сидя должно быть, оборудовано столом, стулом и подставкой для ног…
Технологическая последовательность обработки женского платья прилегающего силуэта
3.2 Рабочее место для выполнения машинных работ
Для выполнения машинных работ требуется оборудованное рабочее место. Рабочее место для машинных работ состоит из промышленного стола с индивидуальным электроприводом, вмонтированной головкой швейной машины и винтового стула со спинкой…
Технологическая последовательность обработки женского платья прилегающего силуэта
3.3 Рабочее место для выполнения утюжильных работ
К основному оборудованию для влажно – тепловых работ относятся: утюжильный стол с утюгом, прессы, различных колодки и паровоздушные манекены.
Технология газовой сварки
1.Организация рабочего места сварщика
Рабочее место сварщика (сварочный пост) оборудуется всем необходимым для производства сварочных работ. На стационарном сварочном посту имеется: 1. Кислородный баллон с редуктором. 2. Ацетиленовый генератор. 3…
Курсовая работа на тему: Технология ручной дуговой сварки
У вас нет времени на курсовую работу или вам не удаётся написать курсовую работу? Напишите мне в whatsapp — согласуем сроки и я вам помогу!
В статье «Как научиться правильно писать курсовую работу», я написала о правилах и советах написания лучших курсовых работ, прочитайте пожалуйста.
Собрала для вас похожие темы курсовых работ, посмотрите, почитайте:
- Курсовая работа на тему: Договор хранения
- Курсовая работа на тему: Сестринский процесс при сахарном диабете
- Курсовая работа на тему: Разделение властей
- Курсовая работа на тему: Реставрация
Введение
Сварка является одним из ведущих технологических процессов как в машиностроении, так и в строительной отрасли.
Сварка играет важную роль в решении задач дальнейшего научно-технического прогресса, поставленных Коммунистической партией и Советским правительством. Постановление ЦК КПСС и Совета Министров СССР «О дальнейшем внедрении сварочных аппаратов в производство» (1958 г.) стало целевой программой развития отечественного сварочного производства и положило начало планированию сварочного производства в масштабах всего Союза.
Период с 1959 по 1965 годы характеризовался значительным расширением сферы применения сварных конструкций, а также увеличением объема сварочных работ и степени механизации сварочных процессов.
Сегодня сварочное производство является самостоятельной отраслью машиностроения. Дальнейшее развитие сварки требует решения ряда вопросов (например, разработка новых конструкций сварочных аппаратов, сварочного оборудования и материалов).
В 1966 году ЦК КПСС и Совет Министров СССР приняли постановление «О дальнейшем развитии сварочного производства и повышении качества сварочных работ», которое включало в себя программу совершенствования сварочного производства на 1966-1970 годы.
Учитывая положительный опыт выполнения государственных планов, их большую организационную и руководящую роль в области технического прогресса, Совет Министров СССР принял в октябре 1970 года постановление «Об ускорении технического прогресса и дальнейшем повышении производительности труда в сварочном производстве» новой, третьей рассмотренной, комплексной программы развития сварочного производства в стране на 1971-1975 годы.
Советский народ с большим энтузиазмом работает над скорейшим выполнением решений XXIV съезда КПСС.
В связи с этими решениями народное хозяйство страны нуждается в современных машинах различных типов и назначений, а также в современном — усовершенствованном оборудовании с высокими технико-экономическими показателями. Важнейшую роль в этом играет сварочное оборудование. В то же время следует отметить, что известные успехи не только советского машиностроения, но и строительного производства, во многом благодаря отечественному сварочному оборудованию.
Наши достижения в области механизации и автоматизации сварочных процессов вывели ряд важных отраслей промышленности на высокий технический уровень. Применение передовых сварочных технологий привело к фундаментальным изменениям в технологии работы котлов, труб и трубопроводов, морских и речных судов, нефтяного оборудования, прокатных машин, мощных прессов и насосов, а также других машин и механизмов.
С ростом технического уровня сварочного производства возрастают требования к уровню общего образования и технической подготовки электросварщиков. Цель этой книги — помочь учащимся освоить профессию электросварщика.
При использовании книги следует учитывать, что в соответствии с ГОСТ 9867—61 в СССР с 1 января 1963 года была внедрена международная система единиц измерения — СИ. В новой системе проводится различие между «массой» (количество вещества) и «весом» (гравитация). Вес измеряется в килограммах (кг), вес — в Ньютоне (n). Ньютон — это сила, при которой масса в 1 кг представляет собой ускорение 1м/с2 (1кг-9. 80665n). В системе единиц СИ большие или малые единицы получаются путем деления или умножения единиц на число 10, например, Мегатон (Mn) = 1 * 106n.
80665n). В системе единиц СИ большие или малые единицы получаются путем деления или умножения единиц на число 10, например, Мегатон (Mn) = 1 * 106n.
Подготовка металла к сварке
Металл идет на производство сварных конструкций, предварительно очищенных и откорректированных.
Очистка должна быть выполнена до сборки устройства. В точке сварки кромки тщательно очищаются от ржавчины, масла, влаги, окалины и грязи, наличие которых вызывает поры и другие дефекты. Особое внимание следует уделить очистке зазора между краями. Если грязь попала в зазор уже смонтированного агрегата, ее следует тщательно продуть сжатым воздухом или сжечь пламенем горелки.
Очистка производится ручными и механическими проволочными щетками, акупунктурными резцами, гидропескоструйной и дробеструйной очисткой, пламенем горелки с несколькими поверхностями, шлифовальными кругами, травлением в кислых и щелочных растворах, промывкой растворителями.
В крупных цехах для очистки стальных листов после их поточной струйной обработки используется поточный метод последовательной обработки листов 15% раствором ингибированной * соляной кислоты при 40-45 °С, промывка водой и нейтрализация кальцинированной золы 3-5% раствором, промывка и обработка 10% пассивирующим раствором специального состава. Скорость движения дуги в потоке — 0.5 м/с.
Скорость движения дуги в потоке — 0.5 м/с.
Перед сваркой края деталей вырезаются, фаски и зачищаются, если это предусмотрено чертежами. Скошенные кромки изготавливаются в соответствии с типом сварного соединения. Для получения ровной и чистой поверхности кромок их иногда обрабатывают на фрезерных станках для обработки кромок и торцов, на которых длина обработки может достигать нескольких метров.
Механическая обработка кромок на станках снимает зону заклепок металла, которая возникает при резке кромок ножницами, зону термического воздействия резки некоторых легированных сталей, повышает точность заготовок и устраняет деформации после кислородной резки, а также дает чашеобразную кромку толстого металла (более 30 мм).
Машинная пламенная резка является более производительным, дешевым и распространенным методом подготовки к сварке кромок, особенно при большой толщине свариваемого металла (детали кроватей, листы барабанов котлов и т.д.). Машинная резка пламенем должна использоваться, если это позволяет спецификация на изготовление продукта. Для ускорения процесса резки и одновременного выполнения фрезерования кромок используются несколько фрез с соответствующими углами наклона, установленных на одном станке.
Для ускорения процесса резки и одновременного выполнения фрезерования кромок используются несколько фрез с соответствующими углами наклона, установленных на одном станке.
Для резки легированных сталей, цветных металлов и их сплавов применяются кислородная и плазменная резка.
На кромках не должно быть порезов глубиной более 1,5 мм; прямолинейность кромок должна проверяться с помощью рельса и измерительного стержня, а углы скоса — с помощью шаблонов.
Отливки перед сваркой должны быть тщательно очищены от остатков шлифовки формы, а поверхностная корка отливок должна быть удалена песчаником в местах расположения сварных швов.
Сборка заготовок для сварки
Подготовленные и готовые к сварке детали затем поставляются для сборки отдельных узлов и продуктов в целом.
Сборка является очень ответственным процессом в общем технологическом процессе производства сварных конструкций. При сборке важно обеспечить требуемую точность посадки и соответствие краев сварных элементов.
Сварные конструкции собираются различными способами. В некоторых случаях вся конструкция собирается и затем сваривается. Однако это продлевает цикл сварочных работ, а сварка собранной конструкции в некоторых случаях затруднена, так как сварщикам не всегда приходится выполнять швы в наиболее благоприятном для сварки положении.
Поэтому широко используется способ сборки и сварки крупных конструкций из предварительно сваренных узлов. В этом случае ускоряется производственный процесс и улучшается качество сварочных работ, так как сварные швы выполняются лобзиками и крепежными приспособлениями. Этот метод используется, например, при изготовлении кораблей, автомобилей, танков и бронетехники, мостов, каркасов зданий и т.д.
Применение оснастки и приспособлений обеспечивает точность взаимного расположения собранных и сварных деталей, облегчает интенсивность сборочных работ, сокращает продолжительность процесса сборки, облегчает работу сварщика во время сборки, прихватки и токарной обработки изделия. Некоторые держатели предотвращают деформацию деталей во время сварки, так как они обеспечивают жесткую фиксацию сварных деталей.
Некоторые держатели предотвращают деформацию деталей во время сварки, так как они обеспечивают жесткую фиксацию сварных деталей.
Точность сборки изделий для сварки зависит от их конструкции и назначения, а также от способа сварки. Обычно это указывается на чертежах и в технических спецификациях на изготовление изделия.
При ручной дуговой сварке металлических конструкций в качестве руководства по точности сборки можно использовать следующие допуски:
- Для проверки точности сборки деталей при сварке применяемых шаблонов, измерительных прутков и зондов и универсальных сварочных манометров. Одна из конструкций такого датчика и возможности его использования.
- Сварка металлическим сварочным электродом
При сборке необходимо учитывать возможность последующей деформации изделия под воздействием нагрева при сварке и усадке наплавленного металла. Поэтому, например, при сборке для сварки угловых сварных швов, прямой угол между деталями должен быть увеличен на 2-3°, так как этот угол уменьшается при усадке металла шва.
Выбор режимов ручной дуговой сварки
Под режимом сварки понимается набор показателей, определяющих ход сварочного процесса. Эти индикаторы называются элементами режима. Основные элементы режима дуговой сварки: Ток, тип и полярность тока, диаметр электрода, напряжение дуги и скорость сварки. При ручной сварке к ним добавляется поперечное перемещение конца электрода. Дополнительными элементами режима сварки являются другие факторы — досягаемость электрода (длина), свойства покрытия, начальная температура металла, наклон электрода и основного металла.
Влияние элементов режима сварки на размеры и форму сварного шва. Размеры и форма шва не зависят от типа сварного шва (рулонный шов, угловой шов, стыковой шов, шов без разрезов и зазоров, шов с разрезами и зазорами), а определяются в основном режиме сварки. Основным показателем формы сварного шва является коэффициент формы сварного шва, который представляет собой отношение ширины шва к его глубине. При дуговой сварке и сварке нарастающим швом он может изменяться в широком диапазоне — от 0,8 до 20. Уменьшение ширины шва и увеличение глубины шва уменьшает коэффициент формы шва, в то время как противоположное изменение этих значений увеличивает его.
При дуговой сварке и сварке нарастающим швом он может изменяться в широком диапазоне — от 0,8 до 20. Уменьшение ширины шва и увеличение глубины шва уменьшает коэффициент формы шва, в то время как противоположное изменение этих значений увеличивает его.
Текущий размер. При глубине плавления более 0,7-0,8 от толщины металла условия для отвода тепла от дна сварочной ванны значительно отличаются, и металл может плавиться.
Чем легче металл, т.е. чем меньше его плотность, тем выше текущая пропускная способность этого значения. Например, один и тот же ток приводит к более глубокому проникновению алюминия, чем стали. Изменение значения тока не оказывает существенного влияния на ширину сварного шва.
Стержень и полярность тока. При одинаковом значении тока наибольшая глубина разрушения достигается при сварке с обратной полярностью для постоянного тока. При сварке с прямой полярностью глубина отказа на 40-50% меньше, а при сварке переменным током глубина отказа на 15-20% меньше, чем при сварке с обратной полярностью постоянного тока.
Ширина сварного шва при сварке постоянным током с обратной полярностью меньше, чем при сварке постоянным и переменным током с обратной полярностью. Это изменение ширины сварного шва видно только тогда, когда напряжение дуги превышает 30 В.
Диаметр электрода. Уменьшение диаметра при одном и том же токе увеличивает плотность тока в электродах и снижает подвижность дуги, тем самым увеличивая глубину разрушения и уменьшая ширину сварного шва. Соответственно, глубина проникновения увеличивается с уменьшением диаметра электродов. Благодаря повышенной подвижности дуги ширина сварного шва увеличивается с увеличением диаметра электрода. Указанная глубина проникновения также может быть достигнута с меньшим током из-за уменьшенного диаметра электродов, но это трудно из-за увеличенного нагревания электродов малого диаметра.
Напряжение дуги практически не влияет на глубину проплавления, но влияет на ширину сварного шва. С увеличением напряжения ширина шва увеличивается, а с уменьшением напряжения ширина шва уменьшается, что очень часто встречается в механизированных сварочных процессах для регулирования ширины шва, особенно при сварке навалом. При ручной сварке натяжение немного варьируется (от 18 до 22 c), что не оказывает никакого практического влияния на ширину сварного шва.
При ручной сварке натяжение немного варьируется (от 18 до 22 c), что не оказывает никакого практического влияния на ширину сварного шва.
Скорость сварки во время сварки. При низких скоростях ручной сварки 1 — 1,5 м/ч глубина разрушения минимальна, так как в этом случае интенсивность движения расплавленного металла сварочной ванны снизу от подножия колонны дуги мала. Слой жидкого металла, образующийся в основании дуги, предотвращает плавление основного металла. Увеличение скорости сварки до определенного значения, соответствующего максимальной энергии дуги, увеличивает глубину плавления. В практических ручных режимах сварки скорость сварки мало влияет на глубину плавления.
Ширина сварного шва зависит от скорости сварки: увеличение скорости уменьшает ширину сварного шва, а уменьшение скорости увеличивает ширину сварного шва.
Это соотношение поддерживается на всех скоростях сварки и часто используется на практике для регулировки ширины шва.
Поперечное перемещение электрода оказывает сильное влияние на глубину проникновения и ширину сварного шва, поэтому при ручной сварке часто используют для регулировки формы сварного шва. Увеличение ширины поперечного перемещения конца электрода увеличивает ширину шва и уменьшает глубину шва и наоборот. Это связано с соответствующим изменением концентрации тепла дуги на металле.
Длина электрода (диапазон). По мере увеличения длины (или диапазона) электрода он нагревается все больше, и скорость плавления электрода увеличивается, что приводит к снижению тока и глубины разрушения. Если диаметр проволоки больше 3 мм, то отклонения от шага ±6-8 мм не влияют на формирование сварного шва. При использовании проволоки диаметром 1-2,5 мм эти изменения растяжения могут повлиять на формирование сварного шва.
Физические свойства покрытия или потока. При использовании флюса и плавильного электрода увеличивается подвижность дуги, увеличивается ширина шва и уменьшается глубина шва. По мере увеличения толщины покрытия или огнеупорности покрытия на конце электрода образуется покрытие, ограничивающее подвижность дуги, что приводит к уменьшению ширины сварного шва и увеличению глубины проплавления.
По мере увеличения толщины покрытия или огнеупорности покрытия на конце электрода образуется покрытие, ограничивающее подвижность дуги, что приводит к уменьшению ширины сварного шва и увеличению глубины проплавления.
Начальная температура металла в диапазоне от — 60 до +80°C не влияет на форму шва. Нагрев основного материала до 100-400°C приводит к увеличению ширины сварного шва и глубины разрушения, при этом ширина сварного шва растет быстрее, чем при проплавлении плавлением. Предварительный нагрев свариваемого металла объясняет увеличение ширины верхних слоев при многослойной сварке и сварке нарастающим слоем.
Наклон электрода. Сварка производится вертикальным электродом с наклоном вперед и назад (относительно направления сварки). При сварке под обратным углом дуга больше вытесняет металл из резервуара, при этом глубина разрушения увеличивается, а ширина сварного шва уменьшается. При сварке под прямым углом уменьшается давление колонны на поверхность металла, что уменьшает глубину проникновения и увеличивает ширину сварного шва по сравнению со сваркой вертикальными электродами.
Наклон продукта. При сварке сверху вниз (сверху вниз) толщина слоя жидкого металла под основанием полюса дуги увеличивается, а глубина проплавления от него уменьшается, увеличивая плунжер дуги и увеличивая ширину сварного шва. При сварке снизу вверх (вниз) толщина слоя жидкого металла под дугой уменьшается, глубина разрушения увеличивается, а ширина сварного шва уменьшается по мере того, как дуга движется меньше. При нормальном формировании сварного шва во время ручной сварки угол наклона должен быть S-10°. Если угол больше и сварка идет вниз, то жидкий металл уйдет ниже основания дуги, а если сварка идет в гору, то по краям шва будут сделаны нерентабельные разрезы. Сварка со спуском применяется для круглых сварных швов (трубы, контейнеры). Это снижает риск ожогов, улучшает формирование швов и предотвращает сток расплавленного металла ванны.
Выбор режима сварки. Режим сварки (тип к марке электрода, диаметр прутка, тип, полярность, напряжение, значение тока) выбирается в зависимости от типа, толщины свариваемого металла и конструкции сварного соединения. После определения условий сварки, обеспечивающих получение качественного сварного шва, необходимо выбрать диаметр электрода (проволоки) и величину сварочного тока.
После определения условий сварки, обеспечивающих получение качественного сварного шва, необходимо выбрать диаметр электрода (проволоки) и величину сварочного тока.
Диаметр электродной проволоки выбирается в зависимости от толщины свариваемого металла.
Для стыковых швов можно принимать:
- толщина сварного металла, мм 0,5-1,5 1,5-3 3-5 6-8 9-12 13-20;
- диаметр электродной проволоки, мм 1,5-2,0 2-3 3-4 4-5 4-6 5-6.
При большом диаметре электрода увеличивается производительность сварки, но возможно проплавление сварного металла, трудно сделать швы в вертикальных n-образных позициях потолка, можно сделать непродуктивным корень сварного шва. Поэтому первый слой многослойного шва всегда сваривается электродом диаметром 4-5 мм, за исключением сварных швов с U-образной подготовкой, где весь шов может быть сварен электродами (максимально допустимого) диаметра.
Вертикальные и потолочные сварные швы свариваются электродами диаметром не более 5 мм; высококвалифицированные сварщики могут сваривать такие швы электродами диаметром 6 мм. Сварные швы и покрытия мелкими рулонами изготавливаются электродами диаметром не более 5 мм.
Сварные швы и покрытия мелкими рулонами изготавливаются электродами диаметром не более 5 мм.
Сварочный ток выбирается в зависимости от диаметра электрода и марки покрытия электрода. В таблице 5 приведены рекомендуемые значения тока для различных типов электродов. При низком токе в сварочную ванну попадает недостаточное количество тепла и возможно, что основной материал и расплавленный металл (неосновной) не расплавятся, что значительно снижает прочность сварного соединения.
Если значение тока слишком велико, то через некоторое время после начала сварки весь электрод будет сильно нагреваться, его металл начнет быстрее плавиться и поступать в сварной шов. Это приводит к избытку расплавленного металла в сварном шве, а также связано с риском образования непровара в случае контакта жидкого электродного металла с расплавленным основным металлом.
При выборе величины тока для сварки встык низкоуглеродистой стали в нижнем положении можно пользоваться формулой акад. К — К. Хренова:
К — К. Хренова:
Iсв = (20 + 6d) * d,
где ICВ — сварочный ток, а;
d — диаметр металлического стержня электрода, мм.
Возможности выполнения сварных швов в зависимости от длины и поперечного сечения
Способ изготовления швов зависит от их длины и толщины свариваемого металла. Швы длиной до 250 мм считаются короткими, 250—1000 мм — средними и более 1000 мм — длинными.
Короткие швы обычно свариваются на проходе. Швы средней длины свариваются либо на переходе от центра к краям, либо наоборот пошагово (рис. 1). Длинные швы также свариваются ступенчато в противоположном направлении или в зонах с расширением.
Суть обратной сварки заключается в том, что весь шов разбивается на короткие отрезки длиной от 100 до 300 мм и сварка производится в каждом отрезке против общего направления сварки так, чтобы конец каждого отрезка совпадал с началом предыдущего.
В некоторых случаях длина шага основана на секции, которая может быть сварена одним электродом, так что переход от одной секции к другой совместим со сменой электродов.
Ступенчатая сварка используется для снижения деформаций и напряжений сварного шва.
Чтобы уменьшить перегрев металла, сварку следует по возможности выполнять сверху вниз. Используйте правильные типы металлических соединений и вырежьте сварной шов.
При сварке металла большой толщины шов выполняется за несколько проходов. В этом случае заполнение разреза может производиться слоями или прокаткой. При заливке слоев каждый слой шва заполняется за один проход. Когда средняя и верхняя часть линии заполняются роликами, каждый слой шва наносится в два или более проходов путем нанесения отдельных роликов.
Для уменьшения деформации от слоя предпочтительнее использовать первый метод, чем второй. Однако не всегда практично использовать очень широкие ролики в верхней и средней части разреза при сварке стыковых соединений. Поэтому на практике 1-й метод чаще используется для угловых сварных швов, а 2-й — для стыковых.
При сварке толстого металла нежелательно выполнять отдельные слои за один проход, так как это приводит к значительным деформациям и может также вызвать трещины в первых слоях. Трещины вызваны тем, что первый слой шва успевает полностью (или почти полностью) остыть до нанесения второго слоя. Из-за большой разницы в поперечных сечениях между расплавленным слоем и свариваемым металлом все деформации, возникающие при охлаждении неровно нагретого металла, концентрируются в металле шва. В этом случае запас пластичности может быть недостаточным, что может привести к трещинам.
Трещины вызваны тем, что первый слой шва успевает полностью (или почти полностью) остыть до нанесения второго слоя. Из-за большой разницы в поперечных сечениях между расплавленным слоем и свариваемым металлом все деформации, возникающие при охлаждении неровно нагретого металла, концентрируются в металле шва. В этом случае запас пластичности может быть недостаточным, что может привести к трещинам.
Для предотвращения образования трещин при сварке толстого металла, разрез должен быть заполнен с небольшим интервалом между перекрытиями отдельных слоев.
Если дуга прерывается непосредственно в конце сварного шва, образуется безметалловый кратер, который ослабляет сечение шва и может стать началом образования трещин. Поэтому кратер на конце сварного шва всегда необходимо сваривать в течение некоторого времени, не перемещая электрод вдоль свариваемых краев, а затем постепенно растягивать дугу до тех пор, пока она не сломается.
Характеристики производства сварных швов
Сварка швов в вертикальном положении затруднена, так как металл в сварочном резервуаре течет вниз под действием силы тяжести. Для уменьшения влияния силы тяжести на сварочную ванну объем самой сварочной ванны уменьшается за счет снижения сварочного тока на 15-20%. Диаметр электрода не должен превышать 4-5 мм.
Для уменьшения влияния силы тяжести на сварочную ванну объем самой сварочной ванны уменьшается за счет снижения сварочного тока на 15-20%. Диаметр электрода не должен превышать 4-5 мм.
Вертикальные сварные швы должны свариваться снизу вверх или сверху вниз. Сварка снизу вверх наиболее удобна. В этом случае дуга возбуждается в самой нижней точке сварного шва. Как только нижняя часть сварочного листа начинает кристаллизоваться, образуется платформа, на которой удерживаются капли металла; электрод слегка отклоняется вверх и помещается под углом к передней части.
При сварке сверху электрод изначально перпендикулярен поверхности, а дуга возбуждается в верхней точке шва. После того, как на заготовке образовалась капля расплавленного металла, электрод наклоняется под углом 10-15 градусов так, чтобы дуга была направлена в сторону расплавленного металла. Сварка сверху вниз имеет значительно меньшую глубину проплавления, поэтому обычно используется для сварки тонких металлов.
При сварке вертикальных швов необходимо поддерживать короткую дугу для улучшения формирования шва. При сварке снизу вверх поперечные колебания не возникают или возникают очень незначительные. Горизонтальные швы сложнее сваривать, чем вертикальные. Она осуществляется высококвалифицированными сварщиками.
При ручной сварке штучными электродами для быстрого переключения сварочных проводов требуется источник питания со сварочным током. Не менее важной мерой является использование держателей электродов для быстрой замены электродов, а также устройств для ускоренного вращения деталей и т.д.
Разработка технических мероприятий связана с внедрением новейших методов сварки или усовершенствованием сварочного оборудования и технологии сварки. Вместо резки по V-образной кромке желательно использовать X-образную кромку. Рекомендуется использовать электроды с высоким коэффициентом огибающей, например, электрод МР-3 имеет коэффициент огибающей 8,5 г/(А. ч), а электрод ИТС-1-12 г/(А. ч) с другими аналогичными свойствами. Для повышения производительности РДС можно увеличить сварочный ток до верхнего шага, рекомендуемого для данного диаметра электрода, можно выполнять сварку с помощью крышки, трехфазной дуги, наклонного или горизонтального электрода. При сварке двухсторонних угловых сварных швов постоянным током возможна одновременная сварка с обеих сторон по методу «дуга в дугу» и т.д.
ч) с другими аналогичными свойствами. Для повышения производительности РДС можно увеличить сварочный ток до верхнего шага, рекомендуемого для данного диаметра электрода, можно выполнять сварку с помощью крышки, трехфазной дуги, наклонного или горизонтального электрода. При сварке двухсторонних угловых сварных швов постоянным током возможна одновременная сварка с обеих сторон по методу «дуга в дугу» и т.д.
Список литературы
- Глизманенко Д.Л. «Сварка и резка металлов», СОШ, 1975.
- Баранов М.С. «Технология производства сварных конструкций», Машиностроение, 1967.
- Сварочные работы: Учебник для начального профессионального образования / В.И. Маслов. — 6-е изд., Стер. — М.: Академический издательский центр, 2008. — 240 с.
- «Руководство для сварщиков». Под редакцией В.И. Маслова. Степанова .
- «Электросварка» В.П. Фоминых, А.П. Яковлев.
Разработка технологии сборки и сварки патрубка отбора воздуха
ВВЕДЕНИЕ 8I.
 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 10
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 101.1 Описание изделия и условий его эксплуатации 11
1.2 Обоснование выбора материала изделия и его характеристика 12
1.3 Оценка свариваемости стали 12Х17Г9АН4 и выбор способа
получения неразъёмных соединений 16
1.4 Выбор сварочных материалов 21
1.5 Анализ характера конструкции патрубка и выбор неразъемных
соединений 23
1.6 Анализ точности изготовления конструкции, характера
остаточных сварочных напряжений и деформаций, способов их уменьшения 25
1.7 Описание технологического процесса изготовления патрубка 26
1.8 Расчет режимов сварки 28
1.9 Выбор технологического оборудования 30
1.10 Выбор методов и организация контроля качества 34
2. КОНСТРУКТОРСКАЯ ЧАСТЬ 37
2.1 Описание устройства и принципа действия спроектированной
оснастки 38
2.2 Расчет силовых схем 40
2.2.1 Расчёт усилия на конусе и прижима на оснастке 40
2.2.2 Расчёт усилия на штоке и усилия разжатия деталей 41
2.
 2.3 Расчет штока пневмопривода 43
2.3 Расчет штока пневмопривода 432.2.4 Выбор диаметра пневмопривода 44
2.2.5 Расчет штока на устойчивость 45
2.2.6 Определение времени срабатывания пневмоцилиндра 46
2.2.7 Определение частоты вращения планшайбы вращателя 46
2.2.8 Расчет штифтов 47
2.2.9 Расчет возвратной пружины 48
3. ОРГАНИЗАЦИОННО ЭКОНОМИЧЕСКАЯ ЧАСТЬ 57
3.1 Определение типа производства 58
3.2 Расчет нормы времени 58
3.3 Расчет действительного фонда времени работе оборудования и
рабочих 59
3.4 Методика расчета потребности в оборудовании и количестве
рабочих 60
3.5 Расчет капитальных вложений 61
3.6 Расчет текущих затрат 63
4. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА 69
4.1 Общая характеристика проектируемого объекта с точки зрения
безопасных условий труда 70
4.2 Объемно-планировочное решение здания проектируемого
участка 71
4.3 Производственная санитария 72
4.3.1 Микроклимат производственных помещений 72
4.
 3.2 Освещение 72
3.2 Освещение 724.3.3 Хозяйственно-питьевое водоснабжение 75
4.3.4 Выделение вредных веществ 76
4.3.5 Шум, инфразвук, ультразвук 78
4.4 Анализ и устранение потенциальных опасностей и вредностей
технологического процесса 78
4.4.1 Опасность поражения электрическим током 78
4.4.2 Опасность термического ожога 81
4.4.3 Вибрация 82
4.5 Анализ и мероприятия по предотвращению чрезвычайных
ситуаций 83
4.5.1 Предупреждение аварий технологического оборудования 83
4.5.2 Обеспечение взрывопожарной безопасности 83
4.5.3 Обеспечение устойчивости объекта 84
4.6 Экологичность проекта 84
ЗАКЛЮЧЕНИЕ 88
СПИСОК ЛИТЕРАТУРЫ 89
Купить
ДИПЛОМНАЯ РАБОТА ВЫПОЛНИЛ ЧЕРОДАНОВ ДМИТРИЙ Профессия 150709 02
ДИПЛОМНАЯ РАБОТА ВЫПОЛНИЛ: ЧЕРОДАНОВ ДМИТРИЙ Профессия: 150709. 02 Сварщик (электросварочные и газосварочные работы).
ПМ. 0.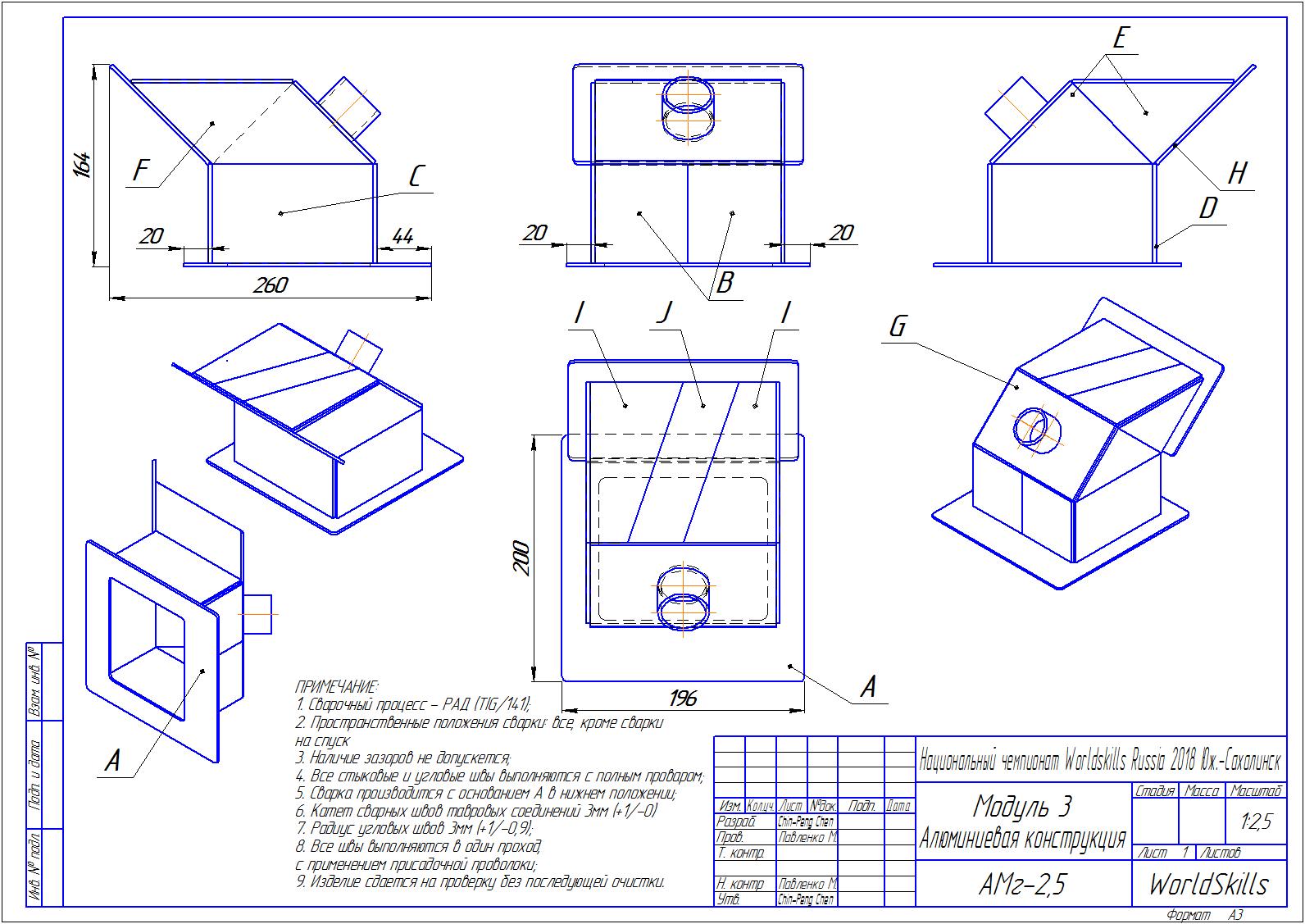 2 Сварка конструкции тумбы домкрата
2 Сварка конструкции тумбы домкрата
Сварочное оборудование 1). ПОЛУАВТОМАТ ТОЛКАЮЩЕГО ТИПА – ПДГ 312 1, 2) 3, 6) 2). ИСТОЧНИК ПИТАНИЯ ДЛЯ ПОЛУАВТОМАТА – ВДГ-303 – ВСТРОЕННЫЙ 3). ГОРЕЛКА 4). БОЛОН С УГЛЕКИСЛЫМ ГАЗОМ СО 2 5). СБОРОЧНО-СВАРОЧНАЯ ПЛИТА 6). ШЛАНГИ, СВАРОЧНЫЕ ПРОВОДА 7). ВЕНТИЛЯЦИЯ, (ВЫТЯЖКА) 7) 4) 5)
Характерис тика сварочного полуавтома та ПДГ- 312 Напряжение питающей сети -27 Вольт; Номинальный сварочный ток -315 Ампер; Скорость подачи проволоки – 40 -960 м/ч; Количество роликов – 4 шт; Размер сварочной кассеты – 300 мм; Вместимость сварочной кассеты – 15 кг; Диаметр электродной проволоки – 0, 8 -2, 5 мм; Габаритные размеры – 600 х240 х450 мм; Масса, не более – 20 кг. Характерис тика источника питания-ВДГ -303 Напряжение питания – 3 х380 В; Номинальная частота сети – 50 Гц; Номинальный сварочный ток – 315 А; Диапазон регулирования сварочного тока – 50 -315 А; Номинальное рабочее напряжение – 40 В; Напряжение холостого хода – 60 В; Способ регулирования сварочного тока ступенчатый, плавный; Потребляемая мощность – 19 к. ВА; Количество постов – 1; Габаритные размеры – 835 х410 х755 мм; Масса – 165 кг.
ВА; Количество постов – 1; Габаритные размеры – 835 х410 х755 мм; Масса – 165 кг.
Сварочные материалы К сварочным материалом относятся: Сварочная проволока – 2, 5 Г 2 С Защитный газ – Углекислый газ СО 2
Организация рабочего места Инструмент сварщика Сборочно-сварочная плита
Режимы сварки Листовая конструкция Толщина металла – 8 – 12 мм => диаметр проволоки – 2 -2, 5 мм => сила сварочного тока – 280 -300 Ампер => положение сварки – нижнее => сварка производится – напроход => скорость сварки – 30 -35 м/ч => напряжение дуги – 28 -30 вольт => вылет электродной проволоки – 20 -25 мм => расход газа – 15 -17 дм 3/мин.
Технологическая карта сварки тумбы домкрата
Сборка сварка регистра отопления – Дипломная работа
Основная часть (выдержка)
Газовая сварка. Для газовой сварки и резки металлов необходимо иметь горючий газ, кислород, присадочный металл и флюсы.
Для газовой сварки и резки металлов необходимо иметь горючий газ, кислород, присадочный металл и флюсы.
В качестве горючих газов используют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наиболее высокую температуру (3150 оС) по сравнению с пламенем других газов имеет ацетиленокислородное пламя, поэтому оно нашло наибольшее применение. Более безопасно использовать ацетилен из баллона, в котором ацетилен находится в растворенном в ацетоне состоянии. Кислород при нормальных условиях представляет собой газ, который несколько тяжелее воздуха, без запаха, негорючий, но активно поддерживающий горение. Питание газовой горелки ацетиленом и кислородом осуществляется преимущественно от баллонов ацетиленового (белого цвета) и кислородного голубого цвета).
Преимущества газовой сварки. Простота способа, несложность оборудования, отсутствие источника электрической энергии, несмотря на меньшую производительность, более низкие механические свойства, чем при дуговой сварке, сложность механизации, делают газовую сварку незаменимой при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм.
Выбираем электродуговую сварку, т.к. толщина металла труб 4 мм.
Для ручной сварки на переменном токе применяются сварочные трансформаторы совместно со стабилизатором дуги и компенсатором постоянной составляющей сварочного тока. В комплекте с горелками и газовой аппаратурой источник сварочного тока образует пост для ручной сварки. В состав простейшего поста для сварки на переменном токе входит сварочный трансформатор, стабилизатор дуги или постоянно включенный осциллятор (возбудитель) и балластный реостат в качестве компенсатора постоянной составляющей тока дуги. Для таких постов промышленность выпускает сварочный трансформатор в комплекте с возбудителем-стабилизатором дуги ВСД-01 трансформатор ТДМ-503-4.
При ручной дуговой сварке стали покрытыми электродами возбуждение дуги осуществляется за счет короткого замыкания электрода на изделие. Для этого сварщик на мгновение касается электродом свариваемого изделия (или «чиркает» по его поверхности), затем отводит электрод от изделия. В этот момент и происходит зажигание дуги.
В этот момент и происходит зажигание дуги.
▶▷▶ курсовая работа сварка емкости
▶▷▶ курсовая работа сварка емкости| Интерфейс | Русский/Английский |
| Тип лицензия | Free |
| Кол-во просмотров | 257 |
| Кол-во загрузок | 132 раз |
| Обновление: | 16-02-2019 |
курсовая работа сварка емкости – Yahoo Search Results Yahoo Web Search Sign in Mail Go to Mail” data-nosubject=”[No Subject]” data-timestamp=’short’ Help Account Info Yahoo Home Settings Home News Mail Finance Tumblr Weather Sports Messenger Settings Want more to discover? Make Yahoo Your Home Page See breaking news more every time you open your browser Add it now No Thanks Yahoo Search query Web Images Video News Local Answers Shopping Recipes Sports Finance Dictionary More Anytime Past day Past week Past month Anytime Get beautiful photos on every new browser window Download Технология сварки (на примере изготовления емкости с крышкой wwwbibliofondru/viewaspx?id=867129 Cached Курсовая работа Технология сварки (на примере изготовления емкости с крышкой) Набережные Челны, 2014 г Технологический процесс сварки емкости пробкоуловителя referatworkru/refs/source/ref-128036html Cached Учебная работа на тему: Технологический процесс сварки емкости пробкоуловителя Скачать реферат / курсовую на тему Технологический процесс сварки емкости пробкоуловителя, 2016-2017 Технологический процесс сварки емкости под воду otherreferatsallbestru/manufacture/00355050_0html Cached курсовая работа [447,5 k], добавлен 26012013 Другие документы, подобные “Технологический процесс сварки емкости под воду” Технология сварки для изготовления фермы Строительство allbestru/k-2c0a65625b2ac78b4d43b89421316c26html Cached скачать работу “Технология сварки для изготовления фермы” ( курсовая работа ) Подобные документы 1 Сварочные технологии – Дипломные работы по сварке weldingtechnoinfo/index/diplomnye_raboty_po_svarke/0-64 Cached Сварка секции крыши ж/д вагона модели 11-287 Технология сварки емкости для хранения Сварка Сварочное дело, дипломная работа allbestru/k-2c0a65635b3ad68b5c43a88521206c27-3html Cached Главная База знаний “Allbest” Производство и технологии Сварка емкости пробкоуловителя Сварка чугуна – реферат, курсовая работа, диплом, 2017 referatworkru/refs/source/ref-18919html Cached Сварка полуавтоматом в среде СО2 28012010/ курсовая работа Понятие и сферы использования стали в современной промышленности, ее классификация и разновидности Купить, заказать емкости и резервуары с коническим дном СПб plastikoviesu/magazin/folder/yemkosti-i-rezervuary-s-ko Cached Главная / Магазин / Емкости и резервуары из пластика / Емкости и резервуары с коническим дном Емкости и резервуары с коническим / конусным дном Курсовая: “Сварка трубопроводов” gecicnua/work/477770/Svarka-truboprovodov Cached Диплом, курсовая , контрольная работа на заказ Заказ диплома, курсовой, реферата и любой другой студенческой работы курсовая работа Сварка стальной лестницы otherreferatsallbestru/manufacture/d00136851html Cached курсовая работа Сварка стальной лестницы (на примере изготовления емкости с крышкой Promotional Results For You Free Download | Mozilla Firefox ® Web Browser wwwmozillaorg Download Firefox – the faster, smarter, easier way to browse the web and all of Yahoo 1 2 3 4 5 Next 7,550 results Settings Help Suggestions Privacy (Updated) Terms (Updated) Advertise About ads About this page Powered by Bing™
- рассчитаны напряжения в швах и подобран их катет Для сварки резервуара выбрана автоматическая сварка в защитных газах Скрыть 3 Технология сборки и сварки емкости для сухих отходов StudFilesnet › preview/5999579/page:4/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Работа по теме: Izgotovlenie_balki_korobchatogo_sechenia Глава: 3 Технология сборки и сварки емкости для сухих отходов Цель работы составить технологию изготовления балки коробчатого сечения
- характеризуемые рабочими параметрами (концентрацией и агрессивностью рабочих сред)
- вс Автор24 – Подбор материала онлайн author24expert › Для-Студентов Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Образовательный проект Мы помогаем студентам с 2012 года! Онлайн 24/7 Контактная информация +7 (800) 100-03-20 пн-пт 10:00-20:00 Как сделать Курсовую Работу ? / studymediaru Курсовая на 5 Пошаговая инструкция Сэкономь время Скачай книгу studymediaru › Скачать-Бесплатно Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама «Пишем Топовый Курсовик» – Бесплатная онлайн-книга Мы помогли сдать 13000 работ ! Контактная информация +7 (800) 100-03-20 пн-пт 10:00-20:00 Rosdiplom™ – Все для студента! – Сейчас скидка до 25% Качественно Без плагиата 17 лет на рынке Любая сложность rosdiplombiz › Для-Студентов Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Индивидуальный подход Уникальный материал Поможем по сложным проектам Узнай Контактная информация 8 (800) 555-05-66 пн-пт 10:00-18:00
производство Посмотреть видео по теме Курсовой работы Сварка является одним из ведущих технологических процессов обработки металлов Сварка широко применяется в основных отраслях производства
сроки выполнения работ и трудоёмкость производственных процессов Выпуск сварных конструкций и уровень механизации сварных процессов постоянн Скрыть Введение – Технологический процесс сварки емкости под vuzlitru › 761873/vvedenie Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Введение Сварка является одним из ведущих технологических процессов как в области машиностроения
- реферата и любой другой студенческой работы курсовая работа Сварка стальной лестницы otherreferatsallbestru/manufacture/d00136851html Cached курсовая работа Сварка стальной лестницы (на примере изготовления емкости с крышкой Promotional Results For You Free Download | Mozilla Firefox ® Web Browser wwwmozillaorg Download Firefox – the faster
- дипломная работа allbestru/k-2c0a65635b3ad68b5c43a88521206c27-3html Cached Главная База знаний “Allbest” Производство и технологии Сварка емкости пробкоуловителя Сварка чугуна – реферат
- курсовая работа
курсовая работа сварка емкости – Поиск в Google Специальные ссылки Перейти к основному контенту Справка по использованию специальных возможностей Оставить отзыв о специальных возможностях Нажмите здесь , если переадресация не будет выполнена в течение нескольких секунд Войти Удалить Пожаловаться на неприемлемые подсказки Режимы поиска Все Картинки Видео Новости Карты Ещё Покупки Книги Авиабилеты Финансы Настройки Настройки поиска Языки (Languages) Включить Безопасный поиск Расширенный поиск Ваши данные в Поиске История Поиск в справке Инструменты Результатов: примерно 188 000 (0,68 сек) Looking for results in English? Change to English Оставить русский Изменить язык Результаты поиска Все результаты Технология сварки (на примере изготовления емкости с крышкой) Сохраненная копия 15 янв 2016 г – Курсовая работа Технология сварки (на примере изготовления емкости с крышкой) Набережные Челны, 2014 г Содержание Технологический процесс сварки емкости под воду Основы Сохраненная копия скачать работу “Технологический процесс сварки емкости под воду” ( дипломная работа) курсовая работа , добавлен 09022017 2 Технологический Технология сварки (на примере изготовления емкости с крышкой Сохраненная копия курсовая работа , добавлен 17122011 2 Разработка технологии сварки балки двутавровой Назначение, особенности и условия эксплуатации Сварочные операции – Курсовая работа – Учебные материалы Сохраненная копия Главная Курсовая работа Строительство Непроницаемость (плотность ) сварных швов емкостей контролируют керосином, давлением воздуха, [PDF] Разработка технологии сборки и сварки емкости для хранения elarrsvpuru/bitstream/123456789/17657/1/RSVPU_2017_124pdf Сохраненная копия В дипломной работе содержится 119 листов машинописного текста, 17 Технология сборки и сварки емкости для нефтепродуктов Таблица 19 формой организации учебного процесса в рамках учебно- курсовой сети РЕФЕРАТ ДП ПЗ Разработка технологии сборки и сварки емкости Сохраненная копия РЕФЕРАТ В дипломной работе содержится 119 листов машинописного текста, 26 таблиц, 13 рисунков, 18 использованных источников, 1 приложение Готовая дипломная работа по теме «Разработка технологии и › Готовые работы › Дипломная работа › Машиностроение Сохраненная копия Рейтинг: 5 – 61 отзыв 11 янв 2016 г – Купить дипломную работу на тему «Разработка технологии и оборудования для сборки и сварки емкости для хранения пропана», Дипломы и дипломные работы | СВАРКА И СВАРЩИКИ | ВКонтакте Сохраненная копия 21 окт 2016 г – Нужна дипломная работа на тему *Ящик для пылесборки* Народ может кто писал тему ТЕХНОЛОГИЯ СВАРКИ ЕМКОСТЕЙ ? Дипломная работа по сварочному производству – Инфоурок › Технология Сохраненная копия 29 мая 2018 г – Cкачать: Дипломная работа по сварочному производству Работа выполнялась ручной дуговой сваркой , используя выпрямитель, Емкости , в которых находились горючие жидкости или кислоты, до начала Дипломная работа – Прочее – СУЗ – Мультиурок Сохраненная копия 16 мая 2018 г – Техника ручной дуговой сварки покрытыми электродами 221 сварочных работ внутри замкнутых сосудов (котлов, емкостей , Мангалdocx – Дипломная работа на тему” Технология – Знанио Сохраненная копия Дипломная работа на тему” Технология изготовления мангала” Файл: Сварка технологический процесс получения неразъемных соединений материалов Для постановки прихваток при сборке конструкции ёмкости для Ответы@MailRu: курсовая работа на тему сварка емкостей высокого › Другое Сохраненная копия 2 ответа 11 дек 2014 г – Емкости высокого давления изготовляют из стали контроля сварных швов; периодичность осмотра поверхности емкости для Технология сварки цистерны – Все о сварочных работах Сохраненная копия Дипломная работа : Технология сборки и сварки вертикального В данном курсовом проекте проработана замена ручной дуговой сварки штучными 26 Наружные и внутренние поверхности емкости должны быть без плен, Готовые дипломные работы, курсовые работы, контрольные и Сохраненная копия Похожие Готовые дипломные работы, рефераты, контрольные или курсовые работы по Работа с приборами «Термодат» через компьютерный интерфейс 39 Технологический процесс сборки и сварки корпуса емкости для цемента Дипломная работа на тему “Основы сварочных и газорезательных › Примеры › Дипломные работы › Инновации Сохраненная копия Способы исправления дефектов в сварных соединениях 25 Принципиальные схемы и эскизы изделий Назначение емкость для воды в виде бочки Усовершенствование технологического процесса сварки емкости studwiki/manufacture/3c0a65635a3ac79a5d53a88421216d27_0html Способы повышения коррозионностойкости сварных соединения Вид, дипломная работа сборки и сварки емкости пробкоуловителя из стали 10Х17Н15М3Т с внутренним курсовая работа [712,1 K], добавлен 1206 2010 Дипломная работа: Технологический процесс сборки и сварки Сохраненная копия 15 февр 2009 г – Дипломная работа : Технологический процесс сборки и сварки В стандартный баллон с водяной емкостью 40 л заливается 25 кг Дипломная работаЁмкость для воды – Ok Сохраненная копия Здравствуйте Подскажите цену на сварочную проволоку 08х19н10г2б 3мм Нержавеющая Комментировать5 0 Класс1 СВАРКА И СВАРЩИКИ Инструкция по охране труда при выполнении электросварочных › Библиотека › Инструкции по ОТ Сохраненная копия работа на сварочных аппаратах с незаземленным корпусом; сварка емкостей из под нефтепродуктов и других легковоспламеняющихся жидкостей, [PDF] Реферат Выпускная квалификационная работа содержит 83 earchivetpuru/bitstream/11683/30123/1/TPU206006pdf Сохраненная копия автор: АА Адам – 2016 Ключевые слова: кабельная эстакада, механизированная сварка в баллонах или цистернах большой ёмкости в жидком состоянии с последующей Студопедия — Дипломная работа: Сварка Сохраненная копия 29 нояб 2008 г – Сварка является одним из ведущих технологических процессов как в области получив диплом инженера путей сообщения, стал специалистом по сооружению 9 ёмкость для металлоотходов и огарков, Сварка промышленного изделия «Резервуар» Курсовая работа дипломоврф/?p=3548 Сохраненная копия Оглавление Введение 3 1 Описание изделия (резервуар – емкость ) 5 2 Выбор способа сварки 8 3 Выбор сварочных материалов 10 4 Выбор режимов Сварка и труд сварщика (Дипломная работа) – TopRefru Сохраненная копия Дипломная работа – автомобилей, самолетов, турбин, котлов, реакторов, Шовную сварку применяют при изготовлении тонкостенных емкостей Промышленность, производство: Сварка чугуна, Курсовая работа Сохраненная копия Запасные и регулирующие ёмкости 21 Резервуары Их назначение и типы 22Оборудование резервуаров 3 Ручная дуговая сварка чугуна 31 Курсовая работа: Технология и оборудование сварочных работ www5rikru/better/article-204763php Сохраненная копия Основные разновидности электродуговой, ручной дуговой сварки и сварки Курсовая работа : Технология и оборудование сварочных работ нельзя проводить без специальной подготовки сварку и резку емкостей из-под Реферат Технология Сварка Виды сварок – “Workstareferru” workstareferru/82/100072/indexhtml Содержание : 1) Введение 2) Химическая сварка а) газовая сварка б) Перед сваркой ёмкостей , в которых находились жидкости или кислоты, должна Картинки по запросу курсовая работа сварка емкости “cb”:3,”ct”:3,”id”:”dJavMYqKpkP2bM:”,”ml”:”600″:”bh”:90,”bw”:102,”oh”:393,”ou”:” “,”ow”:421,”pt”:”worksdokladru/images/2Zx0ln4jaZc/m816a2fejpg”,”rh”:”worksdokladru”,”rid”:”JvqiVJYW373MBM”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Учебные материалы”,”th”:95,”tu”:” \u003dtbn:ANd9GcT0S9RzZ036L38WvzdBrpMid9cfz6cmgXTM7eB0Jk6A6u_sP7Rw_TnssA”,”tw”:102 “id”:”Syhpg7z3haka9M:”,”ml”:”600″:”bh”:90,”bw”:111,”oh”:487,”ou”:” “,”ow”:600,”pt”:”wwwsamsvarru/img/tehnologiya-svarki-cisterny_3j”,”rh”:”samsvarru”,”rid”:”cYEVLNX_789fnM”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Все о сварочных работах”,”th”:90,”tu”:” \u003dtbn:ANd9GcSfAPo__Oy40CLCVNui—RUTuFSUbjOJXxW_HveHFxcEA94UT3i8ED8Q”,”tw”:111 “cl”:12,”cr”:6,”ct”:6,”id”:”zlqbrbQMZJmEYM:”,”ml”:”600″:”bh”:90,”bw”:127,”oh”:310,”ou”:” “,”ow”:443,”pt”:”wwwsamsvarru/img/tehnologiya-svarki-cisterny_5j”,”rh”:”samsvarru”,”rid”:”cYEVLNX_789fnM”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Все о сварочных работах”,”th”:90,”tu”:” \u003dtbn:ANd9GcS5iO_MVhHlrO4CGwiVElrMyvq8mrjhw5bZ9BPXg5xidehphb_bPmEjQLcc”,”tw”:129 “cl”:18,”cr”:6,”ct”:3,”id”:”pe7d8wg5NXZEUM:”,”ml”:”600″:”bh”:90,”bw”:123,”oh”:318,”ou”:” “,”ow”:451,”pt”:”wwwsamsvarru/img/tehnologiya-svarki-cisterny_4j”,”rh”:”samsvarru”,”rid”:”cYEVLNX_789fnM”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Все о сварочных работах”,”th”:90,”tu”:” \u003dtbn:ANd9GcRYkpbueMMmdtiaHs6KQLnZipJ6a_CAgmkgmvayrY1w__AQwlejnUFrfeho”,”tw”:128 “cl”:6,”id”:”k1ULAF4qOl_9IM:”,”ml”:”600″:”bh”:90,”bw”:121,”oh”:244,”ou”:” “,”ow”:500,”pt”:”worksdokladru/images/SXZiu2BTwZg/m30608afpng”,”rh”:”worksdokladru”,”rid”:”v26rQEG2-tCuSM”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Учебные материалы”,”th”:90,”tu”:” \u003dtbn:ANd9GcSEGOfozCXD1MuctCO9iJxnApuZl02yWtOCRQSYcgy3sprUFMEiZ-IFOC8″,”tw”:184 Другие картинки по запросу “курсовая работа сварка емкости” Жалоба отправлена Пожаловаться на картинки Благодарим за замечания Пожаловаться на другую картинку Пожаловаться на содержание картинки Отмена Пожаловаться Все результаты Реферат – StudFiles Сохраненная копия 22 мар 2016 г – Реферат Цель работы – проектирование участка сборки- сварки расширительной ёмкости объёмом 1м 2 , выбор оборудования и Сварка системы аварийного охлаждения – курсовая работа cinrefru/razdel/04400proizvodstvo/05/146862htm Сохраненная копия В него входят емкости САОЗ, соединенные трубопроводами с корпусом реактора Емкость системы аварийного охлаждения зоны (САОЗ) представляет Сварка Мангал диплом 2013 по строительству – Docsity › › Дипломные работы Промышленная инженерия Сохраненная копия 11 апр 2017 г – Сварка Мангал диплом 2013 по строительству Перед тем как нам начать работу с материалом надо очистить его от частиц пыли и Контролю на герметичность подвергают емкости , сосуды и трубопроводы ▷ курсовая работа сварка гаражных ворот immobilieninvestorscom/userfiles/kursovaia-rabota-svarka-garazhnykh-vorotxml Сохраненная копия 5 дней назад – курсовая работа сварка гаражных ворот – Yahoo Search Results Yahoo Web выдаваться: ▷ курсовая работа на тему сварка емкостей Требования СНиП 12-03 к сварочным работам: В соответствии со scibooknet/ohrana-truda_1219/trebovaniya-snip-svarochnyim-65316html Сохраненная копия Пайка, сварка емкостей из-под ГЖ и ЛВЖ без соответствующей обработки их до удаления следов этих жидкостей и контроля состояния воздушной Дипломная работа “Технология выполнения дуговой сварки Сохраненная копия 22 нояб 2015 г – Дипломная работа “Технология выполнения дуговой сварки решетчатой конструкции из арматуры класса А3 размером 1000 на 1000 Не найдено: емкости Сварка вагона цистерны из нержавеющей стали с – uispru uispru/svarka-vagona-cisterny-iz-nerzhaveyuschey-stali-s-ispolzovaniem-plazmotron Сохраненная копия из нержавеющей стали с использованием плазмотрона курсовая работа М Наряду с производством емкостей из черного металла существует Сварочные технологии – Дипломные работы по сварке weldingtechnoinfo/index/diplomnye_raboty_po_svarke/0-64 Сохраненная копия Похожие Дипломные работы, чертежи, конспекты, справочники по сварке Главная · Чертежи · Дипломные работы (университет) · Дипломные работы (техникум) · Курсовые работы Каждая работа представляет собой пояснительную записку примерно на Изготовление сварной горизонтальной емкости 62м3 Сварка 5 – Физика – Рефераты для студентов › Физика Сохраненная копия Введение Сваркой называют технологический процесс получения Перед сваркой емкостей , в которых находились жидкости или кислоты, должна Надежную работу при максимальных электрических нагрузках с учетом и техногенная безопасность и управление риском” Курсовая работа по Технологический процесс сварки емкости пробкоуловителя 30 янв 2015 г – Скачать реферат / курсовую на тему Технологический процесс сварки процесс сварки емкости пробкоуловителя дипломная работа по РЕФЕРАТ: «ОСОБЕННОСТИ СВАРКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ Сохраненная копия 16 мар 2017 г – Реферат на тему «Особенности сварки нержавеющих сталей для При сварке емкостей из-под жидкого топлива (бензобаки, Исследование товара и определение емкости рынка курсовая lucky-betsru/issledovanie-tovara-i-opredelenie-emkosti-rynka-kursovaya-rabota/ Исследование товара и определение емкости рынка курсовая работа Методы научного познания в гносеологии контрольная работа, Особенности Реферат: Назначение и область применения полуавтоматической Сохраненная копия Похожие Оборудование для полуавтоматической сварки под флюсом в зону сварки под действием собственного веса из воронки 5 емкостью около 1,5 кг Дипломная работа Технология выполнения дуговой сварки Сохраненная копия 27 нояб 2017 г – Дипломная работа Технология выполнения дуговой сварки При ручной сварке внутри емкостей и сварке крупногабарит ных изделий [PDF] самостоятельная работа студентов – Курский автотехнический katk46ru/student/folder1/block3/1pdf Сохраненная копия Похожие линарного курса МДК0101 Подготовка металла к сварке ПМ01 Подготови- Самостоятельная работа может осуществляться индивидуально или Как называют емкость для хранения и транспортирования газов в сжатом, История развития сварки реферат Реферат – Сварочное Сохраненная копия Реферат – История развития сварки в России История развития сварки в Шовную сварку применяют при изготовлении тонкостенных емкостей [PDF] Таран Владимир Диомидович Выпуск 54 1905 – РГУ нефти и газа Сохраненная копия Владимир Диомидович поступает на работу инженером по сварке на судостроительную мости от емкости , расчетных отрицательных температур и най- ции, практические занятия, лабораторные работы, курсовая работа ) Курсовая работа (Теория) на тему “Технологии заготовки, сборки и studentlibcom/kursovaya_rabota_teoriya-258006-tehnologii_zagotovki_sborki_i_svark 30 авг 2010 г – Курсовая работа (Теория) по технологиям машиностроения на тему: Технологии Технологии заготовки, сборки и сварки гнезда для отливки шпал на сварки Заготовка деталей для емкости для бетонных шпал [PDF] федеральное государственное бюджетное образовательное windoweduru/resource/291/78291/files/PSK_MU_k_P_ZAN_2pdf Сохраненная копия Похожие выполнении курсовых и дипломных проектов Сварка продольных и кольцевых швов сосудов со средней толщиной емкости имеют эллиптическую или овальную форму поперечного сечения ПРАКТИЧЕСКАЯ РАБОТА №2 Газовая сварка » Привет Студент! privetstudentcom/referaty/proizvodstvo/105-gazovaya-svarkahtml Сохраненная копия Похожие При газовой сварке в качестве горючего можно применять ацетилен, водород, ПРИВЕТ СТУДЕНТ! рефераты, курсовые , дипломные работы, презентации преимуществом безинжекторных — большая устойчивость в работе Например, для перевозки жидкого кислорода в танке емкостью 2400 л Сварка титана и титановых сплавов Как и чем варить титан и его taina-svarkiru/svarka-tsvetnyh-metallov/svarka-titana-i-titanovyh-splavovphp Сохраненная копия Похожие Особенности и условия сварки титана и титановых сплавов Способы их сварки Какие режимы подобрать для того или иного способа сварки Видео об Сварочные аппараты инверторного типа » Школа для электрика electricalschoolinfo/spravochnik//1604-svarochnye-apparaty-invertornogo-tipahtm Сохраненная копия Похожие минимизацией конструкции сварочного оборудования, обеспечивающей его Для улучшения теплосъема диодная сборка, подвергаемая при работе по рабочему напряжению не менее 400 V Их емкость рассчитывают для Основы техники безопасности при газовой сварке и резке wwwsvarkainforu › Главная › Библиотека › Техника безопасности при сварке Сохраненная копия Похожие При сварке образуется пыль от окисления паров металла При перерывах в работе пламя горелки (резака) должно гаситься, а вентили плотно Наливать горючее в бачок разрешается не более чем на 3/4 его емкости Реклама Поможем Написать Работу | По Всем Предметам Реклама wwwkursovik24club/ Более 100 000 экспертов помогут справиться с любым заданием Узнайте как! Доработка бесплатно Любая сложность Работаем круглосуточно Оценка стоимости за 10мин Вместе с курсовая работа сварка емкости часто ищут образец дипломной работы для сварщика дипломная работа по сварочному делу Навигация по страницам 1 2 3 4 5 6 Следующая Ссылки в нижнем колонтитуле Россия – Подробнее… Справка Отправить отзыв Конфиденциальность Условия Аккаунт Поиск Карты YouTube Play Новости Почта Контакты Диск Календарь Google+ Переводчик Фото Ещё Покупки Документы Blogger Hangouts Google Keep Jamboard Подборки Другие сервисы Google
Яндекс Яндекс Найти Поиск Поиск Картинки Видео Карты Маркет Новости ТВ Онлайн Знатоки Коллекции Музыка Переводчик Диск Почта Все Ещё «Zаочник»™ – Официальный сайт / zaochnik2com zaochnik2com Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Решаем проблемы студентов уже более 18 лет! Индивидуальный подход Звоните! Реальная стоимость Экономим Ваше время Все виды работ и предметы 1 Курсовая : “Технология сварки (на примере изготовления) mgutunnru › work/461562/Texnologiya-svarki-na-… Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Выдержка из работы ГОУ ВПО «Набережночелнинский государственный торгово-технологический колледж имени Б Васильева» Курсовая работа Технология сварки (на примере изготовления емкости с крышкой) Набережные Челны, 2014 г Введение 1 Общая часть 11 Характеристика заданной сварной Читать ещё Выдержка из работы ГОУ ВПО «Набережночелнинский государственный торгово-технологический колледж имени Б Васильева» Курсовая работа Технология сварки (на примере изготовления емкости с крышкой) Набережные Челны, 2014 г Введение 1 Общая часть 11 Характеристика заданной сварной конструкции 12 Обоснование выбора марки стали сварной конструкции 13 Организация рабочего места Скрыть 2 Технология сварки (на примере изготовления емкости ) BiblioFondru › viewaspx?id=867129 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте 👍 Скачать бесплатно – курсовую работу по теме ‘Технология сварки (на примере изготовления емкости с крышкой)’ Тут найдется полное раскрытие темы -Технология сварки (на примере изготовления емкости с крышкой), Загружено 3 Технологический процесс сварки емкости под воду otherreferatsallbestru › Производство и технологии › 00355050_0html Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Сварку данной емкости производим из листового проката Сварка – Газовая сварка является удобным и гибким методом ремонта чугунных изделий, особенно при небольшом объёме наплавки курсовая работа [1,9 M], добавлен 16052017 Расчет режимов стыковой сварки Обоснование выбора типа Читать ещё Сварку данной емкости производим из листового проката Замеряют заготовки, после нарезают на детали с помощью пресс-станка Зачищают от заусенцев на заточном круге Сварка – Газовая сварка является удобным и гибким методом ремонта чугунных изделий, особенно при небольшом объёме наплавки Сварка ведётся ацетилено-кислородными горелками, размер которых принимается на один номер ниже, чем для сварки стали той же толщины Пламя регулируется на некоторый избыток ацетилена для уменьшения обезуглероживания ванны курсовая работа [1,9 M], добавлен 16052017 Расчет режимов стыковой сварки Обоснование выбора типа соединений, схемы сварки Скрыть 4 Дипломная работа – Технология сборки и сварки ronlru › diplomnyye-raboty/promyshlennost-… Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте В данном курсовом проекте проработана замена ручной дуговой сварки штучными электродами механизированной сваркой в среде Внутри емкости не должно быть грязи и посторонних предметов; 27 Сварочные работы должны производиться сварщиками , не ниже 4-го разряда; 28 Неуказанные предельные Читать ещё В данном курсовом проекте проработана замена ручной дуговой сварки штучными электродами механизированной сваркой в среде углекислого газа плавящимся электродом, что позволило снизить себестоимость изготовления аппарата , улучшить качество изделия и условия труда при сварочных работах 1 Характеристика металла, его свариваемость Для изготовления емкости применяется сталь Ст3сп Внутри емкости не должно быть грязи и посторонних предметов; 27 Сварочные работы должны производиться сварщиками , не ниже 4-го разряда; 28 Неуказанные предельные отклонения размеров на чертежах должны соответствовать Скрыть 5 Совершенствования технологии сборки и сварки емкости ruessaysclub › Точные-науки/Технология/… Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Условия работы строительных конструкций, характеризуемые рабочими параметрами (концентрацией и Цель курсового проекта заключается в разработке и усовершенствовании технологии сборки и сварки емкости под давлением Перечень вопросов, подлежащих разработке в курсовом проекте Читать ещё Условия работы строительных конструкций, характеризуемые рабочими параметрами (концентрацией и агрессивностью рабочих сред), предъявляют следующие требования к машинам и аппаратам 1 Механическая прочность – способность выдерживать рабочие нагрузки 2 Устойчивость – способность сохранять в рабочем состоянии свою первоначальную форму Цель курсового проекта заключается в разработке и усовершенствовании технологии сборки и сварки емкости под давлением Перечень вопросов, подлежащих разработке в курсовом проекте: 1Характеристика заданной сварной конструкции 2Обоснование предложенной марки стали сварной конструкции Скрыть 6 Курсовая работа «Технология сварки емкости под воду» Zaochnikcom › zayavki/tehnologiya-svarki-emkosti… Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Курсовая работа по предмету Процессы и аппараты на тему Технология сварки емкости под воду Стоимость: 690 руб Заказать, купить на Zaochnikcom Читать ещё Курсовая работа по предмету Процессы и аппараты на тему Технология сварки емкости под воду Стоимость: 690 руб Заказать, купить на Zaochnikcom 5 авторов готовы сделать эту работу Шпаргалки для экзамена в подарок! Предоплата всего 25% Подробнее о заявке Тип: Курсовая работа Предмет: Процессы и аппараты Заявка номер: Private Скрыть Чат с консультантом В сети , Время ответа ≈ 1 мин 7 Технология сборки и сварки вертикального worksdokladru › view/EYw29XMhK90html Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Сварочное производство заняло важное место в различных отраслях промышленности и строительстве, благодаря своим Технология сборки и сварки вертикального цилиндрического резервуара для хранения нефтепродуктов Читать ещё Сварочное производство заняло важное место в различных отраслях промышленности и строительстве, благодаря своим преимуществам перед другими стадиями производства изделия В сварочном производстве дальнейшая механизация и автоматизация, применение поточных и конвейерных линий, внедрение прогрессивных технологических процессов и оборудования будет способствовать повышению производительности труда, улучшению качества сварных конструкций, уменьшению расходов электроэнергии и сварочных материалов, улучшений условий труда , страница 1 Технология сборки и сварки вертикального цилиндрического резервуара для хранения нефтепродуктов Скрыть 8 Технология сварки (на примере изготовления емкости ) prodbobrodobroru › 83428 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте курсовая работа Все параметры режима сварки можно разделить на основные и дополнительные Основные параметры – это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки Читать ещё курсовая работа 16 Режим сварки Все параметры режима сварки можно разделить на основные и дополнительные Основные параметры – это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки Дополнительные параметры – состав и толщина покрытия электрода, положение электрода и положение изделия Сварочный ток Увеличение его вызывает (при одинаковой скорости сварки ) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность свароч Скрыть Курсовая работа сварка емкости — смотрите картинки ЯндексКартинки › курсовая работа сварка емкости Ещё картинки 9 Технологический процесс сварки емкости пробкоуловителя referatworkru › Рефераты › source/ref-128036html Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Учебная работа на тему: Технологический процесс сварки емкости пробкоуловителя 25 Выбор и обоснование способов сварки 251 Сварка продольных и кольцевых стыков корпуса аппарата Читать ещё Учебная работа на тему: Технологический процесс сварки емкости пробкоуловителя Скачать реферат / курсовую на тему Технологический процесс сварки емкости пробкоуловителя, 2016-2017 25 Выбор и обоснование способов сварки 251 Сварка продольных и кольцевых стыков корпуса аппарата 252 Выбор подготовки кромок под сварку продольного и кольцевого стыков корпуса аппарата 253 Сварка заготовок днищ 254 Приварка эллиптических днищ к корпусу аппарата 255 Приварка штуцеров и люков к корпусу аппарата Скрыть Курсовая работа : Сварка refetekaru › r-146851html Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте 6 Расчёты расхода сварочных материалов 8 стр 7 Выбор сварочного оборудования 9 стр Сварка является одним из ведущих технологических процессов обработки металлов Сварка широко применяется в основных отраслях Читать ещё 6 Расчёты расхода сварочных материалов 8 стр 7 Выбор сварочного оборудования 9 стр 8 Расчёты и выбор параметров режима сварки 12 стр 9 Расчёт норм времени на сварочные операции 13 стр 10Проектирование технологической оснастки 14 стр Введение Сварка является одним из ведущих технологических процессов обработки металлов Сварка широко применяется в основных отраслях производства, потребляющих металлопрокат, тк резко сокращается расход металла, сроки выполнения работ и трудоёмкость производственных процессов Выпуск сварных конструкций и уровень механизации сварных процессов постоянн Скрыть Введение – Технологический процесс сварки емкости под vuzlitru › 761873/vvedenie Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Введение Сварка является одним из ведущих технологических процессов как в области машиностроения, так и в строительной индустрии Народное хозяйство нашей страны нуждается в современных машинах и уникальном оборудовании, обеспечивающих высокие технико-экономические показатели при Читать ещё Введение Сварка является одним из ведущих технологических процессов как в области машиностроения, так и в строительной индустрии Народное хозяйство нашей страны нуждается в современных машинах и уникальном оборудовании, обеспечивающих высокие технико-экономические показатели при эксплуатации При изготовлении различных видов машин и оборудования важнейшая роль принадлежит сварочной технике На протяжении последних 50 лет сварка позволила создать уникальные машины, самолеты, ракеты, цилиндрические Скрыть Дипломные работы Изготовление сварной weldingtechnoinfo › photo/diplomnye_raboty…emkosti… Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Курсовые работы Расчетки Справочник Сварочные технологии Аннотация В данном дипломном проекте спроектирована горизонтальная емкость и разработана технология ее сборки и сварки Читать ещё Курсовые работы Расчетки Справочник Сварочные технологии Главная Чертежи Дипломные работы (университет) Дипломные работы (техникум) Курсовые работы Расчетки Справочник Аннотация В данном дипломном проекте спроектирована горизонтальная емкость и разработана технология ее сборки и сварки При проектировании горизонтальной емкости проведены расчеты толщины стенок обечаек и днищ, рассчитан узел крепления люка для планового обслуживания резервуара, рассчитаны напряжения в швах и подобран их катет Для сварки резервуара выбрана автоматическая сварка в защитных газах Скрыть 3 Технология сборки и сварки емкости для сухих отходов StudFilesnet › preview/5999579/page:4/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Работа по теме: Izgotovlenie_balki_korobchatogo_sechenia Глава: 3 Технология сборки и сварки емкости для сухих отходов Цель работы составить технологию изготовления балки коробчатого сечения, рассчитать количество сварочных материалов и нормы времени необходимого для изготовления этого изделия Читать ещё Работа по теме: Izgotovlenie_balki_korobchatogo_sechenia Глава: 3 Технология сборки и сварки емкости для сухих отходов ВУЗ: ПетрГУ Цель работы составить технологию изготовления балки коробчатого сечения, рассчитать количество сварочных материалов и нормы времени необходимого для изготовления этого изделия Расшифровка стали Сталь 09Г2С Скрыть Разработка технологии сварки цилиндрической емкости twirpxcom › file/1907712/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Владивосток: ДВГТУ, 2002 – 36 с Пояснительная записка к курсовой работе по дисциплине “технология сварки спецсталей и сплавов” Выполнил студент группы К-851 Читать ещё Владивосток: ДВГТУ, 2002 – 36 с Пояснительная записка к курсовой работе по дисциплине “технология сварки спецсталей и сплавов” Выполнил студент группы К-851 Молоков КА Преподаватель: Максимец НА задание: Разработать технологию сварки цилиндрической емкости (программа выпуска 10000штук), сталь 08Х19Н9Т, АМг6 Содержание (главы): Выбор способа сварки Выбор защитных газов для полуавтоматической сварки Свойства свариваемого материала Выбор способа сварик Скрыть Сварка : Курсовая работа : Промышленность stud-bazaru › svarka-kursovaya-rabota…proizvodstvo Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Сварка — Промышленность, производство Посмотреть видео по теме Курсовой работы Сварка является одним из ведущих технологических процессов обработки металлов Сварка широко применяется в основных отраслях производства, потребляющих металлопрокат, тк резко сокращается расход Читать ещё Сварка — Промышленность, производство Посмотреть видео по теме Курсовой работы Оглавление 1 Введение 1 стр Сварка является одним из ведущих технологических процессов обработки металлов Сварка широко применяется в основных отраслях производства, потребляющих металлопрокат, тк резко сокращается расход металла, сроки выполнения работ и трудоёмкость производственных процессов Выпуск сварных конструкций и уровень механизации сварных процессов постоянно повышается Скрыть «Zаочник»™ – Официальный сайт / zaochnik2com zaochnik2com Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Решаем проблемы студентов уже более 18 лет! Индивидуальный подход Звоните! Сварочные работы ! – бригада мастеров! Смета в день обращения Экскурсия по объектам Калькулятор работ Цены met-constructru Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Опыт – 15 лет Без посредников, узнайте честную цену работ , звоните Докажем работой ! Контактная информация +7 (831) 423-91-92 пн-пт 9:00-20:00, сб 9:00-16:00, вс Автор24 – Подбор материала онлайн author24expert › Для-Студентов Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Образовательный проект Мы помогаем студентам с 2012 года! Онлайн 24/7 Контактная информация +7 (800) 100-03-20 пн-пт 10:00-20:00 Как сделать Курсовую Работу ? / studymediaru Курсовая на 5 Пошаговая инструкция Сэкономь время Скачай книгу studymediaru › Скачать-Бесплатно Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама «Пишем Топовый Курсовик» – Бесплатная онлайн-книга Мы помогли сдать 13000 работ ! Контактная информация +7 (800) 100-03-20 пн-пт 10:00-20:00 Rosdiplom™ – Все для студента! – Сейчас скидка до 25% Качественно Без плагиата 17 лет на рынке Любая сложность rosdiplombiz › Для-Студентов Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Индивидуальный подход Уникальный материал Поможем по сложным проектам Узнай Контактная информация 8 (800) 555-05-66 пн-пт 10:00-18:00, сб-вс 12:00-18:00 м Сухаревская Вместе с « курсовая работа сварка емкости » ищут: дипломная работа готовые курсовые заказать курсовую работу сайт курсовых работ дипломная работа это скачать курсовую работу бесплатно реферат антиплагиат онлайн образец курсовой работы готовая курсовая работа 1 2 3 4 5 дальше Браузер Все новые вкладки с анимированным фоном 0+ Установить Будьте в Плюсе
Как стать сварщиком: 6 шагов
- Руководство по карьере
- Развитие карьеры
- Как стать сварщиком: 6 шагов
5 октября 2021 г.
Если вам нравится работать руками или ремонтировать определенные предметы, сварка может стать для вас идеальной профессией. Поскольку сварка включает в себя использование сложных инструментов и пламени, сварка требует большой практики и обучения, чтобы оставаться успешным в этой области. Получив это образование и опыт, сварщики могут продолжать развивать свои навыки, чтобы в конечном итоге продвинуться по карьерной лестнице и выполнять более крупные проекты.
В этой статье мы расскажем, чем занимается сварщик, сколько он зарабатывает, как стать сварщиком и часто задаваемые вопросы, касающиеся его карьеры.
Чем занимается сварщик?
Сварщик — это профессионал, обученный использованию тепла для соединения различных типов металлов вместе для создания или ремонта различных продуктов или товаров. Поскольку сварщики могут изготовить множество продуктов, существует несколько типов сварки, которые вы можете использовать. Задачи сварки могут включать строительство и ремонт жилых или коммерческих сооружений, автомобилей, мостов, кораблей или самолетов.
Общие обязанности сварщика могут включать:
Обеспечение долговечности и безопасности каждого выполненного проекта для потребителей
Соблюдение правил техники безопасности для безопасного и ответственного обращения с пламенем пламя и металлы в процессе сварки
Очистка и хранение сварочного оборудования
Просмотр чертежей для определения длины и размеров свариваемого изделия
Средняя заработная плата сварщика
Средняя заработная плата по стране: $17.89 в час
Сварщики часто работают полный рабочий день и нанимаются компанией, чтобы сосредоточиться на ремонте или строительстве определенных типов конструкций. Они могут работать продолжительное или ненормированное рабочее время, которое часто отличается от обычного графика работы. Зарплата сварщиков может зависеть от того, с каким типом сварки они работают, а также от образования, которое они хотят получить. Если сварщик получает более высокие степени или сертификаты, он также может занимать более высокооплачиваемые должности. Заработная плата сварщиков также может варьироваться в зависимости от штата, в котором они хотят работать.
Заработная плата сварщиков также может варьироваться в зависимости от штата, в котором они хотят работать.
Как стать сварщиком
Чтобы продолжить карьеру сварщика, выполните следующие действия:
Изучите различные виды сварочных работ.
Пройти курсы сварщиков.
Получите сертификат сварщика.
Получите практический опыт.
Станьте сертифицированным сварщиком.
Начните поиск работы.
1. Изучите различные виды сварочных работ
Прежде чем стать сварщиком, вам следует изучить различные доступные варианты сварки.Это может помочь вам узнать, какие задачи и обязанности на конкретных сварочных должностях лучше всего соответствуют вашим силам и способностям. Поскольку обязанности различных специалистов по сварке могут различаться, требуется различное обучение или сертификация.
Изучение задач, которые влечет за собой каждая профессия сварщика, может помочь вам лучше понять, какой тип образования и обучения вам следует пройти. Вы также можете исследовать различные сварочные работы, чтобы узнать, какие обязанности вам могут понравиться.
Вы также можете исследовать различные сварочные работы, чтобы узнать, какие обязанности вам могут понравиться.
Связанный материал: Основное руководство по поиску работы
2. Пройдите курсы по сварке
После того, как вы выбрали тип профессии сварщика, которой хотите заниматься, узнайте, какие образовательные требования предъявляются к этой специальности. Для большинства сварочных профессий требуется диплом средней школы или GED. Если ваша средняя школа предлагает курсы сварки, пройдите их, чтобы узнать больше о различных видах сварки. Также лучше пройти курсы математики, которые дополняют сварку, например, геометрию, поскольку сварка часто включает в себя измерение размеров.
3. Получите сертификат сварщика
После получения среднего образования вы можете продолжить образование, поступив на программы сертификации сварщиков или в общественный колледж. Программы сертификации сварщиков обычно длятся от шести месяцев до двух лет и могут помочь вам получить общие знания о сварочных обязанностях и ответственности.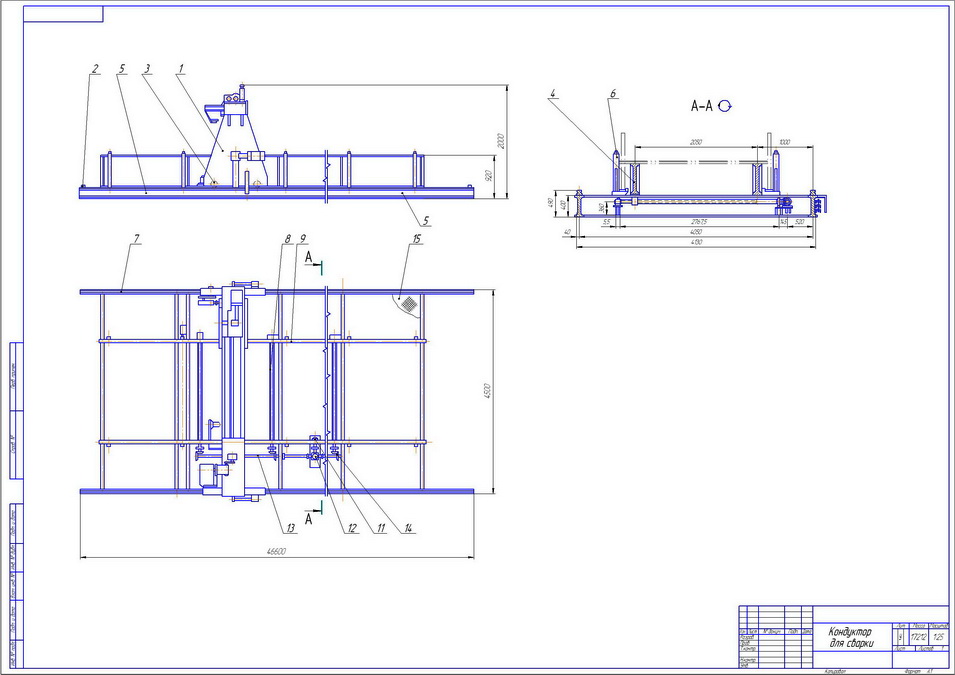 Некоторые сварщики, исходя из своей специальности, могут продолжить свое образование и получить степень бакалавра в области сварки.
Некоторые сварщики, исходя из своей специальности, могут продолжить свое образование и получить степень бакалавра в области сварки.
4.Получите практический опыт
После того, как вы получили аккредитацию сварщика, вы можете начать практическое обучение в рамках ученичества по конкретному типу сварки, которым вы хотите заниматься. В рамках ученичества вы можете отслеживать и выполнять работу под наблюдением, чтобы узнать больше о регулярном графике и обязанностях сварщика.
После завершения стажировки вы можете либо остаться в компании, в которой проходили стажировку, если они разрешают, либо воспользоваться полученным опытом и применить его на новой постоянной должности сварщика.
5. Стать сертифицированным сварщиком
Прежде чем приступить к работе на полный рабочий день, вам необходимо получить сертификат для выполнения определенного типа сварки, которым вы хотите заниматься. Для сварщиков доступно множество сертификатов, в зависимости от набора навыков, которые вы получаете, и профессии сварщика, в которой вы планируете работать. Основной сертификат, который требуется работодателям, — это базовый сертификат сертифицированного сварщика AWS.
Основной сертификат, который требуется работодателям, — это базовый сертификат сертифицированного сварщика AWS.
Чтобы получить этот сертификат, вам предстоит сдать экзамен, который предлагается во многих центрах тестирования, аккредитованных AWS.Для сдачи этого экзамена не требуется никаких требований. Он будет состоять из письменной части, а также проверки ваших навыков сварки и производительности.
6. Начните поиск работы
После того, как вы получили необходимое образование, подготовку и опыт, вы можете приступить к поиску вакансий сварщика. Ищите объявления о вакансиях в Интернете, чтобы найти работу, которая соответствует вашим текущим навыкам или опыту. Вы можете выделить эти навыки в своем резюме. Перечислите каждый навык в рамках вашего опыта работы, используя подробные и конкретные примеры.
Вы также можете указать свои навыки в определенном разделе своего резюме. Постарайтесь указать навыки, перечисленные в объявлении о вакансии, в своем резюме.
Часто задаваемые вопросы для сварщиков
Ниже приведены распространенные вопросы о том, как стать сварщиком:
Какие виды сварки доступны?
Дуговая сварка
Рабочие часто используют этот тип сварки при работе в строительстве и производстве для сварки более крупных и толстых материалов. Это также называется «сваркой стержнем» и включает в себя основные методы плавления.
Сварка МИГ
Сварка МИГ является одним из самых популярных методов сварки и включает сплавление нержавеющей стали, низкоуглеродистой стали и алюминия. Многие считают, что это самый простой вид сварки для изучения. Многие работодатели требуют, чтобы сварщики знали этот тип сварки.
Сварка ВИГ
Это один из наиболее сложных для изучения видов сварки. Он использует инертный газ вольфрама для создания сплавов, которые считаются более качественными, чем другие. Этот тип сварки часто требует высшего образования, обучения или сертификации.
Гипербарическая сварка
Гипербарическая сварка может проводиться в сухой среде, но тот же метод можно использовать при сварке под водой. Рабочие, которые изучают этот особый тип сварки, могут работать на кораблях, трубопроводах и нефтяных платформах.
Рабочие, которые изучают этот особый тип сварки, могут работать на кораблях, трубопроводах и нефтяных платформах.
Сварка в кислородно-ацетиленовой среде
Сталь плавится при этом типе сварки с использованием ацетиленового газа и кислорода. Его можно использовать для обслуживания или резки различных типов металла.
Пользуются ли профессии сварщика большим спросом?
По данным Бюро статистики труда, карьера сварщика должна вырасти примерно на 3% в течение следующих 10 лет.По мере изменения и развития различных инфраструктур сварщики потребуются для ремонта или строительства различных дорог, зданий или мостов. Это означает, что работа сварщиком может обеспечить вам стабильную карьеру.
Как сварщики могут зарабатывать больше средней зарплаты?
Есть много возможностей для карьерного роста сварщика. Многие сварщики получат рекомендуемый уровень образования, необходимый для конкретной профессии, и могут вернуться в школу, чтобы получить дополнительное образование. Это может позволить им получить больше сертификатов, чтобы продолжить карьеру с более высокой квалификацией, что часто приводит к более высокой оплате.
Это может позволить им получить больше сертификатов, чтобы продолжить карьеру с более высокой квалификацией, что часто приводит к более высокой оплате.
Сварщики также могут поступить в четырехлетнее учебное заведение, чтобы получить степень бакалавра в области сварки, которая может дать им право на получение руководящих должностей или должностей с более высоким набором навыков.
Какие навыки необходимы, чтобы стать сварщиком?
Вот навыки наиболее успешные сварщики имеют:
Устойчивое внимание к деталям
Основные сварочные и металлические терминологии
Знание процедур безопасности сварки и требований
Впечатляющая выносливость и ловкость
Эффективная зрительно-моторная координация
Навыки управления временем
Организационные навыки при хранении и размещении сварочного инструмента советы, образцы резюме, быстрые ссылки для поиска работы и многое другое.

Что будет после школы сварщиков? Результаты работы и многое другое…
Готовясь к выпускному экзамену в школе сварщиков, вы, вероятно, думаете о новой карьере в этой захватывающей области. У вас есть много вариантов от работы на стройке до сварки труб и даже судостроения. Во-первых, вам нужно подготовиться к приему на работу, поработав над своим резюме, пройдя собеседование и пройдя национальный тест на строительную карьеру по сварке.
Обучение, которое вы получите в рамках программы обучения сварщикам, откроет вам новую захватывающую и прибыльную карьеру. Сварщики работают руками, каждый день создавая новые вещи на работе. Это полезно и интересно с возможностью продвижения и роста.
В настоящее время для сварщиков существует множество возможностей, и, получив работу в этой области, вы можете рассчитывать на более высокий заработок. По данным Бюро статистики труда США, в стране было около 400 000 вакансий для сварщиков, и эти рабочие получали среднюю зарплату более 38 000 долларов в год.
Школа сварщиков
– это то, что позволит вам пополнить ряды этих квалифицированных рабочих. Если вы готовитесь окончить дипломную программу, сейчас самое время подумать о том, какие у вас есть варианты. Начните думать о том, какую карьеру вы хотите, где вы хотели бы работать и как вы будете достигать своих карьерных целей.
Возможности карьерного роста после школы сварщиковКак сварщик, вы обнаружите, что у вас есть много различных возможностей для вашей будущей работы.Сварщики могут выполнять примерно одну и ту же работу, но в разных условиях, с разными материалами и в самых разных отраслях. Основной отраслью, в которой работают сварщики и в которой занято больше всего работников в этой области, является производство. В обрабатывающей промышленности сварщики производят металлические изделия, машины, транспортные средства и другое оборудование.
Строительной отрасли также нужны квалифицированные рабочие, прошедшие школу сварщиков.
Школа сварщиков Профессионалы в этой области работают над соединением ферм, балок, труб как в коммерческих, так и в жилых помещениях.Требуются сварщики для строительства и ремонта электростанций и нефтеперерабатывающих заводов.
Профессионалы в этой области работают над соединением ферм, балок, труб как в коммерческих, так и в жилых помещениях.Требуются сварщики для строительства и ремонта электростанций и нефтеперерабатывающих заводов.также может привести вас в направлении, которого вы никогда не ожидали. Сварщики нужны, например, в судостроении. Вы можете участвовать в строительстве новых кораблей и ремонте существующих кораблей. Вы также можете работать в аэрокосмической отрасли, работая над самолетами. Представьте, что вы работаете под водой. Подводные сварщики являются особо квалифицированными работниками и пользуются спросом при строительстве и ремонте мостов и других сооружений.
Повышение квалификации в области сваркиТолько что закончив школу сварщиков, будучи новичком в отрасли, вы, вероятно, начнете с позиции начального уровня, но у вас есть много возможностей для роста. Обучение сварке в рамках начальной дипломной программы — это только начало.
 Вы продолжите учиться на рабочем месте и даже сможете продвинуться на более высокие должности, освоив новые, более специфические навыки сварки.
Вы продолжите учиться на рабочем месте и даже сможете продвинуться на более высокие должности, освоив новые, более специфические навыки сварки.Например, когда вы освоите основы сварки, вы можете пройти обучение сварщику под водой.Это будет включать в себя обучение нырянию и приобретение специальных навыков для выполнения сварочных работ под водой. Вы также можете просто захотеть улучшить свои навыки и свой опыт, чтобы иметь возможность стать самозанятым или внештатным сварщиком. Это может дать вам возможность передвигаться, браться за работу, которая вам нравится, и избегать других, а также зарабатывать столько, сколько вы хотите.
Профессиональные организации, такие как Американское общество сварщиков, могут помочь вам продвинуться по карьерной лестнице помимо базового обучения сварке.Благодаря таким группам вы можете получить дополнительные сертификаты, пройти курсы повышения квалификации и освоить специальные навыки, такие как использование робототехники, обучение сварке на курсах или проверка сварки.

Ваши следующие шаги после школы сварщиковПосле того, как вы задумались о том, какую карьеру и будущее вы хотите в области сварки, вам нужно начать готовиться к получению этой первой работы. Пришло время подумать о поиске открытых вакансий, о том, как подать заявку, составить отличное резюме, демонстрирующее ваши навыки, и узнать, как пройти хорошее собеседование, которое впечатлит потенциальных работодателей.
Начните с отдела кадров вашего профессионального учебного заведения по сварке. Здесь вы найдете ресурсы, необходимые для начала вашей карьеры после окончания учебы. Лучше всего начать с трудоустройства. Профессионалы в сфере карьерных услуг могут помочь вам в поиске открытых вакансий. Они могут помочь вам найти конкретные виды работ. Если вы точно знаете, какую должность вы хотите, позвольте этим карьерным помощникам из вашей школы сварщиков найти ее для вас.
Составление идеального резюмеДалее приступайте к работе над своим резюме.
 Это единственное, что должно представлять, кто вы и что вы можете предложить работодателям. Опять же, вам могут помочь карьерные службы, но только вы можете предоставить необходимую информацию. Включите прошлые и текущие места работы, даже если они не связаны со сваркой. Этот опыт говорит работодателю, что у вас есть все необходимое, чтобы удержаться на работе и быть хорошим работником, независимо от того, какая работа.
Это единственное, что должно представлять, кто вы и что вы можете предложить работодателям. Опять же, вам могут помочь карьерные службы, но только вы можете предоставить необходимую информацию. Включите прошлые и текущие места работы, даже если они не связаны со сваркой. Этот опыт говорит работодателю, что у вас есть все необходимое, чтобы удержаться на работе и быть хорошим работником, независимо от того, какая работа.В вашем резюме также должно быть конкретно указано, чему вы научились в школе сварщиков. Перечислите курсы, которые вы прошли, чтобы будущий работодатель точно знал, что вы умеете и каковы ваши навыки.Еще одна замечательная вещь, которую следует включить в свое резюме, — это доказательство того, что вы можете выполнять работу, необходимую для сварки. Вы можете сделать это, включив фотографии некоторых ваших проектов, сделанных на занятиях по сварке. Выберите несколько, которые демонстрируют определенные навыки, которым вы научились.
Навыки проведения интервьюРезюме представляет вас на бумаге, но для того, чтобы получить работу, вы также должны представлять себя и свои навыки лично.
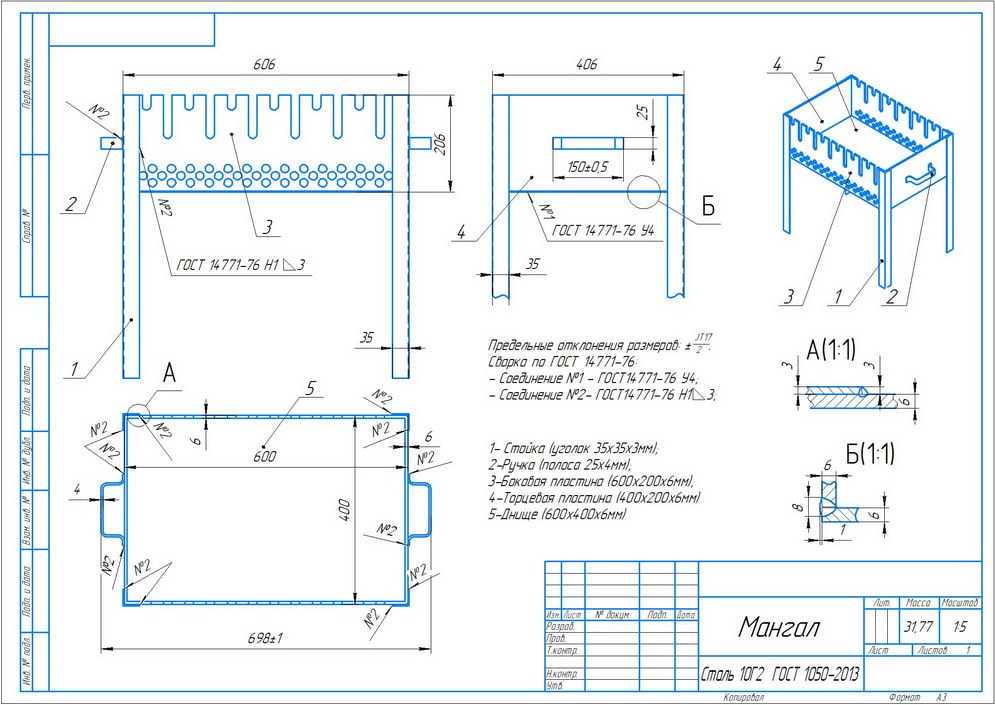 Многие люди нервничают перед собеседованием, и вы тоже, но способ преодолеть это — попрактиковаться.Проводите имитационные интервью с друзьями или членами семьи, чтобы научиться лучше давать интервью. Это навык, и единственный способ добиться в нем успеха — это практиковаться.
Многие люди нервничают перед собеседованием, и вы тоже, но способ преодолеть это — попрактиковаться.Проводите имитационные интервью с друзьями или членами семьи, чтобы научиться лучше давать интервью. Это навык, и единственный способ добиться в нем успеха — это практиковаться.Ваш отдел карьеры может помочь вам и здесь. Изучите навыки проведения интервью и получите важные советы. Когда вы будете готовы пройти собеседование на работу, не забудьте красиво одеться. Вы не будете носить красивую одежду для работы сварщиком, но работодатель захочет увидеть, что вы приложили усилия для собеседования. Это показывает, что вы серьезно относитесь к получению должности.
Навыки, которые работодатели ищут в выпускниках школ сваркиГотовясь найти свою первую работу по обучению после сварки, помните, что вы хотите стать желанным кандидатом. Вы должны знать, что ищут работодатели и что они хотят видеть в новом сотруднике. Когда вы знаете, чего они хотят, вы можете доказать своему будущему работодателю, что у вас есть все необходимое:
- Хорошее образование и технические навыки.
 Сварка — это навык, поэтому работодатели хотят видеть, что вы прошли курсы сварщиков, закончили программу школы сварщиков и прошли практическое обучение, которое позволит вам приступить к работе с первого дня.
Сварка — это навык, поэтому работодатели хотят видеть, что вы прошли курсы сварщиков, закончили программу школы сварщиков и прошли практическое обучение, которое позволит вам приступить к работе с первого дня. - Физическая сила и выносливость. Сварщики работают не только руками, но и всем телом. Это очень физическая работа, при которой вам, возможно, придется поднимать тяжелые предметы, стоять в течение длительного периода времени и много сгибаться, наклоняться и тянуться.
- Внимание к деталям. Сварочные работы требуют большой силы и выносливости, но также требуют точности. Работодатель хочет нанять кого-то, кто уделит достаточно времени и внимания деталям, чтобы выполнить работу правильно с первого раза.
- Хорошие пространственные навыки. Хорошее пространственное положение имеет решающее значение для выполнения сварочных работ. Вы должны уметь читать проекты, как двухмерные, так и трехмерные планы, и использовать их для создания чего-то из металла.
 Ваше обучение сварке должно быть доказательством того, что вы можете это сделать.
Ваше обучение сварке должно быть доказательством того, что вы можете это сделать. - Способность выбирать направление. Даже если вы станете сварщиком, работающим не по найму, вы всегда будете создавать вещи для кого-то другого и в соответствии с их спецификациями. Работодатель хочет знать, что вы можете слушать и следовать указаниям, а также научились этим навыкам в школе сварщиков, а не только техническим.
Теперь, когда вы так близки к завершению обучения сварке в рамках дипломной программы по сварке в Техническом колледже Флориды, вы, наконец, готовы присоединиться к рабочей силе.Вас ждет захватывающее время. Вы получаете новую работу, а также новую карьеру, которая дает множество преимуществ: лучшее рабочее время, более значимую работу и более высокий доход.
Чтобы получить наилучшие шансы получить сварочную работу своей мечты, убедитесь, что у вас есть время, чтобы подготовиться. Воспользуйтесь карьерными услугами, составьте резюме, которое будет продавать вас работодателям, и по-настоящему потренируйтесь на собеседованиях, чтобы произвести хорошее впечатление.
 Подготовка – это все, когда у вас есть реальные навыки для выполнения работы, и с этим вы обязательно получите работу, которая направит вас на новый карьерный путь.
Подготовка – это все, когда у вас есть реальные навыки для выполнения работы, и с этим вы обязательно получите работу, которая направит вас на новый карьерный путь.Узнайте больше о нашей программе сварки.
Какая квалификация мне нужна, чтобы стать сварщиком
Курсы и тренинги для сварщиков откроют для вас широкий карьерный путь. Кроме того, сварщики используют свои знания и навыки для соединения металлов и обеспечения их соответствия определенным критериям прочности и долговечности. Сварщики – это высококвалифицированные специалисты. Курсы для сварщиков предоставляют возможности для обучения на рабочем месте и обучения, которые ведут к успешной карьере сварщика.
Кроме того, чтобы стать сварщиком, вам необходимо пройти сертификационные программы и пройти обучение под руководством квалифицированного сварщика. Чтобы участвовать в классах сварщиков, вам может понадобиться аттестат о среднем образовании. Тем не менее, большинство людей обучаются по программам местных колледжей или техникумов, чтобы изучить свою профессию и улучшить свои навыки, а работодатели предпочитают тех, у кого есть сертификаты.
Между тем, производственный опыт так же необходим, и люди идут на него, проработав несколько лет подмастерьем.Вот образовательные квалификации, которые могут вам понадобиться, чтобы стать сварщиком.
- Диплом средней школы
- Степень бакалавра
- балла GCSE
- Ученичество
- Основные сертификаты сварки
Сколько времени нужно, чтобы стать сварщиком?
Чтобы стать сварщиком, необходимо немного формального образования и обучения. Тем не менее, есть много путей, которые вы должны выбрать в этом отношении. Например, вы можете пойти по пути ученичества или профессионального пути; после этого некоторые начинают свое обучение прямо со школы.Хотя средние школы предлагают профессиональные курсы, они не изучают все навыки, необходимые для того, чтобы стать опытным сварщиком.
Существует несколько программ обучения и сертификатов, которые обеспечивают стандартизацию. Эти программы требуют набора стажеров на профессиональном пути сварочной карьеры.
 Требуется стать сварщиком и получить все необходимые полномочия в зависимости от программы сертификации и обучения. Чтобы стать сварщиком, нужно от семи месяцев до двух лет, в зависимости от выбранной программы.
Требуется стать сварщиком и получить все необходимые полномочия в зависимости от программы сертификации и обучения. Чтобы стать сварщиком, нужно от семи месяцев до двух лет, в зависимости от выбранной программы.Почему вам следует выбрать техникумы по сварке?
Технологические школы сварки помогут вам ознакомиться с предметами математики и естественных наук. Школьное образование — не единственный способ стать сварщиком. Тем не менее, у него есть свои преимущества. Действительно, профессионально-технические училища и общественные колледжи могут быть еще одним путем.
Кроме того, сертификационная программа занимает от 8 до 18 месяцев. Получение сертификата занимает еще месяц.
Существуют профессионально-технические училища, предлагающие краткосрочные курсы, по окончании которых вы получите сертификат.В то же время для получения степени младшего специалиста по технологии сварки требуется два года и месяц для сертификации. Напротив, для получения степени бакалавра в области сварки требуется четыре года плюс один месяц для получения сертификата.

Профессионально-технические училища уделяют особое внимание следующим областям:
- Методы сварки
- Магазинная безопасность
- Чертеж
- Подъем трубы
- Магазинная безопасность
- Техника резки
- Обучение технике безопасности
- Металлургия
- Такелаж
Школы сварщиков в Филадельфии
Сварка — это путь с большим количеством возможностей трудоустройства, и он продолжает расти.Действительно, сварщики очень требовательны в различных отраслях, включая автомобильную, аэрокосмическую, строительную и военную. Тем не менее, имея надлежащие классы сварщика, вы могли бы сделать карьеру инспектора по сварке, техника-сварщика, сборщика, специалиста по ремонту и обслуживанию робототехники, технических продаж или одной из многих других специализированных областей сварки.
Кроме того, сварщик должен быть знаком с правильной интерпретацией и методами настройки в сварочных школах.
 Они также предоставляют вам процессы, отвечающие всем необходимым стандартам, требуемым в отрасли.
Они также предоставляют вам процессы, отвечающие всем необходимым стандартам, требуемым в отрасли.Более того, соискатели специализируются на всех типах металлов; это происходит только с хорошими программами обучения. Филадельфийский технологический учебный институт является лучшим сварочным институтом в мире. Благодаря их аккредитованной программе Welding Technology вы с большой вероятностью получите сварочные работы.
Ключи релевантности, которые следует учитывать, чтобы стать сварщиком
Сварка может быть плодотворной карьерой для людей, которые любят создавать или ремонтировать определенные аппаратные средства или другие навыки сварки.Между тем, сварщики должны много практиковаться и тренироваться, чтобы добиться успеха в этой конкретной области. Чтобы заниматься сваркой, вы должны выполнять следующие обязанности
- Чтобы убедиться, что все проекты выполняются точно в срок.
- Для проверки безопасности инструментов и оборудования.
- Не забывайте о соблюдении всех правил техники безопасности при работе.

- Для регулирования температуры пламени и металлов в процессе сварки.
- Очистите все сварочное оборудование после завершения работы.
Вот шесть простых шагов, которые нужно знать, чтобы стать квалифицированным сварщиком.
- Изучить различные виды сварочных работ
- Подать заявку на получение аттестата об окончании средней школы
- Подать заявление на получение степени
- Набрать опыт
- Стать сертифицированным сварщиком
- Искать работу
Сколько стоят курсы сварки?
Стоимость получения диплома сварщика зависит от школы, которую вы посещаете, и от уровня курсов сварки, которые вы ищете.Однако, когда вы идете в торговую школу, вы хотите платить от 6000 до 15000 долларов.
Если сравнить программу бакалавриата на 3-4 года, то уроки сварки очень разумны в зависимости от школы и ее учебной программы, они стоят около 5000 долларов и обычно длятся примерно семь-восемь месяцев; программы колледжа ближе к 15 месяцам и стоят в среднем 15 000 долларов.

Кроме того, колледж предоставляет множество дополнительных преимуществ; Обучение сварке занимает меньше времени и стоит дешевле.Большинство этих сварщиков работают на нефтеперерабатывающих заводах и буровых установках. Однако есть и другие возможности. Например, сварщик зарабатывает в среднем 40 долларов в час, а средняя зарплата составляет от 52 000 до 65 000 долларов в год.
Заключение
Сварщикипользуются большим спросом во всем мире. Так что да, сварщики хорошо зарабатывают. Кроме того, средняя зарплата сертифицированного сварщика составляет около 17,89 долларов в час.
И их годовая зарплата составляет 42 000 долларов. Кроме того, Б.Л.С. эксперты говорят, что к 2027 году спрос будет увеличиваться на 6% в год, что является одним из самых высоких показателей спроса в обрабатывающей промышленности.
Чем больше опыта вы получите в этой области, тем дальше вы сможете продвинуться по карьерной лестнице. Сегодня есть много вакансий для сварщиков, и главное, чтобы вы получили надлежащее образование.
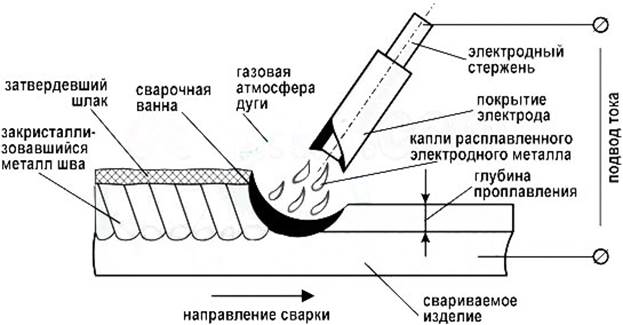 Теперь, когда вы знаете, как стать сварщиком, вы можете начать свое сварочное путешествие с нами в PTTI, так чего же вы ждете!
Теперь, когда вы знаете, как стать сварщиком, вы можете начать свое сварочное путешествие с нами в PTTI, так чего же вы ждете!Подробнее:
| Карьера в сварке
Чем ближе вы подходите к выпускному, тем чаще люди спрашивают вас: «Что ты делаешь после школы?» На этот вопрос может быть действительно сложно ответить.Четырехлетнее обучение в колледже подходит не всем, особенно когда средний студент заканчивает колледж с долгами около 30 000 долларов.
Если вам нужна карьера, которую вы можете начать быстро, которая пользуется большим спросом и предлагает как хорошую начальную зарплату, так и возможности для продвижения по службе, вам нужно изучить сварочную отрасль.
Чем занимается сварщик?
На базовом уровне сварщик берет два куска металла и соединяет их вместе, чтобы они были такими же прочными, как один кусок.Это можно сделать с помощью нескольких различных процессов, вручную или с помощью роботизированного оборудования.
 Сварщики могут работать где угодно, от производственного цеха до строительной площадки на открытом воздухе по всему миру.
Сварщики могут работать где угодно, от производственного цеха до строительной площадки на открытом воздухе по всему миру.Быть сварщиком не так просто, как сбить вместе два куска дерева. Сварка включает в себя сложную химию, чтобы убедиться, что металлы будут правильно держаться вместе. Также требуется подготовка и навыки, чтобы создать прочный сварной шов, чтобы построить автомобиль, мост, корабль или множество других конструкций, которые мы используем каждый день.По этим и многим другим причинам сварка является увлекательной работой, которая также может очень хорошо оплачиваться.
Сколько зарабатывает сварщик?
Заработная плата сварщиков может варьироваться в зависимости от того, где вы живете, и от типа выполняемой вами работы. Глядя на средние показатели по стране, большинство новых сварщиков зарабатывают от 27 000 до 34 500 долларов в год. Работа с полной занятостью также может иметь важные преимущества, такие как медицинская страховка.
Конечно, это только отправная точка.
 По мере того, как вы приобретаете больше опыта и, возможно, получаете различные сертификаты, сварка предлагает еще более высокий потенциал заработка.Средняя зарплата всех сварщиков в США составляет около 44 000 долларов, но можно заработать 100 000 долларов и больше в зависимости от того, на каком типе сварки вы специализируетесь.
По мере того, как вы приобретаете больше опыта и, возможно, получаете различные сертификаты, сварка предлагает еще более высокий потенциал заработка.Средняя зарплата всех сварщиков в США составляет около 44 000 долларов, но можно заработать 100 000 долларов и больше в зависимости от того, на каком типе сварки вы специализируетесь.Как видите, сварщиком можно неплохо зарабатывать. Итак, с чего начать?
Как стать сварщиком
Для работы в большинстве учебных заведений и рабочих мест по сварке необходимо иметь аттестат о среднем образовании или GED. Пока вы еще учитесь в старшей школе, дополнительные занятия по математике и естествознанию пригодятся (и помогут вам заработать больше денег), как только вы начнете заниматься сваркой.
В большинстве случаев есть три основных способа пройти обучение на сварщика:
- Посещение техникума. По всей стране есть много техникумов, где можно сосредоточиться на сварке. Вы узнаете о свойствах металлов, различных процессах сварки, безопасности и многом другом.
 Обычно вы можете закончить программу менее чем за год, а технические школы значительно дешевле, чем четырехлетние колледжи.
Обычно вы можете закончить программу менее чем за год, а технические школы значительно дешевле, чем четырехлетние колледжи.
После окончания программы и отработки навыков вы можете зарегистрироваться для прохождения теста AWS Certified Welder.Как только вы пройдете и получите сертификат, работодатели будут знать, что вы подходите для хорошо оплачиваемой работы.
Если этот путь покажется вам интересным, вы можете поискать ближайшую к вам школу сварщиков.
- Посещение муниципального колледжа. Ваш местный общественный колледж может предложить программу сварки. Большая разница между этим маршрутом и технической школой заключается в том, что вам, возможно, придется пройти несколько общих курсов, не связанных со сваркой, в местном колледже, чтобы получить степень младшего специалиста.
Это дополнительное образование может быть ценным, когда вы ищете работу, но обычно требуется около двух лет, чтобы пройти программу сварки в муниципальном колледже.
 Вы также захотите пройти сертификационный тест AWS. Два года могут показаться долгими, но это все же половина времени, которое требуется большинству студентов, чтобы получить степень бакалавра, так что вы все еще получаете преимущество в своей карьере.
Вы также захотите пройти сертификационный тест AWS. Два года могут показаться долгими, но это все же половина времени, которое требуется большинству студентов, чтобы получить степень бакалавра, так что вы все еще получаете преимущество в своей карьере.- Примите участие в стажировке. Стажировку в области сварки можно пройти через работодателей или спонсировать торговые организации. Программа включает в себя занятия в классе и обучение на рабочем месте, где вы работаете вместе с опытными сварщиками. Это может быть отличным способом получить практический опыт, чтобы развить свои навыки и изучить важные правила техники безопасности.
Путь ученичества может занять больше времени, чем обучение в техникуме или колледже – обычно около четырех или пяти лет. Но есть и большие преимущества. Во-первых, вам, скорее всего, будут платить, пока вы обучаетесь. Кроме того, вы можете завершить свою программу по таким специальностям, как металлообработка, монтаж трубопроводов или изготовление котлов, что поможет вам быстрее продвинуться по карьерной лестнице.

Что еще нужно знать
- После окончания учебы будьте готовы применить свои навыки сварщика на собеседовании, показав работодателям, что вы умеете производить качественные сварные швы.
- Многие сварочные работы начального уровня требуют обучения на рабочем месте для приобретения специальных навыков.
- Вы можете продвигаться по карьерной лестнице, получая сертификаты или другие сертификаты для различных методов сварки, специальностей или отраслей.
- Как и в любой другой карьере, наличие безупречного резюме и хорошие навыки прохождения собеседования важны для получения желаемой работы.
Сделайте следующие шаги
Когда вы решаете, что делать после школы, у вас есть много вариантов.Стать сварщиком — это один из способов начать карьеру в течение года после выпуска и сразу же хорошо зарабатывать.
Первоначально эта статья была опубликована на WeldingDigest.com
Сколько учиться на сварщика? | Работа
После того, как вы начнете работать сварщиком, вы сможете выполнять такие работы, как ремонт зданий и мостов.
 Конкретные рабочие места, на которых вы можете работать сварщиком, включают в себя полевого производителя, дуговую сварку, сварку листового металла или подводную сварку. Как правило, для работы сварщиком у вас должно быть как минимум среднее образование.В некоторых городах вам может потребоваться получить официальные сертификаты или лицензии, прежде чем вы начнете работать над проектами сварки. В зависимости от того, где вы живете, может потребоваться несколько месяцев, чтобы соответствовать всем требованиям, чтобы стать сварщиком.
Конкретные рабочие места, на которых вы можете работать сварщиком, включают в себя полевого производителя, дуговую сварку, сварку листового металла или подводную сварку. Как правило, для работы сварщиком у вас должно быть как минимум среднее образование.В некоторых городах вам может потребоваться получить официальные сертификаты или лицензии, прежде чем вы начнете работать над проектами сварки. В зависимости от того, где вы живете, может потребоваться несколько месяцев, чтобы соответствовать всем требованиям, чтобы стать сварщиком.Высшее обучение
По данным Бюро статистики труда Министерства труда США, некоторые работодатели проводят обучение на рабочем месте для вновь принятых на работу сварщиков. Однако многие работодатели предпочитают, чтобы сварщики заканчивали курсы сварки в высших учебных заведениях, таких как технические и профессиональные училища и аккредитованные колледжи и университеты.Курсы, которые вам, возможно, придется пройти, включают физику, химию, математику, металлургию и чертежи.
 Некоторые программы требуют, чтобы вы прошли 160 часов курсовой работы, но вам, возможно, придется пройти 900 часов курсовой работы, чтобы закончить другие программы.
Некоторые программы требуют, чтобы вы прошли 160 часов курсовой работы, но вам, возможно, придется пройти 900 часов курсовой работы, чтобы закончить другие программы.Сертификация
В зависимости от того, на кого вы работаете, вам может потребоваться пройти сертификацию. Американское общество сварщиков предлагает сертификаты сварщиков. Вы должны подать заявку, оплатить регистрационный сбор и сдать экзамен, чтобы получить сертификат.Темы, по которым вы будете тестироваться, включают сварку трубопроводов и связанных с ними объектов, дуговую сварку металлическим газом, сварку листового металла, сварку разделкой и правила структурной сварки.
Лицензирование
Город, в котором вы работаете, может потребовать, чтобы вы получили лицензию до того, как начнете работать сварщиком. Как правило, это включает сдачу письменного экзамена, утвержденного государством. Кроме того, в некоторых городах лицензии выдаются через транспортные или строительные отделы.
Специальное обучение
Если вы планируете работать подводным сварщиком, вы должны пройти курсы профессионального дайвинга.
 Типы занятий, которые вы можете пройти, включают погружение на смешанном газе, декомпрессию, морскую подготовку на дайв-лодке, такелаж и проникновение в трубы. В качестве подводного сварщика вы можете выполнять множество задач, включая осмотр и ремонт мостов, судов и водоочистных сооружений.
Типы занятий, которые вы можете пройти, включают погружение на смешанном газе, декомпрессию, морскую подготовку на дайв-лодке, такелаж и проникновение в трубы. В качестве подводного сварщика вы можете выполнять множество задач, включая осмотр и ремонт мостов, судов и водоочистных сооружений.Перспективы работы
Ожидается, что с 2010 по 2020 год темпы роста числа рабочих мест для сварщиков, паяльщиков, паяльщиков и резчиков составят примерно 15 процентов. Этот темп роста является средним по сравнению с другими профессиями.Бюро статистики также сообщает, что по состоянию на май 2011 года средняя годовая заработная плата сварщиков, паяльщиков, паяльщиков и резчиков составляла 37 920 долларов США.
Технология сварки
Карьера сварщика не имеет границ. Часто это востребованная профессия, которая позволяет работать в самых разных условиях.
 Если вам нравится работать руками и вы чувствуете удовлетворение от выполнения проекта, рассмотрите нашу программу «Технологии сварки».
Если вам нравится работать руками и вы чувствуете удовлетворение от выполнения проекта, рассмотрите нашу программу «Технологии сварки».Вы научитесь быть мастером-сварщиком в нашем впечатляющем учебном заведении в нашем центре Archdale Center. Программа включает в себя обучение процессам сварки и резки плавящимся и неплавящимся электродом. Вам будут предоставлены стандартные для отрасли навыки, полученные в ходе обучения в классе и практического применения. Курсы включают чтение печатных текстов, металлургию, проверку сварки, а также разрушающие и неразрушающие испытания.
По окончании учебы вы можете работать техником в сварочной и металлообрабатывающей промышленности.Возможности карьерного роста существуют в строительстве, производстве, изготовлении, продажах, контроле качества, надзоре и самозанятости, связанной со сваркой.
Диплом
[D50420]Курсы по этой дипломной программе предлагаются в Archdale Center.
Первый год: осенний семестр (18 часов семестра)
Первый год: весенний семестр (19 часов семестра)
Первый год: летняя сессия (кредит на 10 семестровых часов)
Общее количество часов за семестр Кредит: 47
Диплом (вечерняя)
[D50420E]Курсы по этой дипломной программе предлагаются в Archdale Center.
Первый год: весенний семестр (18 часов семестра)
Первый год: летний семестр (19 часов семестра)
Первый год: летняя сессия (кредит на 10 семестровых часов)
Второй год: весенний семестр (зачет часов за 11 семестров)
Общее количество часов за семестр Кредит: 47
Сертификат МИГ
[C50420M]Курсы по этой сертификационной программе предлагаются в Archdale Center.
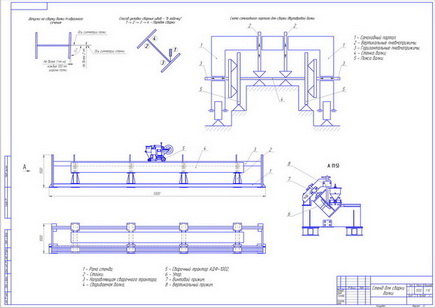
Первый год: осенний семестр (9 часов за семестр)
Первый год: весенний семестр (3 академических часа за семестр)
Всего часов за семестр Кредит: 12
Сертификат TIG
[C50420T]Курсы по этой сертификационной программе предлагаются в Archdale Center.
Первый год: осенний семестр (9 часов за семестр)
- WLD 110 – Процессы резки 1 3 0 2
- WLD 131 — пластина GMAW (TIG) 2 6 0 4
- WLD 141 — Символы и характеристики 2 2 0 3
Первый год: весенний семестр (3 академических часа)
- WLD 132 — GMAW (TIG) пластина/шип 1 6 0 3
Всего часов за семестр Кредит: 12
Аккредитованный AWS центр тестирования и SENSE
Сварочный центр Archdale Community College Randolph был назван Американским обществом сварщиков аккредитованным испытательным центром (ATF).
 Программа AWS Accredited Test Facility устанавливает минимальные требования к испытательным центрам, их персоналу и оборудованию для получения аккредитации для тестирования и квалификации сварщиков. Программа испытаний RCC может проверять сварщиков по любому из восьми различных кодов и стандартов.
Программа AWS Accredited Test Facility устанавливает минимальные требования к испытательным центрам, их персоналу и оборудованию для получения аккредитации для тестирования и квалификации сварщиков. Программа испытаний RCC может проверять сварщиков по любому из восьми различных кодов и стандартов.ЦЕНЫ НА ИСПЫТАНИЯ СЕРТИФИЦИРОВАННЫХ СВАРОЧНЫХ МАШИН RCC AWS
- Сертификационный практический тест (3 часа) $350,00
- Сертификация AWS, однопозиционная пластина от 3/8” до 1” (2 часа) $500,00
- Сертификация AWS, многопозиционная пластина от 3/8” до 1” (2 часа) 650 долларов США.00
- AWS Certification Test, 2G Position Pipe (график 80) (3 часа) $600,00
- Сертификационный тест AWS, труба позиционирования 5G (график 80) (3 часа) $600,00
- Сертификационный тест AWS, 6G Position Pipe (график 80) (3,5 часа) $675,00
- Трубка Super Coupon, трубка 6G Position (4 часа) $900,00
- Сертификационное испытание AWS или ASME, повторное испытание планшета (2 часа) $300,00 Сертификационные испытания
- AWS или ASME, повторные испытания труб (3,5 часа) 400 долларов США.
 00
00
Сборы AWS
Плата за обработку в размере 50 долларов США взимается AWS за каждый сертификационный документ по испытанию сварных швов. Это , а не , включенный в вышеуказанную цену.
Испытательный центр расположен в Archdale Center RCC (110 Park Drive Archdale, NC 27263).
Свяжитесь с руководителем тестирования для получения дополнительной информации:
Майкл Форд
Начальник отдела технологии сварки
336-328-1756
msford@randolph.образованиеRCC’s Archdale Welding Center является организацией, участвующей в SENSE (Школы, повышающие квалификацию посредством национального профессионального образования) с AWS. SENSE — это набор спецификаций и руководств, призванных помочь школам в обучении сварщиков и гарантировать, что все выпускники обладают знаниями и навыками, необходимыми для работы в полевых условиях.
Стажеры, завершившие программу обучения, совместимую с SENSE, имеют право на получение сертификата AWS SENSE и карты кошелька.
 Программа SENSE включает четыре различных сертификата, которые может получить стажер, по одному для каждого предлагаемого процесса сварки (SMAW, GMAW, GTAW и FCAW).
Программа SENSE включает четыре различных сертификата, которые может получить стажер, по одному для каждого предлагаемого процесса сварки (SMAW, GMAW, GTAW и FCAW).Технические стандарты
Учебная программа по технологии сварки дает учащимся четкое представление о науке, технологиях и приложениях, необходимых для успешной работы в сварочной и металлообрабатывающей промышленности. Чтобы эффективно обучать специалистов по сварочным технологиям, выполнение определенных функций включено в программу.Преподаватели и студенты должны продемонстрировать владение этими функциями в рамках программы «Технология сварки». К основным функциям относятся:
- Критическое мышление: критическое мышление, достаточное для того, чтобы использовать логику и рассуждения для выявления сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам.
 Например, подготовка образцов для испытаний сварных швов с правильной геометрией соединения.
Например, подготовка образцов для испытаний сварных швов с правильной геометрией соединения. - Навыки межличностного общения: межличностные способности, достаточные для взаимодействия с коллегами в физически и умственно сложных условиях окружающей среды.Например, работая с другими студентами и преподавателями.
- Коммуникативные навыки: коммуникативные навыки, достаточные для общения в классе и в магазине с использованием сварочных терминов и правил техники безопасности, относящихся к сварке. Например, возможность сообщить процедуры, относящиеся к сварке.
- Физические навыки: физические способности, достаточные для выполнения сварочных работ в горячей (90+ градусов) и холодной среде, ловкость для выполнения сварных швов во всех положениях (плоских, горизонтальных, вертикальных и над головой) на уровне пола и на высоте более шести футов, способность используйте ручные инструменты, такие как шлифовальные машины, газовая горелка и молоток.
- Весовая нагрузка: несущая способность, достаточная для подъема и переноса веса до 50 фунтов.
 Например, подъем стальных пластин.
Например, подъем стальных пластин. - Зрение: зрительные навыки, достаточные для того, чтобы видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя) с корректирующими линзами или без них. Например, возможность увидеть сварочную ванну.
- Слушание: навыки слушания, достаточные для того, чтобы уделять полное внимание тому, что говорят другие люди, уделяя время тому, чтобы понять высказанные мысли, задавая вопросы по мере необходимости и не перебивая в неподходящее время.Например, прислушиваясь к оценке проблемы преподавателями и клиентами.
- Мониторинг: способность мониторинга, достаточная для мониторинга/оценки собственной деятельности, других или организаций для внесения улучшений или принятия корректирующих действий. Например, умение распознавать дефекты и уметь их ремонтировать.
НЕ ВСЕ ПРИМЕРЫ ПРИВЕДЕНЫ.
Общественный колледж Рэндольфа является учебным заведением, соответствующим требованиям ADA. Колледж не допускает дискриминации на основании инвалидности в процессе приема или в доступе к его программам, услугам и/или мероприятиям для квалифицированных лиц, отвечающих основным квалификационным требованиям. Колледж предоставит разумные приспособления для лиц с документально подтвержденной инвалидностью, которые имеют право на получение или участие в программах, услугах и/или мероприятиях колледжа. Служба поддержки студентов предоставляет консультанта по инвалидности, чтобы помочь учащимся запросить приспособления, связанные с инвалидностью. Если учащийся считает, что он/она не может выполнять одну или несколько основных функций без приспособлений, ему рекомендуется как можно скорее сообщить об инвалидности консультанту по вопросам инвалидности.Студенты должны подтвердить способность выполнять основные функции учебной программы подписанным заявлением, когда они начинают программу.
Колледж предоставит разумные приспособления для лиц с документально подтвержденной инвалидностью, которые имеют право на получение или участие в программах, услугах и/или мероприятиях колледжа. Служба поддержки студентов предоставляет консультанта по инвалидности, чтобы помочь учащимся запросить приспособления, связанные с инвалидностью. Если учащийся считает, что он/она не может выполнять одну или несколько основных функций без приспособлений, ему рекомендуется как можно скорее сообщить об инвалидности консультанту по вопросам инвалидности.Студенты должны подтвердить способность выполнять основные функции учебной программы подписанным заявлением, когда они начинают программу.Свяжитесь с нами!
Есть еще вопросы о программе младшего медсестер? Мы здесь, чтобы помочь.
Майкл Форд
Начальник отдела сварки
msford@randolph. edu
edu
336-328-1756Диплом по сварке и изготовлению – Колледж Центральных озер
Описание программы
Программа «Сварка и изготовление» предназначена для создания основы навыков и знаний, ведущих к карьере в области сварки и изготовления.Преподаватели привносят в программу богатый отраслевой опыт и профессионализм. Сварочная лаборатория оборудована по последнему слову техники, а помещение просторное, чистое и хорошо проветриваемое, а также оснащено новейшим оборудованием для создания превосходной учебной среды. В CLC студенты-сварщики обучаются методам, которые поднимут их навыки выше, чем у среднего студента. Учащиеся CLC развивают навыки сварки, резки, металлургии, производства, чтения чертежей и математики. По завершении программы студенты будут готовы пройти сертификацию по сварке и вступительные экзамены.
Результаты программы
Завершив эту программу, учащиеся достигнут следующих результатов обучения:
• Применение надлежащих отраслевых стандартов безопасности;
• Применять процедуры безопасности при сварке и резке;
• Определение подходящих сварочных материалов и флюсов для выбранного процесса;
• Выполнять различные сварочные процессы с использованием соответствующего оборудования и процедур настройки, а также для GMAW, SMAW, GTAW и OAW;
• Применять основные принципы сварки, символы, чертежи и металлургию сварки;
• Разработка и выполнение производственных проектов в соответствии со спецификациями;
• Чтение и интерпретация производственных чертежей и чертежей; и
• Демонстрировать эффективные письменные и устные коммуникативные навыки.
Карьерные возможности
По окончании обучения студенты-сварщики будут подготовлены к карьере в области строительства, трубопроводов, изготовления металлоконструкций, производства, ремонта и специализированных/нестандартных работ. Профессии, связанные с дуговой сваркой, газовой дуговой сваркой, сваркой под флюсом, TIG, кислородно-ацетиленовой резкой, плазменной резкой и общим производством, являются примерами выбора, доступного для выпускников. Область сварки и производства идеально подходит для тех, кто любит ручную работу. Общие карьерные должности включают сварщика на производстве, специалиста по изготовлению сварщиков, специалиста по изготовлению металла, мастера цеха по изготовлению, мастера сварочного цеха, владельца или менеджера сварочного цеха, продавца сварочных материалов и продавца сварочной продукции.
Возможности передачи
Некоторые курсы сварщиков могут быть переведены в различные четырехлетние колледжи. Поскольку у каждого колледжа есть свои требования, уточните у консультанта возможность перевода.
Выпускные требования
В дополнение к требованиям программы, студенты должны соответствовать следующим условиям, чтобы получить высшее образование:
1. Требование колледжа к совокупному среднему баллу: совокупный средний балл (GPA) кредитов, предпринятых и завершенных в CLC, должен быть не менее 2.0;
2. Требование к среднему техническому баллу колледжа: Совокупный средний балл кредитов, предпринятых и выполненных для получения технического ядра диплома или степени, должен быть не менее 2,0;
3. Требования к проживанию: студенты должны набрать 25% своих кредитов в Central Lakes College.Статистика занятости
Для получения дополнительной информации о статистике занятости, информации о заработной плате и предполагаемом росте числа рабочих мест, перейдите по ссылкам ниже:
https://apps.deed.state.mn.us/lmi/ces/
.
http://www.bls.gov/ooh/home.htm
http://www.iseek.org/jobs/jobmarket.html
- Хорошее образование и технические навыки.