
Приварка фланца к трубе плоская, сквозная и воротниковая
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.
Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.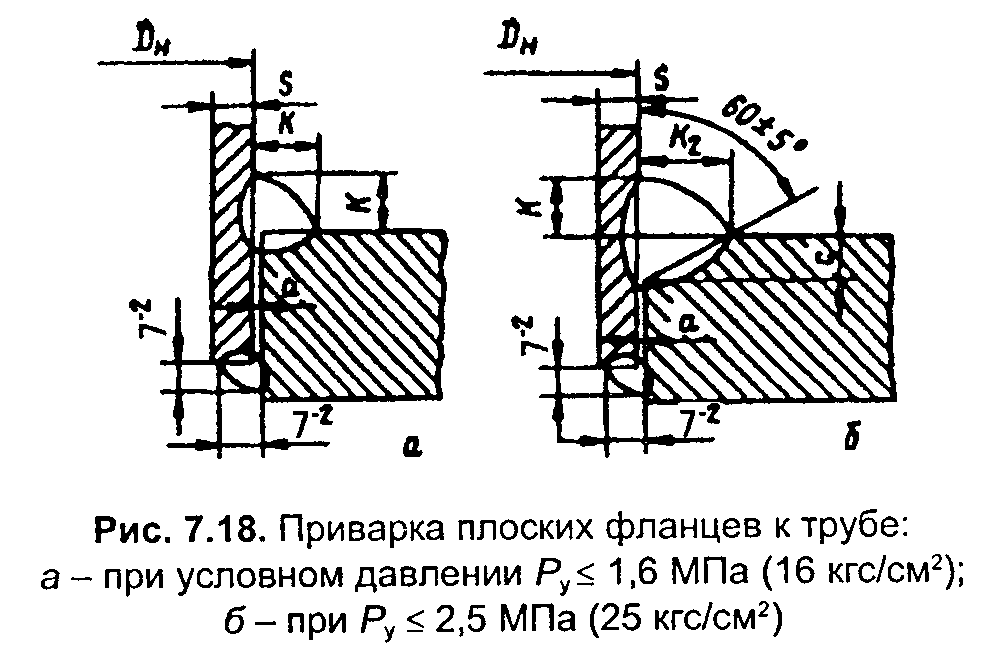
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.

- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков.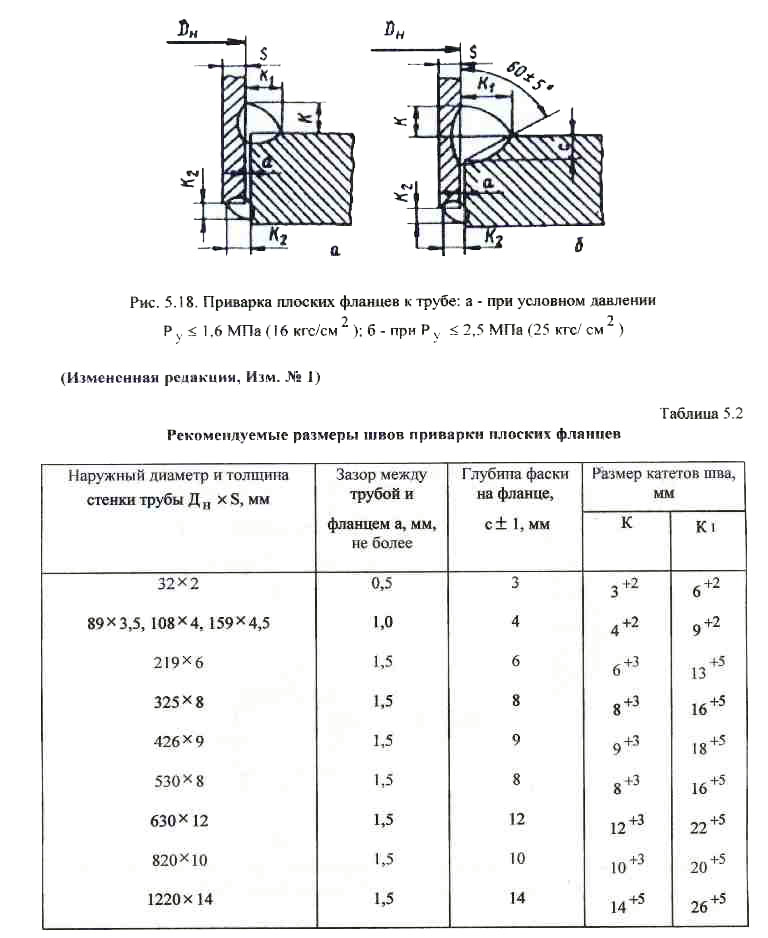 Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.
Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое.
На видео процесс сварки рассматривается более подробно.
Сварка фланцев – Svarcom
В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок
Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).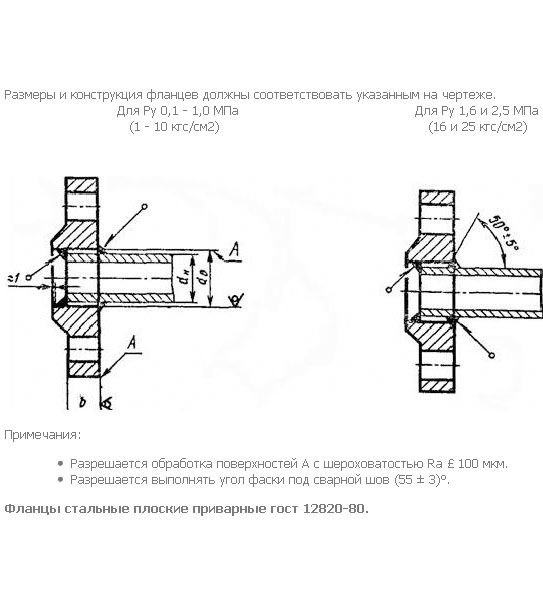
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы.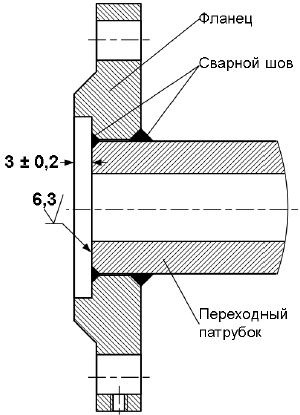
Сварка фланцев — техника
Величина зазора в стыке или как часто его называют люфт часто определяет технику сварки. В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта. В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Для зазора в 4-5мм, сварка ведется угловыми швами с большими катетами равными стандартной величине плюс высота зазора.
Ширина и высота шва зависят от размера трубы в поперечнике. Обратимся к примерам. Для внешнего шва необходимо большее количество наплавленного металла со стороны фланца. Таким образом шов немного не симметричен и его катет на трубе будет меньше. Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Сварка фланцев должна проводиться с двух сторон. Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев. При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм.
Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
Накладка сварного шва только с одной стороны применима для стальных фланцев, привариваемых встык, когда вплотную соединяются «воротник» фланца и торец трубы.
Сварка патрубков
Предварительно патрубок и фланец прихватывают с соблюдением всех углов. После сварной узел устанавливается на вращатель. Обрызгивается спреем против сварочных брызг и начинаем сварку.
Стандартно, согласно ГОСТу 16037-80 для труб с давлением от 10 до 25 кгс/см2 необходимо на фланце делать скосы .
Для приварки фланцев, патрубков рекомендуется использовать вращатели. Они дают возможность легко вращать, наклонять в нужное положение и приподнимать обрабатываемую деталь или кусок трубы. Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Необходимые меры предосторожности
Сварка фланцев требует внимания и соблюдения мер, способных уберечь сварщика от наиболее распространенных ошибок. Предварительно перед сваркой нужно зачистить и подготовить кромки. Соединяя воедино фланцевые соединения следите за тем, чтобы они были строго перпендикулярны к оси трубы.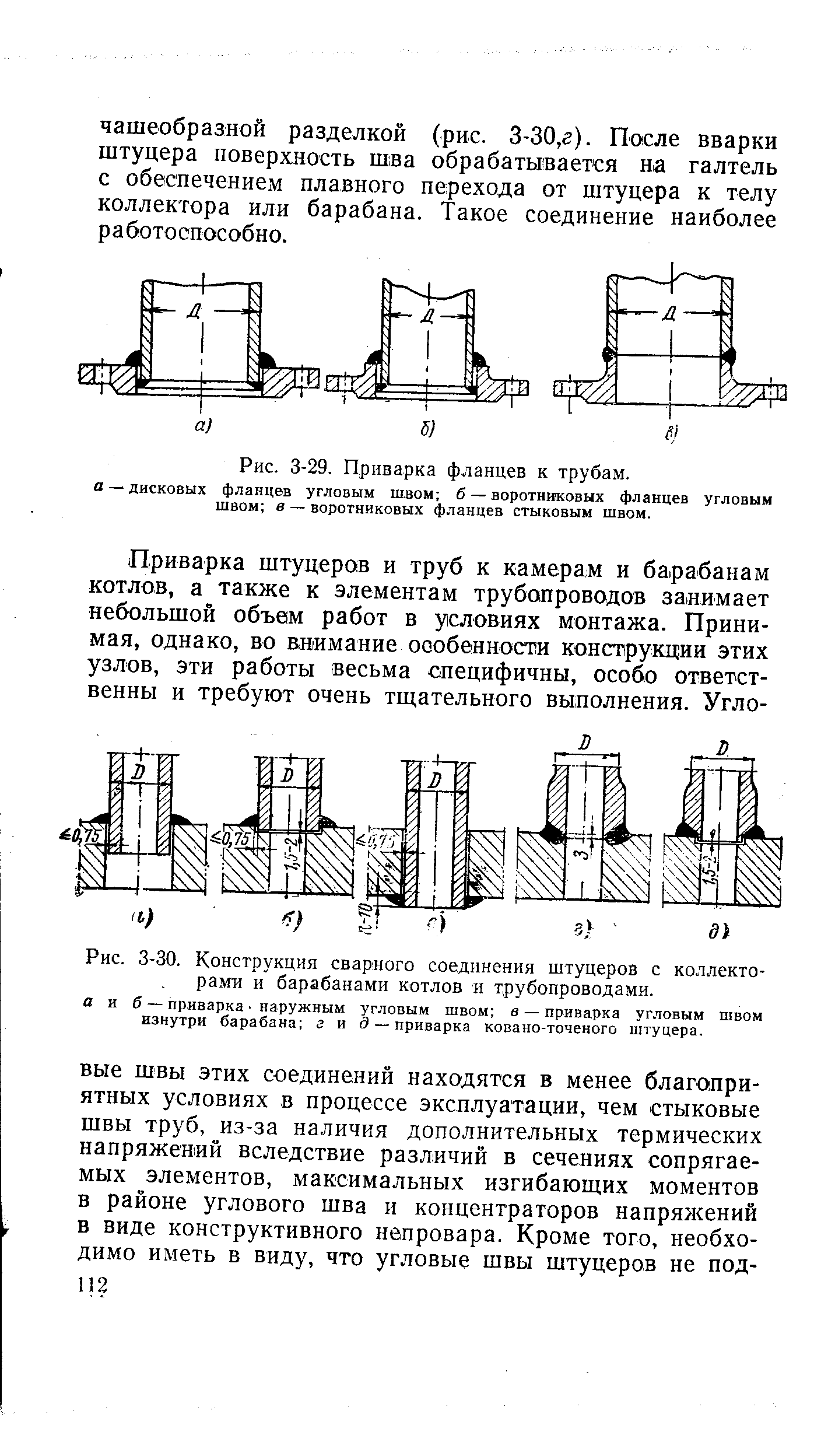 Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Чтобы проверить ровно ли приварен фланец (перпендикулярность, соосность) можно воспользоваться обычным или специально предназначенным угольником для фланцев.
При самостоятельной сборке узлов требуется учитывать длину болтов, толщину прокладки. Необходимо чтобы все головки болтов располагались с одной стороны, не были утоплены, а их окончания выступали на уровень трех шагов резьбы. Сварной шов и край трубы не должны быть выше уровня зеркала фланца.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр.
Контроль качества сварных швов
Для проверки качества сварного шва чаще всего используют старый добрый внешний осмотр с замерами размеров при надобности. Убедитесь в том, что видимые дефекты отсутствуют:
- трещины,
- непровары,
- кратеры более 0,5 мм,
- прожоги,
- поры,
- шлаковые включения,
- значительные отклонения высоты или ширины шва,
- подрезы и наплывы в переходной зоне от основного металла к наплавленному.

Неразрушающие методы контроля: ультразвуковой, радиографический метод. Последний обязателен для контроля допускных стыков. Иногда металлографические исследования.
Страница не найдена – steelfactoryrus.com
Металл
Содержание1 Ремонт направляющих станины токарного станка1.1 Ремонт шабрением1.2 Ремонт строганием2 Ремонт фрезерных станков Корвет
Своими руками
Содержание1 Принципы самостоятельного изготовления муфельной печи1. 1 Преимущества и недостатки муфельных печей1.2 Классификация муфельных печей1.3
1 Преимущества и недостатки муфельных печей1.2 Классификация муфельных печей1.3
Сварка
Содержание1 Как изготовить полуавтомат из инвертора своими руками1.1 Строение1.2 Принцип работы1.3 Полуавтомат Саныча1.4 Настройка
Сварка
Содержание1 Сварка кузова1. 1 Цены на сварочные работы по автомобилю1.2 Сварка лонжеронов1.3 Сварка арок1.4 Сварка
1 Цены на сварочные работы по автомобилю1.2 Сварка лонжеронов1.3 Сварка арок1.4 Сварка
Своими руками
Содержание1 Чпу станок своими руками: пошаговая инструкция, схемы, советы1.1 Работы подготовительного этапа1.2 Сборка некоторых
Сталь
Содержание1 Технические характеристики стали 30ХГСА, особенности и применение1. 1 Сортамент продукции1.2 Обозначение1.3 Что придают добавки1.4
1 Сортамент продукции1.2 Обозначение1.3 Что придают добавки1.4
Страница не найдена – steelfactoryrus.com
Своими руками
Содержание1 Как правильно смазывать и собирать перфоратор Bocsh2.1 Как продлить работоспособность перфоратора Бош1.2 Сборка
Металл
Содержание1 Необычные методы удаления ржавчины с металла1. 1 Натуральные средства, позволяющие удалить ржавчину с металла
1 Натуральные средства, позволяющие удалить ржавчину с металла
Обработка сталей
Содержание1 П образный профиль1.1 П образный стальной профиль в строительстве и его особенности1.2 Предназначение
Металл
Содержание1 Топ-5 термостойких красок по металлу: применение1. 1 Состав огнеупорных красителей1.2 Сфера применения1.3 Как правильно
1 Состав огнеупорных красителей1.2 Сфера применения1.3 Как правильно
Приспособления
Содержание1 Приспособления для удобства сборки мебели своими руками1.1 Инструменты для разметки, сборки и обработки1.2
Температуры
Содержание1 Титан1. 1 Физические и механические свойства1.2 Химические свойства1.3 Способы получения1.4 1. Магниетермический процесс1.5 2.
1 Физические и механические свойства1.2 Химические свойства1.3 Способы получения1.4 1. Магниетермический процесс1.5 2.
Сварка фланцев к трубе
Сварка фланцев
В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.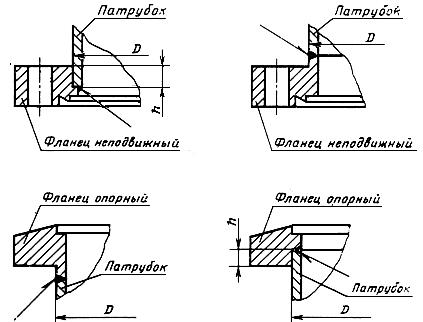
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Сварка фланцев — техника
Величина зазора в стыке или как часто его называют люфт часто определяет технику сварки. В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта. В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта. В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Для зазора в 4-5мм, сварка ведется угловыми швами с большими катетами равными стандартной величине плюс высота зазора.
Ширина и высота шва зависят от размера трубы в поперечнике. Обратимся к примерам. Для внешнего шва необходимо большее количество наплавленного металла со стороны фланца. Таким образом шов немного не симметричен и его катет на трубе будет меньше. Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Сварка фланцев должна проводиться с двух сторон. Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев. При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм. Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев. При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм. Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
Накладка сварного шва только с одной стороны применима для стальных фланцев, привариваемых встык, когда вплотную соединяются «воротник» фланца и торец трубы.
Сварка патрубков
Предварительно патрубок и фланец прихватывают с соблюдением всех углов. После сварной узел устанавливается на вращатель. Обрызгивается спреем против сварочных брызг и начинаем сварку.
Стандартно, согласно ГОСТу 16037-80 для труб с давлением от 10 до 25 кгс/см2 необходимо на фланце делать скосы .
Для приварки фланцев, патрубков рекомендуется использовать вращатели. Они дают возможность легко вращать, наклонять в нужное положение и приподнимать обрабатываемую деталь или кусок трубы. Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Необходимые меры предосторожности
Сварка фланцев требует внимания и соблюдения мер, способных уберечь сварщика от наиболее распространенных ошибок. Предварительно перед сваркой нужно зачистить и подготовить кромки. Соединяя воедино фланцевые соединения следите за тем, чтобы они были строго перпендикулярны к оси трубы. Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Чтобы проверить ровно ли приварен фланец (перпендикулярность, соосность) можно воспользоваться обычным или специально предназначенным угольником для фланцев.
При самостоятельной сборке узлов требуется учитывать длину болтов, толщину прокладки. Необходимо чтобы все головки болтов располагались с одной стороны, не были утоплены, а их окончания выступали на уровень трех шагов резьбы. Сварной шов и край трубы не должны быть выше уровня зеркала фланца.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр.
Контроль качества сварных швов
Для проверки качества сварного шва чаще всего используют старый добрый внешний осмотр с замерами размеров при надобности. Убедитесь в том, что видимые дефекты отсутствуют:
- трещины,
- непровары,
- кратеры более 0,5 мм,
- прожоги,
- поры,
- шлаковые включения,
- значительные отклонения высоты или ширины шва,
- подрезы и наплывы в переходной зоне от основного металла к наплавленному.
Неразрушающие методы контроля: ультразвуковой, радиографический метод. Последний обязателен для контроля допускных стыков. Иногда металлографические исследования.
blog.svarcom.net
Фланцы для трубопроводов: применение сварки помогает соединить трубы
Фланцы широко применяются для надежного и герметичного соединения труб, валов, различных вращающихся деталей и компонентов аппаратов и машин. Самым распространенным способом установки фланца на трубу является приварной.
Типы фланцев
В соответствии с требованиями американской системы стандартов ANSI/ASME разделяют такие основные типы фланцев:
- с шейкой для приварки Welding Neck;
- сквозные Slip-on;
- нарезные или резьбовые Threaded flanges;
- приварные внахлест (свободновращающиеся) Lap Joint;
- приварные с впадиной под сварку Socket-welding;
- фланцевые заглушки Blind flanges.
Способы приварки фланцев
Существует всего два способа сварки фланца.
- Приварка встык. При этом способе диск сваривается с трубой по всему периметру после состыковки.
- Приварка надетого на трубу приварного диска. В таком случае сварка производится по наружной и внутренней поверхности кольца.
Оба способа приварки фланца являются довольно сложными. В процессе сварки используются все типы сварочных швов: горизонтальные, вертикальные и потолочные. Сварочные работы с участием фланцевых соединений требуют высокой квалификации сварщика.
Особенности процесса сборки фланцевого соединения
Фланцевое соединение является слабым и уязвимым местом в трубопроводе.
Перекосы плоскостей при установке колец могут привести к образованию дефектов, нарушению герметичности узла и, в конечном счете, создать аварийную ситуацию на магистрали.
Поэтому, при сборке фланцевых соединений важно обеспечить:
- перпендикулярность кольца к основной трубе;
- совпадение осей болтовых отверстий относительно оси симметрии.
Перпендикулярность сборки фланцевых соединений контролируют при помощи специального контрольного угольника и щупа. Отсутствие смещения осей отверстий выявляется уровнем и отвесом. Допустимое отклонение от перпендикулярности кольца по отношению к трубе не должно превышать 0,2 мм на 100 мм диаметра трубы.
Смещение оси отверстий фланцев относительно оси симметрии основной трубы должно быть менее 1 мм при диаметре болтовых отверстий 18-25 мм и не более 2 мм при диаметре до 41 мм.
Фланцевые кондукторы
Для удобства установки и приварки фланцевых соединений используют специальное устройство, которое называется кондуктором. Кондуктор позволяет собирать соединения в точном соответствии с техническими условиями, указанными в чертеже.
В кондукторе для установки фланца предусмотрены универсальные приспособления, устанавливаемые на тумбах 1 и 4. Тумбу 1 перемещают по длине кондуктора в зависимости от длины собираемого изделия и крепят к раме 5 кондуктора.
Тумба 4 осуществляет возвратно-поступательное движение от цилиндра и перенастраиваемый упор для правильной настройки на полную длину собираемого элемента. Обе тумбы укомплектованы пневмоприжимами, которые прижимают фланцы к фиксаторам во время сборки. В промежутке между тумбами размещены призмы 3, регулируемые по высоте, которые служат опорами для собираемого пояса.
Сборка происходит в таком порядке: выставляют кондуктор по длине, а фиксаторы двух фланцев — на определенный радиус размещения отверстий. На стеллажах на сборочный пояс надевают фланцы. При помощи крана пояс с фланцами размещают на призмах кондуктора. После установки сборочного пояса на призмы 3 тумбу 4 перемещают до упора точной настройки.
Пояс устанавливают на одинаковом расстоянии от фиксаторов. Диски перемещают к фиксаторам и фиксируют точеными пробками (при несоответствии диаметров отверстий в фланце и фиксаторе используют переходные пробки). Затем подключают пневмоприжимы — фланец плотно прижимается к фиксатору и проводят прихватку диска к поясу. После прихватки пояс с фланцами освобождают от пневмо-прижимов и пробок; подвижную тумбу отводят назад и пояс вытаскивают портальным краном из кондуктора.
Применение приварных фланцев
Приварные фланцы широко используются в различных отраслях:
- химической промышленности;
- нефтегазовом комплексе;
- на транспорте;
- машиностроении и судостроении;
- электроэнергетике и других отраслях.
С помощью приварных фланцев происходит соединение:
- трубопроводной арматуры;
- различных резервуаров;
- приборов;
- патрубков;
- деталей машин и аппаратов.
Использование фланцевых соединений возможно в различных климатических условиях.
Контроль качества фланцевых узлов
При проверке качества фланцевых соединений возможно применение всех типов неразрушающих методов контроля:
- ультразвуковая диагностика;
- рентгенография;
- визуальный осмотр;
- дефектоскопия.
Положительные результаты достигаются и при проведении контроля в процессе сварки, соответствии расходных материалов основному металлу, использовании соответствующей сварочной проволоки.
Преимущества приварных фланцев
Фланцевые соединения представляют собой разновидность разъемного способа крепления. Применение металлических дисков позволяет, при необходимости, проводить разборку участка трубопровода для проведения регламентных работ.Сварные фланцы, в отличие от резьбовых аналогов, обеспечивают более высокую надежность соединений и являются экономически обоснованным способом присоединения труб к другим изделиям.
Установка фланцевых дисков и крепление их к трубе может осуществляться посредством:
Наиболее качественный результат обеспечивает контактная сварка. Фланцевое соединение является доступным методом монтажа. Большое разнообразие стандартов и материалов, из которых изготавливаются фланцы, позволяет подбирать оптимальные варианты для качественного разъемного соединения. Применение приварных фланцев происходит повсеместно во всех сферах промышленного производства.
Похожие статьиgoodsvarka.ru
GardenWeb
Категория: Сварочные работы
Плоские фланцы приваривают к трубам сваркой двух видов. При давлении в трубопроводе до 10 кгс/см2 фланцы приваривают без образования скоса на фланце (рис. 1, а). При давлении в трубопроводе до 25 кгс/см2 фланцы приваривают с образованием скоса на фланце, как показано на рис. 1, б.
Рис. 1. Виды приварки фланцев к трубам: а — при давлении в трубопроводе до 10 кгс/см2, б — при давлении в трубопроводе 16 и 25 кгс/см
Высота шва принимается от 5 до 10 мм, в зависимости от диаметра трубы, а расстояние от торца трубы до края фланца — на 1 мм больше.
Приваривать фланцы к патрубкам рекомендуется в приспособлении (рис. 2), предложенном инж. С. Н. Лисициным и А. Д. Бон-даренко. Приспособление состоит из нижнего неподвижного фланца 1 и верхнего 2, поворачивающегося на шарикоподшипнике.
Патрубок с прихваченным фланцем устанавливают на приспособлении, и сварщик начинает сварку. При образовании кратера он плотно опирает электрод чехольчиком обмазки в стык свариваемых деталей, держа электрод с наклоном 40—45° к горизонтальной плоскости и плавно поворачивая верхний фланец левой рукой по мере плавления электрода. Электрод остается неподвижным, а шов обрадуется при поворачивании свариваемых деталей. Сварка производится непрерывно, без обрыва дуги. Таким же способом сваривают внутренний шов.
Рис. 2. Приспособление для приварки фланцев: а — приварка наружного шва, б — приварка внутреннего шва; 1 — патрубок С нижним неподвижным фланцем, 2 — верхний вращающийся на шарикоподшипнике фланец
Сварочные работы – Приварка фланцевgardenweb.ru
Варианты приварки фланца к трубе
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.
Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.
Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
trubygid.ru
Фланцы приварка к трубам – Энциклопедия по машиностроению XXL
Приварные кольца для так называемых свободных фланцев выполняются из полосовой стали с последующей обработкой кольца на токарном станке и приваркой к трубе. Свободный фланец должен соприкасаться с кольцом по всей торцовой поверхности последнего, с этой целью у него должна быть снята фаска по размерам сварного шва у кольца. Фланцы стальные, приварные с шейкой, для ру до 16 кгс/см и Dy 500 мм можно изготовлять из фланцевых угольников по ГОСТ 5443-60. [c.330]На рис. 1.29, а показано типовое комплексно-механизированное рабочее место для изготовления в условиях мелкосерийного производства трубных секций (приварка к трубам диаметром 80…500 мм фланцев, патрубков, отводов и деталей насыщения). Сварка выполняется полуавтоматом / на роликовом вращателе с педальным включением и быстродействующим устройством прижатия трубы. Это устройство служит также токосъемником. Загрузка заготовок и выгрузка готовых секций выполняется местным краном 2, управляемым сварщиком. Рабочее место снабжено местным отсосом вредных газов, балансирным устройством, уравновешивающим частично массу горелки и шланга, а также другими устройствами, обеспечивающими механизацию вспомогательных операций и комфортные условия труда. [c.92]
На внутренних кромках фланцев, подлежащих приварке к трубам, также снимаются фаски с обеих сторон, с таким расчетом, чтобы угол раскрытия составлял 50—60°. Фаски снимаются на толщины фланца с торцовой части и на 1/г толщины фланца с трубной части (рис. 85). [c.212]
Приварка к трубам фланцев, арматуры и других деталей. Размеры щвов при приварке к трубам дисковых плоских и воротниковых фланцев указаны на рис. 8-23 и в табл. 8-33. [c.647]
Трубы различного диаметра, фланцы и прочие заготовки. Сварка труб, приварка к трубам фланцев и других деталей [c.394]
| Рис. 88. Способы крепления фланцев на трубах а – приваркой к трубам встык б – соединением на резьбе в — развальцовкой г — разбортовкой. |
Фланцы – Крепление к трубам 53 – Приварка 24, 25 — Распределение сил затяжки 193 — Типичные формы 296 — Центрирование 201, 202 [c.540]
На рис. 190 изображены способы приварки фланцев к трубам. [c.183]
Валы со значительной разницей диаметров отдельных участков и фланцевые нередко выполняют с приваркой к заготовке колец (буртиков) и фланцев. Длинные валы со свободной средней частью изготовляют полыми из трубы е приваркой концевых частей (рис. 17). [c.25]
Трубопровод должен быть тщательно выверен на опорах. Приварка фланцев к трубе должна быть строго перпендикулярной. [c.183]
Приварка фланцев к трубам, а также колец для свободных фланцев производится электросваркой. При приварке фланцев их плоскость должна быть установлена строго перпендикулярно к оси трубы, что проверяется специальным фланцевым угольником. [c.331]
Укрепление стальных фланцев на трубах производится путем развальцовки и отбортовки концов труб во фланце. Для плотности соединения допускается приварка шейки фланца к трубе. Уплотнение фланцевых соединений производится при помощи прокладок из пара-нита при давлениях не свыше 25 ат, для более высоких давлений применяются прокладки из волнистой листовой [c.229]
Для приварки к трубопроводам штуцеров, труб (отводов) и плоских фланцев допускаются угловые сварные соединения, которые должны быть выполнены с полным проплавлением. [c.499]
Режимы приварки фланцев к трубам из углеродистой стали. Автоматическая дуговая сварка под флюсом [c.283]
Основные требования к конструкции сварных соединений строго регламентированы ГОСТ 24663—81 [23—25—27]. При изготовлении, монтаже и ремонте котлов, сосудов, трубопроводов пара и горячей воды применяют следующие виды сварных соединений стыковые соединения при сварке труб, обечаек и приварке выпуклых днищ к сосудам тавровые, угловые или стыковые сварные соединения при приварке штуцеров, труб, плоских днищ и фланцев к барабанам, камерам, трубопроводам и трубным решеткам. [c.151]
Большое внимание во всех странах уделяется сварке встык труб из литого винипласта. По данному вопросу имеются как отечественные авторские свидетельства , так и зарубежные патенты . В авторских свидетельствах и патентах описаны способы сварки труб встык, приварки фланцев к трубам, а также процесс сварки труб с фланцами. [c.108]
Техника приварки фланцев к трубам. Приварку фланцев к трубам следует выполнять в специальных кондукторах, позволяющих быстро производить установку трубы и сварку основного шва с трубной частью в нижнем положении, без поворота (рис. 87). [c.213]
| Рис. 87. Кондуктор для приварки фланцев к трубам |
| Рис. 3-29. Приварка фланцев к трубам. |
| Рис. 79. Приварка фланцев к трубам |
Наблюдениями установлено, что причиной образования дефектов чаще всего является недостаточная подготовка внутренней поверхности трубы и фланцев к эмалированию. Наличие заостренных узлов и резких переходов от фланца к трубе, а также плохая зачистка сварных швов в местах приварки фланцев приводят к разрушению эмали при сравнительно небольших термических и механических воздействиях. [c.188]
Соединять гуммируемые трубы и фасонные части можно только при помощи фланцев, поэтому к отрезкам труб, предназначенным под обкладку резиной, фланцы должны быть приварены заранее. Внутренние края труб в местах приварки фланцев должны быть закруглены и хорошо зачищены. [c.157]
Угловой шов используют при сварке ванн, приварке фланцев К трубам, днищ и крышек к корпусам аппаратов и т. д. [c.227]
Фланць[ 1. 564, 565 —Способы приварки к обечайкам 2. 185 —Способы приварки к трубам 2. 183 —Способы уплотнения 3. 141 —143-Типовые конструкции 1. 532— 533-Центрирование 1. 534-535-Фор-,мы 2. 292 [c.353]
Для трубопроводов высокого давления oTeqe TBeijHbie заводы применяют следующую маркировку фланцев, выполненных под приварку к трубам (табл. 4-1). [c.76]
Соединение стыков трубопроводов тепловых сетей, установка фланцев, изготовление деталей трубоироводов отводов, переходов, грязевиков, компенсаторов, подвижных и неподвижных опор и их приварка к трубам производятся с помощью электродуговой сварки. [c.323]
Приварка фланцев. Плоские фланцы приваривают к трубам сваркой двух видов. При давлении в трубопроводе до 10 /сг/сж фланцы приваривают без образо1вания скоса на фланце (рис. 126,а). При давлении в трубопроводе до 25 кг1см фланцы приваривают с образованием скоса на фланце, как показано на рис. 126,6. [c.186]
Бронированные трубы пригодны для работы под давлением в условиях транспортировки агрессивных жидкостей при температуре до 100°. Упрочнение трубопроводов из винипласта путем их бронирования можно осуществить и другими способами. Так, заготовляют стальную трубу, внутренний диаметр которой равен внешнему диаметру винипластовой трубы. Затем стальную трубу разрезают вдоль по оси на две половины, после этого винипластовые трубы укладываются в эти половины, которые свариваются между собой электросваркой в нескольких местах (в завискыости от длины труб). Так можно изготовлять бронированные тройники, колена, отводы, крестовины и т. п. При бронировании стальных труб винипластом концы винипластовых труб могут выступать из стальных с расчетом, чтобы иа них можно было наварить винипластовые кольца. Металлические фланцы приваривают к трубе до приварки винипластовых колец. [c.443]
Привариваемые фланцы. долж.ны изготовляться из стали тех же марок, что и фасонные части. Приварка фланцев к трубам производится с двух сторон. [c.41]
При приварке фланцев к трубе должиа быть обеспечена першендикуляркость плоокости фланца к оси трубы. [c.134]
Первый тип фланца, показанный на фиг. 126, а, используется в трубопроводах низкого давления (Ру механической обработкой. Приварка фланца к трубе осуществляется двумя швами. В настоящее время существует несколько специализированных установок для автоматической приварки фланцев к трубам. [c.176]
Крепление фланцев на развальцовке необходимо осматривать при ремонте с целью проверки отсутствия следов неплотности или сползаний фланца и во всех сомнительных случаях надо производить подвальцовку конца трубы. Для большей надежности соединения этого типа при рабочих давлениях свыше 22 kzI m рекомендуется после под-вальцовки произвести приварку фланца к трубе со стороны воротника (при наличии такового), а если торец трубы не доходит до зеркала фланца, то лучше приварку производить со стороны зеркала. После приварки вальцовочное соединение может несколько ослабнуть поэтому его надо подвальцеватъ еще раз и при этом следить, чтобы ролики вальцовки не захватывали пояс сварного щва. [c.341]
После горячей гибки или после приварки фланцев к трубам из стали 15Х1М1Ф необходим отпуск при температуре 740— 760° С в течение 5 ч. [c.211]
В зависимости от назначения и конструктивных особенностей винипластового изделия применяют различные сварные швы (рис. 2.4) двухсторонний Х-образный для соединения деталей и конструкций, к которым предъявляют высокие требования по прочности, водо- и газопроницаемости односторонний V-образный — преимущественно при сварке винипласта толщиной до 5 мм, односторонний V-образный стыковой — для соединения участков трубопроводов, коробов воздуховодов валиковый, или тавровый, (одно- и двухсторонний) — для приварки ребер жесткости (снаружи аппарата) или сварки перегородок, полок и диафрагм (внутри аппарата) угловой — при сварке днищ и крышек аппаратов, приварке фланцев к трубам и т. д. нахлесточный — для сварки раструбов при монтаже трубопроводов, а также наваривания бандажей (элементов жесткости) на аппараты. [c.153]
ГОСТ 8732—58) и стальные бесшовные холоднокатаные и холоднотянутые (ГОСТ 8734—58) трубы из углеродистой стали (Ст. 10 и Ст. 20). Алюминированные трубы могут соединяться с помощью газовой и электродуговой сварки и фланцами. При газовой сварке применяют электроды из стали Х28 и из фехраля. Рекомендуемая обмазка электродов 50% фтористого натрия, 50% мела, 120 мл жидкого стекла на 100 г смеси. Электродуговая сварка труб и приварка к ним фланцев производятся тонким плавящимся электродом в защитной среде углекислого газа. Сварка осуществляется электродной проволокой Св-07Х25Н13 (ГОСТ 2246—60) диаметром 0,8—1,5 мм. [c.111]
Приварка фланцев к трубам, вв арка штуцеров в камеры и барабаны, сварка тройников. В монтажных условиях приварка фланцев к трубам составляет небольшую часть общего объема сварочных работ. В зависимости от назначения тру-бапровода применяются воротниковые или дисковые фланцы. Типы приварки фланцев к трубам показаны на рис. 3-29. [c.109]
Значительный объем работ по приварке фланцев к трубам при изготовлении трубных узлов для цеха ХИМВ0Д00Ч1ИСТКИ выполняется во многих случаях непо-350 [c.350]
Полуавтомат ПШ-5 применяют для сварки неподвижных изделий, при которой электрод перемещает по шву сварщик, а также для сварки стыков труб при механизированном вращении их. Автоматическую и полу автоматическую сварку стыков под слоем флюса рекомендуется применять для труб диаметром свыше 100 мм. Она также может быть применена для автоматической приварки фланцев к трубам, для сварки водо-подогревателей и других со- Держатель ПШ-5 [c.183]
Отделение для заготовки и сборки трубопроводов оборудуют нагревательными устройствами для разогрева труб при гнутье фасонных частей, трубозагибочным станком, наждачным станком для снятия фасок, механической ножовкой, плитой для подогрева песка, а также-столом, к которому подведены две-три горелки для обварки раструбов, приварки фланцев и буртов к трубам. [c.215]
Коэффициент отдачи тепла от конденсирующего пара к стенкам паропровода значителен, поэтому внутренние слои металла нагреваются больше, чем наружные, и возникают разность температур в толщине стенок и дополнительные внутренние напряжения в металле. В толстостенных паропроводах высокого давления дополнительные термические напряжения могут быть значительными. Прогрев фланцев, арматуры и соединительных частей, имеющих большую толщину стенки, отстает от прогрева паропроводных труб. При быстром нагреве в этих деталях, а также в местах их приварки к паропроводам могут возникнуть опасные дополнительные гермические напряжения, которые ведут к образованию трещин. Поэтому скорость прогрева паропроводов обычно определяется с учетом условий прогре- ва арматуры, фланцев и других фасонных деталей. [c.80]
7.5. Приварка фланцев, арматуры и других деталей к трубам
7.5.1. Арматуру (клапаны, задвижки), фланцы, донышки заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным швом, приваривают с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующих диаметра и марки стали, а также требований п. 3.7 и подразделов 6.4 и 6.5.
7.5.2. Плоские фланцы на давление Р <= 2,5 МПа (25 кгс/кв. см)
для диаметра труб 600 мм и более изготавливаются по ОСТ 34
10.755-97. Фланец приваривается к трубе двумя угловыми швами -
наружным и внутренним (рис. 7.18). Сначала накладывают наружный
шов, затем - внутренний. Размеры швов приварки указаны в таблице
-2
7.2. Внутренний шов, являющийся лишь уплотняющим, имеет катет 7
мм независимо от толщины стенки трубы.
Таблица 7.2
РАЗМЕРЫ ШВОВ ПРИВАРКИ ПЛОСКИХ ФЛАНЦЕВ (ОСТ 34 10.755-97)
┌─────────┬──────┬─────────┬──────────┬───────────┬──────────────┐ │Условное │Услов-│Размеры │Зазор меж-│ Глубина │Размер катетов│ │давление │ный │присоеди-│ду трубой │ фаски │ шва, мм │ │ Ру, МПа │проход│няемых │и фланцем │ на фланце ├────────┬─────┤ │(кгс/кв. │Ду, мм│труб Дн х│а, мм, не │с +/- 1, мм│ К │ К2 │ │ см) │ │S, мм │более │ │ │ │ ├─────────┼──────┼─────────┼──────────┼───────────┼────────┼─────┤ │ │ │ │ │ │ +3 │ +5 │ │2,5 (25) │ 600 │630 x 12 │ 1,5 │ 12 │12 │22 │ │ │ │ │ │ │ +3 │ +5 │ │ │ 700 │720 x 9 │ │ 9 │ 9 │18 │ │ │ │ │ │ │ +3 │ +5 │ │ │ 800 │820 x 11 │ │ 11 │11 │21 │ │ │ │ │ │ │ +5 │ +5 │ │ │ 1000 │1020 x 14│ │ 14 │14 │26 │ │ │ │ │ │ │ +5 │ +5 │ │ │ 1200 │1220 x 14│ │ 14 │14 │26 │ ├─────────┼──────┼─────────┼──────────┼───────────┼────────┼─────┤ │ │ │ │ │ │ +3 │ +5 │ │1,6 (16) │ 700 │720 x 9 │ 1,5 │ 9 │ 9 │18 │ │ │ │ │ │ │ +3 │ +5 │ │ │ 800 │820 x 9 │ │ 9 │ 9 │18 │ │ │ │ │ │ │ +3 │ +5 │ │ │ 1000 │1020 x 10│ │ 10 │10 │20 │ │ │ │ │ │ │ +3 │ +5 │ │ │ 1200 │1220 x 11│ │ 11 │11 │21 │ │ │ │ │ │ │ +5 │ +5 │ │ │ 1400 │1420 x 14│ │ 14 │14 │26 │ │ │ │ │ │ │ +5 │ +5 │ │ │ 1600 │1620 x 14│ │ 14 │14 │26 │ ├─────────┼──────┼─────────┼──────────┼───────────┼────────┼─────┤ │ │ │ │ │ │ +3 │ +5 │ │1,0 (10) │ 700 │720 x 9 │ 1,5 │ 9 │ 9 │18 │ │ │ │ │ │ │ +3 │ +5 │ │ │ 800 │820 x 9 │ │ 9 │ 9 │18 │ │ │ │ │ │ │ +3 │ +5 │ │ │ 1000 │1020 x 10│ │ 10 │10 │20 │ │ │ │ │ │ │ +3 │ +5 │ │ │ 1200 │1220 x 11│ │ 11 │11 │21 │ │ │ │ │ │ │ +5 │ +5 │ │ │ 1400 │1420 x 14│ │ 14 │14 │26 │ │ │ │ │ │ │ +5 │ +5 │ │ │ 1600 │1620 x 14│ │ 14 │14 │26 │ ├─────────┼──────┼─────────┼──────────┼───────────┼────────┼─────┤ │ │ │ │ │ │ +3 │ +5 │ │0,6 (6) │ 1200 │1220 x 11│ 1,5 │ 11 │11 │21 │ │ │ │ │ │ │ +5 │ +5 │ │ │ 1400 │1420 x 14│ │ 14 │14 │26 │ │ │ │ │ │ │ +5 │ +5 │ │ │ 1600 │1620 x 14│ │ 14 │14 │26 │ └─────────┴──────┴─────────┴──────────┴───────────┴────────┴─────┘
Для труб диаметром менее 600 мм плоские приварные фланцы изготавливаются по ГОСТ 12820 и размеры катетов шва указываются в конструкторской документации.
7.5.3. Приварку креплений из высоколегированных сталей к трубам пароперегревателя и другим элементам котла, находящимся в зонах высоких температур, а также приварку к паропроводам реперов для измерения ползучести необходимо выполнять аустенитными электродами диаметром не более 3 мм на режимах с минимальным тепловложением. Марка электродов выбирается по данным табл. 4.2. Ток устанавливается из расчета 25 – 30 А на 1 мм диаметра электрода. Сварку следует вести короткой дугой с незначительными колебательными движениями электрода. Каждый следующий валик необходимо накладывать только после снижения температуры металла в зоне сварки ниже 100 град. C. Термическая обработка таких сварных соединений не производится.
7.5.4. К трубам из углеродистых и низколегированных теплоустойчивых и конструкционных сталей упоры, накладки, подвески и другие детали креплений из таких же сталей следует приваривать сплошным угловым швом с катетом, указанным в рабочих чертежах, с использованием электродов, подбираемых по данным табл. 4.1. Диаметр электродов должен быть не более 3 мм. Если детали креплений и трубы изготовлены из стали разных марок одного структурного класса, электроды нужно выбирать по менее легированной стали.
Подогрев при приварке деталей креплений к трубам из углеродистых и низколегированных сталей осуществляется в соответствии с рекомендациями, приведенными в табл. 6.3, при этом за толщину свариваемых деталей принимается толщина трубы. Подогрев трубы и детали осуществляется в районе приварки.
Приварка упоров к трубопроводам из низколегированных теплоустойчивых сталей должна выполняться по одной из схем, приведенных на рис. 7.19. В случае приварки упора двумя фланговыми швами (рис. 7.19 “а”) каждый слой сваривается в направлении, противоположном направлению сварки предыдущего слоя. В случае приварки упора двумя фланговыми и одним лобовым швами (рис. 7.19 “б”) сварка начинается в середине лобового шва (в точке Б) и ведется до конца правого или левого флангового шва. Если длина шва от точки Б до конца флангового шва более 250 мм, то сварка должна выполняться обратноступенчатым способом. Приварку упора к трубе диаметром более 500 мм должны выполнять одновременно два сварщика.
Условия, при которых необходима термообработка угловых швов приварки деталей креплений к трубам, и режим термообработки указаны в подразделе 17.2.
Сварные соединения деталей креплений из углеродистой стали с трубами из низколегированной стали термической обработке не подвергаются.
7.5.5. Приварка бобышек для термопар к трубопроводам производится электродами диаметром не более 3 мм. Марка электродов выбирается по данным табл. 4.1.
Необходимость и режим предварительного подогрева определяются по данным табл. 6.3 и п. 6.4.1. При приварке бобышек к трубопроводу диаметром менее 219 мм необходим предварительный подогрев бобышек и трубы по всему периметру, при диаметре трубопровода 219 мм и более подогревается труба только в районе приварки бобышек и сама бобышка.
Необходимость и режим термообработки этих сварных соединений указаны в подразделе 17.2.
ГОСТ 12820-80 304 WNRF Фланец DN150 / 159 PN16
Технические условия
ГОСТ 12820-80 304 WNRF Фланец DN150 / 159 PN161. Материал: нержавеющая сталь 304L
2. Размер: 6 дюймов (DN150)
3. Стандарт: ГОСТ 12820-80
4. Тип: 304 WNRF Фланец
5. Давление: PN16 (1,6 МПа)
Диапазон составов для нержавеющей стали марки 304
| 304 |
мин. макс. |
– 0,08 |
– 2,0 |
– 0,75 |
– 0,045 |
– 0,030 |
18,0 20,0 |
– |
8.0 10,5 |
– 0,10 |
| 304L |
мин. макс. |
– 0,030 |
– 2,0 |
– 0,75 |
– 0,045 |
– 0.030 |
18,0 20,0 |
– |
8,0 12,0 |
– 0,10 |
| 304H |
мин. макс. |
0,04 0,10 |
– 2.0 |
– 0,75 |
-0,045 |
– 0,030 |
18,0 20,0 |
– |
8,0 10,5 |
– |
| |
304 WNRF Фланец DN150 / 159 PN16 | |
| 1 | Материал: | Нержавеющая сталь: например, 304, 304L, 316, 316L, 321, 310S, 904L, S31803, F51 и так далее. |
| 2 | Стандартный: | ГБ, JIS, BS, DIN, ANSI и нестандартный |
| 3 | Класс ANSI: | 15, 030, 040, 060, 090 |
| 4 | Размер: | 1/2 дюйма – 24 дюйма |
| 5 | Тип: | Надвижные фланцы, Глухие фланцы, Фланцы для соединения внахлест, Фланцы приварные, плоские фланцы, Фланцы для приварки внахлест и фланцы с резьбой |
| 6 | Номинальное давление: | Класс: 150300400600900 1500 и 2500 PN: 6 10 16 25 40 64 и 160, 5K – 40K и т. Д. |
| 7 | Уплотнительная поверхность: | FF, RF, LJ, FM, R.T.J, R.J и так далее. |
| 8 | Производственный процесс: | сырье, резка, нагрев, ковка, термическая обработка, механическая обработка, контроль. |
| 15 | Заявка: | нефть, химия, энергия, газ, вода, трубопровод, теплообменник, судостроение, строительство и др. |
| 16 | Допуск: | не менее + _8% нормальной толщины стенки. |
ГОСТ 12821-80 Фланцы приварные ПН16
| Давление PN = 1,6 МПа (16 кгс / см²) | |||||||||||
| Описание |
D, мм. |
D1, мм. |
d, мм. |
Dm, мм |
Dn, мм |
d1, мм. |
b, мм. |
h5, мм. |
от., Шт. |
Масса, кг. |
|
| Фланец ГОСТ 12821-80 1-15-16 ст.3 (20) |
95 |
65 |
14 |
30 |
19 |
12 |
12 |
33 |
4 |
0,68 |
|
| Фланец ГОСТ 12821-80 1-20-16 ст.3 (20) |
105 |
75 |
38 |
26 |
18 |
36 |
0,87 |
||||
| Фланец ГОСТ 12821-80 1-25-16 ст.3 (20) |
115 |
85 |
45 |
33 |
25 |
38 |
1,05 |
||||
| Фланец ГОСТ 12821-80 1-32-16 ст.3 (20) |
135 |
100 |
18 |
55 |
39 |
31 |
13 |
40 |
1,54 |
||
| Фланец ГОСТ 12821-80 1-40-16 ст.3 (20) |
145 |
110 |
64 |
46 |
38 |
42 |
1,85 |
||||
| Фланец ГОСТ 12821-80 1-50-16 ст.3 (20) |
160 |
125 |
76 |
58 |
49 |
45 |
2,28 |
||||
| Фланец ГОСТ 12821-80 1-65-16 ст.3 (20) |
180 |
145 |
94 |
77 |
66 |
15 |
47 |
3,19 |
|||
| Фланец ГОСТ 12821-80 1-80-16 ст.3 (20) |
195 |
160 |
110 |
90 |
78 |
17 |
50 |
4,21 |
|||
| Фланец ГОСТ 12821-80 1-100-16 ст.3 (20) |
215 |
180 |
130 |
110 |
96 |
8 |
4,9 |
||||
| Фланец ГОСТ 12821-80 1-125-16 ст.3 (20) |
245 |
210 |
156 |
135 |
121 |
19 |
57 |
6,75 |
|||
| Фланец ГОСТ 12821-80 1-150-16 ст.3 (20) |
280 |
240 |
22 |
180 |
161 |
146 |
8,3 |
||||
| Фланец ГОСТ 12821-80 1-200-16 ст.3 (20) |
335 |
295 |
240 |
222 |
202 |
21 |
58 |
12 |
11,79 |
||
| Фланец ГОСТ 12821-80 1-250-16 ст.3 (20) |
405 |
355 |
26 |
292 |
278 |
254 |
23 |
65 |
17,36 |
||
| Фланец ГОСТ 12821-80 1-300-16 ст.3 (20) |
460 |
410 |
346 |
330 |
303 |
24 |
66 |
22,76 |
|||
| Фланец ГОСТ 12821-80 1-350-16 ст.3 (20) |
520 |
470 |
400 |
382 |
351 |
28 |
70 |
16 |
32,04 |
||
| Фланец ГОСТ 12821-80 1-400-16 ст.3 (20) |
580 |
525 |
30 |
450 |
432 |
398 |
32 |
75 |
43 |
||
| Фланец ГОСТ 12821-80 1-500-16 ст.3 (20) |
710 |
650 |
33 |
559 |
535 |
501 |
38 |
90 |
20 |
70,97 |
|
| Фланец ГОСТ 12821-80 1-600-16 ст.3 (20) |
840 |
770 |
39 |
660 |
636 |
602 |
41 |
99,3 |
|||
| Фланец ГОСТ 12821-80 1-800-16 ст.3 (20) |
1020 |
950 |
850 |
826 |
792 |
45 |
95 |
24 |
130,57 |
||
| Фланец ГОСТ 12821-80 1-1000-16 ст.3 (20) |
1255 | 1170 | 45 | 1060 | 1028 | 992 | 49 | 110 |
28 | 203,39 |
|
| Фланец ГОСТ 12821-80 1-1200-16 ст.3 (20) |
1485 | 1390 | 52 | 1268 | 1228 | 1192 | 51 | 125 | 32 |
284,94 | |
Фланец с приварной шейкой – это тип фланца для трубы, который включает в себя залитую шейку, приваренную к трубе.В отличие от плоского фланца, который надевается на трубу перед приваркой, фланец приварной шейки имеет горловину, похожую на горловину, которая скошена, чтобы соответствовать трубе. После того, как труба скошена, чтобы соответствовать фланцу приварной шейки, создается идеальная V-образная форма, в которой выполняется стыковой сварной шов для соединения двух компонентов.
ПРИМЕНЕНИЕ:
1. Нефтехимическая промышленность
2. Фармацевтическая промышленность
3.Пищевая промышленность
4. Авиационная и космическая промышленность
5. Промышленность архитектурного декора
6. Нефтегазовая промышленность
Прочие характеристики:
1) Химические и физические характеристики: долговечность, устойчивость к коррозии и высоким температурам
2) Мы также производим фланцы со специальными характеристиками в соответствии с требованиями клиентов;
Если у вас есть какие-либо вопросы о продуктах, пожалуйста, свяжитесь с нами. sales @ yaang.com
PT – ИСПЫТАНИЯ НА ПРОНИКНОВЕНИЕ
Этот метод используется для обнаружения неоднородностей сварки (неоднородностей материала), появляющихся на поверхности сварного соединителя. Это испытание проводится после визуального контроля сварного соединителя и используется в основном как для ферромагнитных, так и для неферромагнитных материалов.
Китай производитель труб из нержавеющей стали, лист из нержавеющей стали, поставщик стержней из нержавеющей стали
Тип бизнеса:
Торговая компания
Зарегистрированный капитал:
20800000 юаней
Площадь завода:
> 2000 квадратных метров
Сертификация системы менеджмента:
ISO 9001
Среднее время выполнения:
Время выполнения заказа в пик сезона: в течение 15 рабочих дней
Время выполнения заказа в межсезонье: в течение 15 рабочих дней
OEM / ODM Сервис
Доступен образец
Труба из нержавеющей стали, Пластина из нержавеющей стали, Производитель / поставщик стержней из нержавеющей стали в Китае, предлагающие фитинги Sch50 Бесшовные прессовые фитинги Углеродистая нержавеющая сталь Равный тройник, Черные пластиковые тройники из полиэтилена высокой плотности, DIN 6 2-дюймовые декоративные трубные фитинги, скользящие при сварке Горловина из углеродистой кованой стали, литая, нержавеющая сталь 304 и так далее.
100-16-01-1-Б ГОСТ 33259-2015 Фланец пластинчатый 904Л DN100 PN16
Тип: ГОСТ 33259 Фланец пластинчатый
Материал: 904L
Стандарт: ГОСТ 33259-2015
Давление: PN16
Размер: 4 ″ (DN100)
Составы нержавеющих сталей марки 904Л
|
Оценка |
C |
Mn |
Si |
п |
S |
Cr |
Пн |
Ni |
Cu |
|
|
904L |
мин. Максимум. |
– 0,02 |
– 2 |
– 1 |
– 0,045 |
– 0,035 |
19 23 |
4 5 |
23 28 год |
1 2 |
Механические свойства нержавеющих сталей марки 904Л.
|
Оценка |
Предел прочности на разрыв (МПа) мин. |
Предел текучести 0.Испытание 2% (МПа) мин. |
Относительное удлинение (% на 50 мм) мин. |
Твердость |
|
|
Роквелл Б (HR B) |
Бринелль (HB) |
||||
|
904L |
490 |
220 |
36 |
70-90 типично |
150 |
Фланец ГОСТ 33259 тип 01, давление PN 6/10
| Диаметр условный (DN), мм | Наружный диаметр (D), мм | Диаметр междурядья (D0), мм | Диаметр внутренний (дБ), мм | Толщина фланца (b), мм | Размер застежки (d0), мм | Количество крепежных отверстий (n), шт. | Масса одного фланца, кг |
|---|---|---|---|---|---|---|---|
| 15 | 80/95 | 55/65 | 19 | 10/10 | 14 ноября | 4/4 | 0.3 / 0,5 |
| 20 | 90/105 | 65/76 | 19 | 12/12 | 14 ноября | 4/4 | 0,5 / 0,7 |
| 25 | 100/115 | 75/85 | 19 | 12/12 | 14 ноября | 4/4 | 0,6 / 0.9 |
| 32 | 120/135 | 90/100 | 39 | 13/14 | 14/18 | 4/4 | 1,1 / 1,4 |
| 40 | 130/145 | 100/110 | 46 | 13/15 | 14/18 | 4/4 | 1,2 / 2 |
| 50 | 140/160 | 110/125 | 59 | 13/15 | 14/18 | 4/4 | 1.3 / 2,1 |
| 65 | 160/180 | 130/145 | 78 | 13/17 | 14/18 | 4/4 | 1,6 / 2,8 |
| 80 | 180/195 | 150/160 | 91 | 15/17 | 18/18 | 4/4 | 2,4 / 3,2 |
| 100 | 205/215 | 170/180 | 110 | 15/19 | 18/18 | 4/8 | 2.8/4 |
| 125 | 235/245 | 200/210 | 135 | 17/21 | 18/18 | 8/8 | 3,8 / 5,4 |
| 150 | 260/280 | 225/240 | 161 | 17/21 | 18/22 | 8/8 | 4,4 / 6,6 |
| 200 | 315/335 | 280/295 | 222 | 19/21 | 18/22 | 8/8 | 5.9/8 |
| 250 | 370/390 | 335/350 | 273 | 20/23 | 18/22 | 12/12 | 7,6 / 10 |
| 300 | 435/440 | 395/400 | 325 | 20/24 | 22/22 | 12/12 | 10,2 / 13 |
| 350 | 485/500 | 445/460 | 377 | 22/24 | 22/22 | 16 декабря | 12.6/16 |
| 400 | 535/565 | 495/515 | 426 | 24/26 | 22/26 | 16/16 | 15,2 / 21 |
| 500 | 640/670 | 600/620 | 530 | 25/28 | 22/26 | 16/20 | 19/28 |
| 600 | 755/780 | 705/725 | 630 | 25/31 | 26/30 | 20/20 | 26/40 |
| 800 | 975/1010 | 920/950 | 820 | 27/37 | 30/33 | 24/24 | 46/79 |
| 1000 | 1175/1220 | 1120/1160 | 1020 | 31/43 | 30/33 | 28/28 | 64/118 |
Размеры в таблице соответствуют только фланцам ГОСТ 33259 тип 01
с уплотнением исполнения Б.
Фланец ГОСТ 33259 тип 01, давление PN 16/25
| Диаметр условный (DN), мм | Наружный диаметр (D), мм | Диаметр междурядья (D0), мм | Диаметр внутренний (дБ), мм | Толщина фланца (b), мм | Размер застежки (d0), мм | Количество крепежных отверстий (n), шт. | Масса одного фланца, кг |
|---|---|---|---|---|---|---|---|
| 15 | 95/95 | 65/65 | 19 | 14 декабря | 14/14 | 4/4 | 0.6 / 0,7 |
| 20 | 105/105 | 75/75 | 19 | 14/16 | 14/14 | 4/4 | 0,9 / 1 |
| 25 | 1115/115 | 85/85 | 19 | 16/16 | 14/14 | 4/4 | 1.1 / 1.2 |
| 32 | 135/135 | 100/100 | 39 | 16/18 | 18/18 | 4/4 | 1,5 / 1,7 |
| 40 | 145/145 | 110/110 | 46 | 19/19 | 18/18 | 4/4 | 2/2 |
| 50 | 160/160 | 125/125 | 59 | 19/21 | 18/18 | 4/4 | 2.6 / 2,7 |
| 65 | 180/180 | 145/145 | 78 | 21/21 | 18/18 | 4/8 | 3,4 / 3,2 |
| 80 | 195/195 | 160/160 | 91 | 21/23 | 18/18 | 4/8 | 3,7 / 4,1 |
| 100 | 215/230 | 180/190 | 110 | 23/25 | 18/22 | 8/8 | 4.7/6 |
| 125 | 245/270 | 210/220 | 135 | 25/27 | 18/26 | 8/8 | 6,3 / 8,2 |
| 150 | 280/300 | 240/250 | 161 | 25/27 | 26/26 | 8/8 | 7,8 / 10 |
| 200 | 335/360 | 295/310 | 222 | 27/29 | 22/26 | 12/12 | 10/13.3 |
| 250 | 405/425 | 355/370 | 273 | 28/31 | 28/30 | 12/12 | 14,5 / 19 |
| 300 | 460/485 | 410/430 | 325 | 30/32 | 28/30 | 16 декабря | 18/23 |
| 350 | 520/550 | 470/490 | 377 | 30/38 | 30/33 | 16/16 | 23/34 |
| 400 | 580/610 | 525/550 | 426 | 34/40 | 34/33 | 16/16 | 31/45 |
| 500 | 710/730 | 650/660 | 530 | 44/48 | 44/39 | 20/20 | 57/67 |
| 600 | 840/840 | 770/770 | 630 | 45/49 | 45/39 | 20/20 | 80/91 |
| 800 | 1020/1075 | 950/990 | 820 | 49/63 | 49/45 | 24/24 | 104/182 |
| 1000 | 1255 / – | 1170 / – | 1020 | 58 / – | 58 / – | 28 / – | 179 / – |
Размеры в таблице соответствуют только фланцам ГОСТ 33259 тип 01
с уплотнением исполнения Б.
Контрольная группа по ГОСТ Р 33259
На маркировке фланца по ГОСТ 33259 римские цифры I, II, III, IV, V.Эти цифры показывают, к какой контрольной группе принадлежит фланец. Ниже представлена таблица с подробным описанием.
| Контрольная группа | Условия дозирования | Тип и объем тестирования | Характеристики доставки | Применимость |
|---|---|---|---|---|
| я | Заготовки из одной марки стали | Химический анализ – каждая плавка | Химический состав | Для фланцев PN ≤ 2,5 DN ≤ 300 для жидких рабочих сред, не относящихся к опасным веществам |
| II | Заготовки из одной марки стали, подвергнутые совместной термообработке |
Химический анализ – каждая плавка. Измерение твердости – партия 5%, , но не менее 5 шт. IWC по запросу |
Химический состав. Твердость |
Для фланцев PN ≤ 6 все DN и для фланцев PN ≤ 16 DN ≤ 300 для безопасных сред |
| III | Заготовки из одной марки стали, прошедшие термообработку в одном режиме |
Химический анализ – каждая плавка. Измерение твердости – каждой заготовки. Управление без тормозов – по желанию заказчика. IWC по запросу |
Химический состав. Твердость |
Для фланцев PN ≤ 25 все DN для безопасных сред. Для фланцев PN ≤ 6 DN ≤ 150 для жидких рабочих сред, относящихся к опасным веществам |
| IV |
Химический анализ – каждая плавка. Измерение твердости – каждой заготовки. Механические свойства – 1% каждого набора, , но не менее 2 шт. Неразрушающий контроль – шт. IWC по запросу |
Химический состав. Твердость. Механические свойства (предел текучести, относительное сужение, ударная вязкость). Устойчивость к ICC |
Для фланцев PN ≤ 160 все DN для всех сред | |
| V | Индивидуально каждая заготовка |
Химический анализ – каждая плавка. Измерение твердости – каждой заготовки. Механические свойства – каждой заготовки. Неразрушающий контроль – шт. IWC по запросу |
Для фланцев PN> 160 все DN для всех сред |
Схема установки плоского фланца на трубу
Допускается снятие фаски на сварном шве под углом (50 ± 5) °.
Прочный фланец с горловиной, устойчивый к коррозии, для высокопрочных приспособлений по ГОСТ
Alibaba.com предлагает обширную коллекцию высококачественных, эффективных и надежных. фланец приварной маслостойкий ГОСТ . Опытные разновидности. ГОСТ Ржавый фланец для приварки масла приварной горловиной на месте изготовлен с использованием высокоуровневых технологий, обеспечивающих долговечность этого оборудования и постоянную устойчивость. Эти невероятно прочные и надежные. фланец с горловиной, устойчивый к коррозии, ГОСТ может использоваться для всех типов коммерческих и промышленных нужд, особенно там, где требуется прочное соединение.Многочисленные проверенные и подлинные модели. ГОСТ Ржавый фланец приварной маслостойкий фланец , доступный на объекте, изготовлен из высококачественных материалов, таких как нержавеющая сталь, кованое железо и других материалов, которые обеспечивают выживаемость во всех типах рабочих условий. Вы можете выбирать между несколькими. ГОСТ Ржавый фланец с горловиной для приваривания масла доступен для промышленности, транспортных средств и т. Д. Они. ГОСТ Ржавый фланец с горловиной для приваривания масла экологичен и изготовлен с использованием новейших технологий, обеспечивающих выдающуюся производительность на протяжении многих лет без ущерба для качества.
Alibaba.com предоставляет в ваше распоряжение широкий спектр доменных имен. ГОСТ Ржавый фланец для приваривания в масле с шейкой в бесчисленных цветах, формах, дизайне, размерах и других характеристиках. Эти продукты оснащены такими функциями, как водонепроницаемость, защита от коррозии, защита от ржавчины, абсорбция влаги и т. Д. Для обеспечения бесперебойной работы. Эти. ГОСТ Ржавый фланец для приваривания масла приварной горловиной выступает в качестве сильных сторон между двумя деталями и может обеспечить эффективный поток среды в трубопроводах.Файл. ГОСТ Ржавый фланец для приваривания в масле, доступный здесь, доступен в настенном исполнении или в напольном исполнении с железной резьбой с непревзойденной точностью.
Изучите широкий спектр. посетите стойкий к ржавчине маслосварной шейный фланец на Alibaba.com и возьмите эти продукты в рамках своего бюджета и производственных мощностей. Эти продукты имеют сертификаты ISO, AiSi, ASTM и проходят строгую проверку качества. Вы также можете выбрать индивидуальные варианты для нескольких конкретных моделей.Все модели поставляются с инструкциями по установке.
| Давление PN = 1,6 МПа (16 кгс / см²) | |||||||||||
Описание | D, мм. | D1, мм. | d, мм. | Дм, мм | Dn, мм | d1, мм. | б, мм. | h5, мм. | От., Шт. | Масса, кг. | |
Фланец ГОСТ 12821-80 1-15-16 ст.3 (20) | 95 | 65 | 14 | 30 | 19 | 12 | 12 | 33 | 4 | 0,68 | |
Фланец ГОСТ 12821-80 1-20-16 ст.3 (20) | 105 | 75 | 38 | 26 | 18 | 36 | 0,87 | ||||
Фланец ГОСТ 12821-80 1-25-16 ст.3 (20) | 115 | 85 | 45 | 33 | 25 | 38 | 1,05 | ||||
Фланец ГОСТ 12821-80 1-32-16 ст.3 (20) | 135 | 100 | 18 | 55 | 39 | 31 год | 13 | 40 | 1,54 | ||
Фланец ГОСТ 12821-80 1-40-16 ст.3 (20) | 145 | 110 | 64 | 46 | 38 | 42 | 1,85 | ||||
Фланец ГОСТ 12821-80 1-50-16 ст.3 (20) | 160 | 125 | 76 | 58 | 49 | 45 | 2,28 | ||||
Фланец ГОСТ 12821-80 1-65-16 ст.3 (20) | 180 | 145 | 94 | 77 | 66 | 15 | 47 | 3,19 | |||
Фланец ГОСТ 12821-80 1-80-16 ст.3 (20) | 195 | 160 | 110 | 90 | 78 | 17 | 50 | 4,21 | |||
Фланец ГОСТ 12821-80 1-100-16 ст.3 (20) | 215 | 180 | 130 | 110 | 96 | 8 | 4,9 | ||||
Фланец ГОСТ 12821-80 1-125-16 ст.3 (20) | 245 | 210 | 156 | 135 | 121 | 19 | 57 год | 6,75 | |||
Фланец ГОСТ 12821-80 1-150-16 ст.3 (20) | 280 | 240 | 22 | 180 | 161 | 146 | 8,3 | ||||
Фланец ГОСТ 12821-80 1-200-16 ст.3 (20) | 335 | 295 | 240 | 222 | 202 | 21 год | 58 | 12 | 11,79 | ||
Фланец ГОСТ 12821-80 1-250-16 ст.3 (20) | 405 | 355 | 26 | 292 | 278 | 254 | 23 | 65 | 17,36 | ||
Фланец ГОСТ 12821-80 1-300-16 ст.3 (20) | 460 | 410 | 346 | 330 | 303 | 24 | 66 | 22,76 | |||
Фланец ГОСТ 12821-80 1-350-16 ст.3 (20) | 520 | 470 | 400 | 382 | 351 | 28 год | 70 | 16 | 32,04 | ||
Фланец ГОСТ 12821-80 1-400-16 ст.3 (20) | 580 | 525 | 30 | 450 | 432 | 398 | 32 | 75 | 43 год | ||
Фланец ГОСТ 12821-80 1-500-16 ст.3 (20) | 710 | 650 | 33 | 559 | 535 | 501 | 38 | 90 | 20 | 70,97 | |
Фланец ГОСТ 12821-80 1-600-16 ст.3 (20) | 840 | 770 | 39 | 660 | 636 | 602 | 41 год | 99,3 | |||
Фланец ГОСТ 12821-80 1-800-16 ст.3 (20) | 1020 | 950 | 850 | 826 | 792 | 45 | 95 | 24 | 130,57 | ||
Фланец ГОСТ 12821-80 1-1000-16 ст.3 (20) | 1255 | 1170 | 45 | 1060 | 1028 | 992 | 49 | 110 | 28 год | 203,39 | |
Фланец ГОСТ 12821-80 1-1200-16 ст.3 (20) | 1485 | 1390 | 52 | 1268 | 1228 | 1192 | 51 | 125 | 32 | 284,94 | |
Поставка ГОСТ 33259-2015 Фланец кованый 12Х18х20Т заводской котировки
ANSI B16.5 Фланцы с приварной горловиной класса 150, глобальный поставщик фланцев с приварной горловиной, склад на складе фланцев с приварной горловиной из нержавеющей стали, фланец с приварной горловиной ANSI B16.5, дилер фланцев с приварной горловиной в КИТАЕ
Фланцы с приварной шейкой ASME B16.47 серии A и B, никелевый сплав 200 Фланцы с приварной шейкой, фланец с приварной шейкой ASTM A182 SS, фланцы с приварной шейкой из легированной стали, производитель плоского фланца с приварной шейкой, размеры фланца приварной шейки, фланцы с приварной шейкой MSS SP-44 в Вэньчжоу, КИТАЙ
Класс 300, 600, Оптовый продавец кованых фланцев с приварной шейкой 900, 1500, Держатель фланцев с приварной шейкой по DIN / EN / ANSI / ГОСТ PN10.Лучшая цена на фланцы с приварной шейкой из дуплексной стали
Наша продукция является символом постоянных инноваций и превосходного качества. Основываясь на наших исследованиях и понимании текущих тенденций, мы корректируем наши схемы производства и доставки, чтобы предлагать нашим клиентам уникальные и прибыльные продукты.
Стандартные характеристики для фланцев с выступом под приварную шейку
Размеры: ANSI B16.5, EN1092-1, BS4504, JIS B2220, ГОСТ, ANSI B16.47 серии A и B, MSS SP44, API-605, пользовательские чертежи
Размер: от 1/2 дюйма (15 фунтов) до 48 дюймов (1200 фунтов)
Класс: 150 фунтов, 300 фунтов, 600 фунтов, 900 фунтов, 1500 фунтов, 2500 фунтов, стандарт DIN PN-6,10,16,25, 40, стандарт JIS 5K, 10K, 16K, 20K, 30K и т. Д.
DIN: DIN2527, DIN2566, DIN2573, DIN2576, DIN2641, DIN2642, DIN2655, DIN2656, DIN2627, DIN2628, DIN2629, DIN2631, DIN2632, DIN2633, DIN2634, DIN2635, DIN2636, DIN2637, DIN2638, BS2673 ,: BS2673 4: BS10
EN: EN1092-1
JIS: JIS B2220
ГОСТ: GOST12820-80, GOST12821-80, GOST33259-2015
Тип фланца: плоский (FF), с выступом (RF), соединение кольцевого типа (RTJ) , мужчина и женщина , и т. Д.
Нержавеющая стальНакидные фланцы :
ASTM A182, A240 F304,304L, 304H, 316,316L, 316Ti, 310,310s, 321,321h, 317,347,347H, 904L
Двойные швы и супердуплексные стальные фланцы ASTM
: ASME A / SA 182 F44, F45, F51, F53, F55, F60, F61Фланцы из легированной стали:
ASTM / ASME A / SA182 и A387 F1, F5, F9, F11, F12, F22, F91
Фланцы из никелевого сплава:
ASTM SB564, SB160, SB472, SB162 Никель 200 (UNS No.N02200), никель 201 (UNS No.
NO2201), монель 400 (UNS No. No. 4400), монель 500 (UNS No. No. 5500), lnconel 800 (UNS
No. NO8800), инконель 825 (UNS No. ), lnconel 600 (UNS No. NO6600), lnconel 625
(UNS No. NO6625), lnconel 601 (UNS No. NO6601), Hastelloy C 276 (UNS No. N10276)
| OD | THK | с приподнятым | с приподнятым | Диаметр ступицы | Диаметр ступицы | Длина / ступица | Вес | |||||||||||||||||
| | из | из | Лицевая сторона | Лицевая кромка | 4 Фаска | | Надвижной | кг | ||||||||||||||||
| | Фланец | Фланец | Толстый | Диаметр | | W.Горловина | Сварной шов | | ||||||||||||||||
| | | | Несс | | | | Горловина | | ||||||||||||||||
| | ||||||||||||||||||||||||
| | ||||||||||||||||||||||||
| | E | F | G | J | | |||||||||||||||||||
| 150 | 15 | 89 | 11,1 | 1,6 | 35 | 30.2 | 21,4 | 47,7 | 0,9 | |||||||||||||||
| | 20 | 98,5 | 12,8 | 1,6 | 42,9 | 38,2 | 26,7 | 52,4 | 0, | 26,7 | 52,4 | 0, | 9348 9349 | 9348 | 108 | 14,3 | 1,6 | 50,9 | 49,2 | 33,6 | 55,6 | 1,4 | ||
| | 32 | 117.5 | 15,9 | 1,6 | 63,6 | 58,8 | 42,2 | 57,2 | 1,4 | |||||||||||||||
| | 40 | 127,1 | 17,5 | 1,6 | 73,1 | 1,8 | ||||||||||||||||||
| | 50 | 152,5 | 19,1 | 1,6 | 92 | 77,8 | 60,5 | 63,6 | 2.7 | |||||||||||||||
| | 65 | 177,9 | 22,3 | 1,6 | 104,8 | 90,5 | 73,2 | 69,9 | 4,6 | |||||||||||||||
| | 80 | 19054 | 80 | 19034 | 127,1 | 108 | 89 | 69,9 | 5,2 | |||||||||||||||
| | 100 | 228,7 | 23,8 | 1,6 | 157.2 | 135 | 114,4 | 76,3 | 7,8 | |||||||||||||||
| | 125 | 254,1 | 23,8 | 1,6 | 185,8 | 163,5 | 141,3 | 163,5 | 141,3 | |||||||||||||||
| 150 | 279,5 | 25,5 | 1,6 | 216 | 192,1 | 168,5 | 89 | 12,5 | ||||||||||||||||
| | 200 | 343 | 28.6 | 1,6 | 269,9 | 246,1 | 219,3 | 101,7 | 19,9 | |||||||||||||||
| | 250 | 406,5 | 30,2 | 406,5 | 30,2 | 323,93 | 323,93 | 323,93 | 323,9 | |||||||||||||||
| | 300 | 482,7 | 31,8 | 1,6 | 381,1 | 365,2 | 323,9 | 114,4 | 40 | |||||||||||||||
| 3 | 3 | 9535 | 1,6 | 412,8 | 400,1 | 355,7 | 127,1 | 52 | ||||||||||||||||
| | 400 | 597 | 36,5 | 1,6 | 4507 | 93781,6 | 4507 127,1 | 65 | ||||||||||||||||
| | 450 | 635,1 | 39,7 | 1,6 | 533,5 | 504,9 | 457,3 | 139.8 | 76 | |||||||||||||||
| | 500 | 698,6 | 42,9 | 1,6 | 584,3 | 558,9 | 508,1 | 144,5 | 90 | |||||||||||||||
| 9620004 | 90 | |||||||||||||||||||||||
| 96262 | 1,6 | 692,2 | 663,6 | 609,7 | 152,5 | 123 | ||||||||||||||||||
| 300 | 15 | 95,3 | 14,3 | 1.6 | 35 | 38,2 | 21,4 | 52,4 | 0,9 | |||||||||||||||
| | 20 | 117,5 | 15,9 | 1,6 | 42,9 | 47,7 | 10 26,7 | |||||||||||||||||
| | 25 | 123,9 | 17,5 | 1,6 | 50,9 | 54 | 33,6 | 61,9 | 1,8 | |||||||||||||||
| | 32 | 133.4 | 19,1 | 1,6 | 63,6 | 63,6 | 42,2 | 65,1 | 2,3 | |||||||||||||||
| | 40 | 155,6 | 20,7 | 1,6 | 73,1 | 68,3 | 3,2 | |||||||||||||||||
| | 50 | 165,2 | 22,3 | 1,6 | 92,1 | 84,2 | 60,5 | 69,9 | 3.6 | |||||||||||||||
| | 65 | 190,6 | 25,5 | 1,6 | 104,8 | 100 | 73,2 | 76,3 | 5,5 | |||||||||||||||
| | 80 | | 80 | 209,6 | 127,1 | 117,5 | 89 | 79,4 | 6,9 | |||||||||||||||
| | 100 | 254,1 | 31,8 | 1,6 | 157.2 | 146,1 | 114,4 | 85,8 | 12,1 | |||||||||||||||
| | 125 | 279,5 | 35 | 1,6 | 185,8 | 177,9 | 141,3 | |||||||||||||||||
| 150 | 317,6 | 36,5 | 1,6 | 216 | 206,4 | 168,5 | 98,5 | 21,1 | ||||||||||||||||
| | 200 | 381.1 | 41,3 | 1,6 | 269,9 | 260,4 | 219,3 | 111,2 | 31,4 | |||||||||||||||
| | 250 | 444,6 | 47,7 | 1,6 | 47,7 | 1,6 | 27,7 | 1,6 | 44 | |||||||||||||||
| | 300 | 520,8 | 50,9 | 1,6 | 381,1 | 374,7 | 323,9 | 130.2 | 65 | |||||||||||||||
| | 350 | 584,3 | 54 | 1,6 | 412,8 | 425,5 | 355,7 | 142,9 | 941 | |||||||||||||||
| | 9382 | |||||||||||||||||||||||
| | 1,6 | 470 | 482,7 | 406,5 | 146,1 | 113 | ||||||||||||||||||
| | 450 | 711,3 | 60,4 | 1.6 | 533,5 | 533,5 | 457,3 | 158,8 | 139 | |||||||||||||||
| | 500 | 774,8 | 63,6 | 1,6 | 584,3 | 587,4822 | 584,3 | 587,4822 | 584,3 | 587,4822 | 587,4822 | |||||||||||||
| | 600 | 914,5 | 69,9 | 1,6 | 692,2 | 701,7 | 609,7 | 168,3 | 236 | |||||||||||||||
| 600 | 15 | 95.3 | 14,3 | 6,4 | 35 | 38,2 | 21,4 | 52,4 | | |||||||||||||||
| | 20 | 117,5 | 15,9 | 6,4 | 42,7 | 57,2 | ||||||||||||||||||
| | 25 | 123,9 | 17,5 | 6,4 | 50,9 | 34,5 | 33,6 | 61.9 | | |||||||||||||||
| | 32 | 133,4 | 20,7 | 6,4 | 63,6 | 63,6 | 42,2 | 66,7 | | |||||||||||||||
| | | |||||||||||||||||||||||
| | 6,4 | 73,1 | 69,9 | 48,3 | 69,9 | | ||||||||||||||||||
| | 50 | 165,2 | 25.5 | 6,4 | 92,1 | 84,2 | 60,5 | 73,1 | | |||||||||||||||
| | 65 | 190,6 | 28,6 | 6,4 | 104,8 | 100 | 35 | |||||||||||||||||
| | 80 | 209,6 | 31,8 | 6,4 | 127,1 | 117,5 | 89 | 82,6 | | |||||||||||||||
| | 908 | 936735 | 6,4 | 139,8 | 133,4 | 101,7 | 85,8 | | ||||||||||||||||
| | 100 | 273,1 | 38,2 | 6,4 | 157,2 | 6,4 | 157,2 | 900 101,7 | ||||||||||||||||
| | 125 | 330,3 | 44..5 | 6,4 | 185,8 | 188,9 | 141,3 | 114.4 | | |||||||||||||||
| | 150 | 355,7 | 47,7 | 6,4 | 216 | 222,3 | 168,5 | 117,5 | | |||||||||||||||
| | ||||||||||||||||||||||||
| | 6,4 | 269,9 | 273,1 | 219,3 | 133,4 | | ||||||||||||||||||
| | 250 | 508,1 | 63.6 | 6,4 | 323,9 | 343 | 273,1 | 152,5 | | |||||||||||||||
| | 300 | 558,9 | 66,7 | 6,4 | 381,1 22 | |||||||||||||||||||
| | 350 | 603,3 | 69,9 | 6,4 | 412,8 | 431,9 | 355,7 | 165,2 | | |||||||||||||||
| | 3 400.976,3 | 6,4 | 470 | 495,4 | 406,5 | 177,9 | | |||||||||||||||||
| | 450 | 743 | 82,6 | 6,4 | 5338 | 743 | 82,5 | 6,4 | | |||||||||||||||
| | 500 | 812,9 | 89 | 6,4 | 584,3 | 609,7 | 508,1 | 190.6 | | |||||||||||||||
| | 600 | 939,9 | 101,7 | 6,4 | 692,2 | 717,6 | 609,7 | 203,3 | | |||||||||||||||
Завод Показать
Завод Вы торговая компания?Мы производственная фабрика…. подробнее
| Технические характеристики | Фланцы из нержавеющей стали |
|---|---|
| Стандарты | ANSI / ASME B16.5, B16.47 серии A и B, B16.48, BS4504, BS 10, EN-1092, DIN, фланцы ANSI, фланцы ASME, фланцы BS, фланцы DIN, фланцы EN, фланцы ГОСТ. |
| Размерный ряд ASME B16.5 | От1/2 дюйма (15 NB) до 48 дюймов (1200NB) DN10 ~ DN5000 |
| Стандартный ANSI | Класс 150 фунтов, 300 фунтов, 600 фунтов, 900 фунтов, 1500 фунтов, 2500 фунтов |
| Стандарт EN | 6 бар 10 бар 16 бар 25 бар 40 бар |
| Стандартный JIS | 5K, 10 K, 16 K 20 K, 30 K, 40 K, 63 K |
| Стандарт DIN | 6 бар 10 бар 16 бар 25 бар 40 бар / PN6 PN10 PN16 PN25 PN40, PN64 |
| Стандартный UNI | 6 бар 10 бар 16 бар 25 бар 40 бар |
| Основные типы | Кованые / Резьбовые / Винтовые / Пластина |
| Опорный материал фланца | Прокладка, кольцевое соединение, фланцевые болты |
| Наиболее распространенные типы |
|
| Сертификаты испытаний | |
| Техника производства |
|
| Специализированный производитель |
|
| Ключевые рынки и отрасли для |
|
| Тип соединения / Тип фланца | Соединение кольцевого типа (RTJ), выступ (RF), плоское лицо (FF), лицо внахлестку (LJF), большая мужчина-женщина (LMF), маленький язык, большой язык и бороздка, маленький мужчина-женщина (SMF ) |
| Тест | Спектрограф прямого считывания, установка для гидростатических испытаний, детектор рентгеновского излучения, тразвуковой дефектоскоп UI, детектор магнитных частиц |
| Оборудование | Пресс-машина, гибочная машина, толкающая машина, электрическая машина для снятия фасок, пескоструйная машина и т. Д. |
| Происхождение | Индия / Западная Европа / Япония / США / Корея |
| Специальная конструкция | По вашему чертежу AS, ANSI, BS, DIN и JIS Фланцы с резьбой, фланцы под приварку, надвижные фланцы, глухие фланцы, фланцы с приварной шейкой |
| Стандартный | ANSI DIN, ГОСТ, JIS, UNI, BS, AS2129, AWWA, EN, SABS, NFE и т. Д.
|