
Как сделать штампы в word?
Содержание
- 1 Шаг первый: разбиваем документ на разделы
- 2 Шаг второй: устраняем связи между разделами
- 3 Шаг третий: создаем рамку
- 4 Шаг четвертый: создаем штамп
- 5 Шаг пятый: фиксируем высоту ячеек
- 5.1 Разбиение документа на разделы
- 5.2 Устранение связи между разделами
- 5.3 Создание рамки для штампа
- 5.4 Создание штампа
- 5.5 Как сделать фиксированную высоту ячеек
- 5.6 Помогла ли вам эта статья?
Студенты и ученики часто пользуются текстовым редактором «Ворд» для выполнения курсовых, дипломов, рефератов и докладов. Это очень удобная программа, имеющая интуитивный интерфейс, с которым может справиться даже новичок. Но только если речь идет об обычных действиях, таких как написание текста, создание таблицы, добавление изображения.
Некоторые преподаватели требуют наличия рамки со штампом в соответствии с ГОСТом, создание которой для ученика может стать довольно проблематичным заданием. В статье будет рассказано, как сделать штамп в «Ворде» по ГОСТу.
В статье будет рассказано, как сделать штамп в «Ворде» по ГОСТу.
Шаг первый: разбиваем документ на разделы
Первый шаг того, как сделать штамп в «Ворде», начинается с разбития всего документа на разделы. Это необходимо, чтобы отделить основную часть текста, оглавление и титульный лист. Но это не единственная причина: деление нужно для того, чтобы поместить штамп в место, где он необходим, и исключить его смещения в ненужные.
Итак, как сделать штамп в «Ворде»? Нам нужно:
- Кликнуть по вкладке «Макет» или «Разметка страницы» (в зависимости от версии программы).
- Открыть выпадающий список «Разрывы».
- Выбрать пункт «Следующая страница».
- Повторить все действия для создания еще одного разрыва.
- Нажать «Закрыть окно колонтитулов».
Вот и все, первый этап инструкции того, как сделать штамп в «Ворде», выполнен, переходим непосредственно ко второму.
Шаг второй: устраняем связи между разделами
Итак, приступаем ко второму этапу инструкции, как сделать рамку со штампом в «Ворде».
- Кликните по вкладке «Вставка», чтобы перейти в нее.
- Нажмите по стрелочки рядом с кнопкой «Нижний колонтитул» для отображения выпадающего списка.
- В списке кликните по «Изменить нижний колонтитул» появится группа инструментов для работы с колонтитулами.
- В группе «Переходы» щелкните по кнопке «Как в предыдущем разделе».
После проделанных действий штамп не будет распространяться на все страницы, а это означает, что второй шаг инструкции, как сделать рамку и штамп в «Ворде», мы выполнили. Переходим к созданию.
Шаг третий: создаем рамку
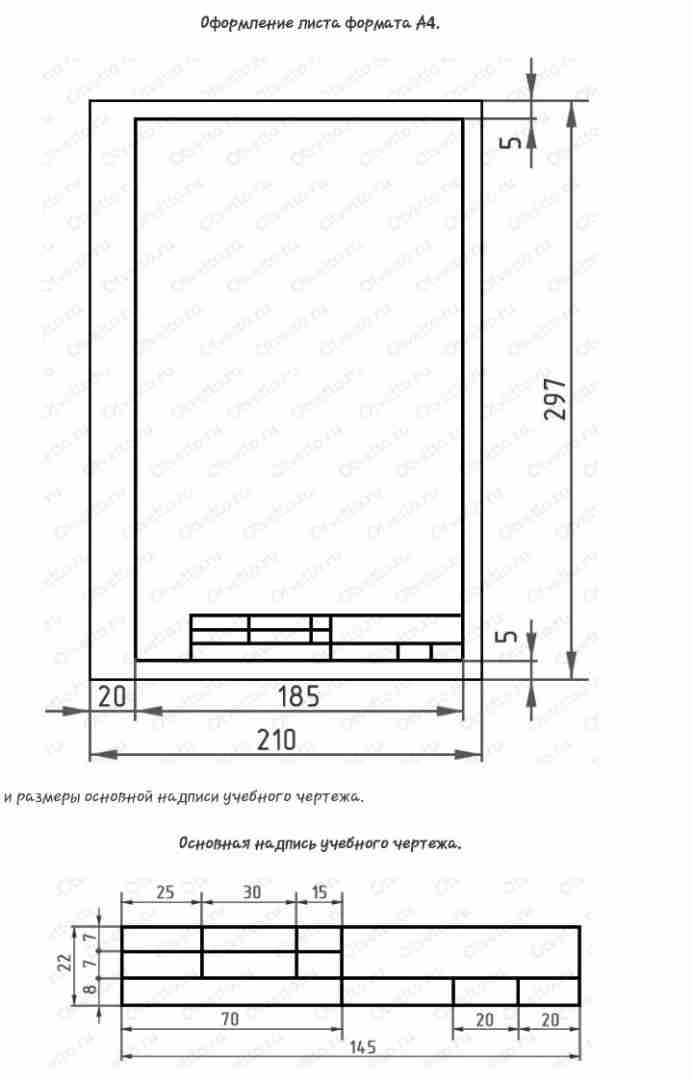
Вот теперь, наконец-то, мы подобрались к созданию самого штампа с рамкой. Однако это далеко не последний этап, но об остальном позже. Создавать мы будем рамку, конечно же, в соответствии с ГОСТом, поэтому первым делом нам необходимо добавить рамку, со следующими отступами по краям:
- Слева — 20 мм.

- Сверху — 5 мм.
- Справа — 5 мм.
- Снизу — 5 мм.
Чтобы это сделать, следуйте инструкции:
- В программе перейдите в «Макет».
- В группе «Параметры страницы» кликните по инструменту «Поля» для развертывания выпадающего списка.
- В списке выберите «Настраиваемые поля».
- В области «Поля» задайте значения: левое — 2,9 см, нижнее — 0,6 см, верхнее — 1,4 см, правое — 1,3 см. Это необходимо, чтобы текст не заходил на границы рамки.
После проделанных действий нажимайте кнопку «ОК» для применения всех изменений.
Сейчас переходим непосредственно к добавлению рамки в документ. Для этого вам нужно сделать следующее:
- В программе перейти в «Разметка страницы» или «Дизайн» (в зависимости от версии).
- В группе инструментов «Фон страницы» нажмите на кнопку «Границы страницы».
- Далее перейдите в «Страницы».
- В первой колонке выбрать пункт «Рамка».
- В выпадающем списке «Применить выбрать «К этому разделу».
- Нажать кнопку «Параметры», что находится чуть ниже выпадающего списка.
- В появившемся окне указать значения: нижнее — 0, правое — 20, верхнее — 25, левое — 21.

После этого нажимайте ОК — в документе появится рамка.
Шаг четвертый: создаем штамп
Итак, мы создали рамку, теперь поговорим о том, как в «Ворде» сделать штамп по ГОСТу. Делается это с помощью таблицы, вот детальная инструкция:
- Перейдите в нижний колонтитул той страницы, на которую вы хотите поместить штамп. Для этого дважды кликните по нижней границе листа.
- В конструкторе, который появился на панели инструментов, в группе «Положение» замените все значения на ноль — по умолчанию там указано 1,25.
- Перейдите во вкладку «Вставка».
- Используйте инструмент «Таблица» для ее создания. В меню выбора размера укажите 9 столбиков и 8 строчек.
- Зажмите ЛКМ на левой границе таблицы и перетащите ее край к левому краю рамки. Проделайте это же действие с правым краем таблицы.
- Выделите всю таблицу, нажав на четыре стрелочки в верхнем левом краю.
- Перейдите в «Макет» в группе вкладок «Работа с таблицами».
- Поменяйте высоту всех ячеек на 0,5 см.
- Поочередно выделяйте столбцы, начиная с левого края, и изменяйте их ширину. Первый столбец — 0,7 см, второй — 1 см, третий — 2,3 см, четвертый — 1,5 см, пятый — 1 см, шестой — 6,77 см, седьмой — 1,5 см, восьмой — 1,5 см, девятый — 2 см.
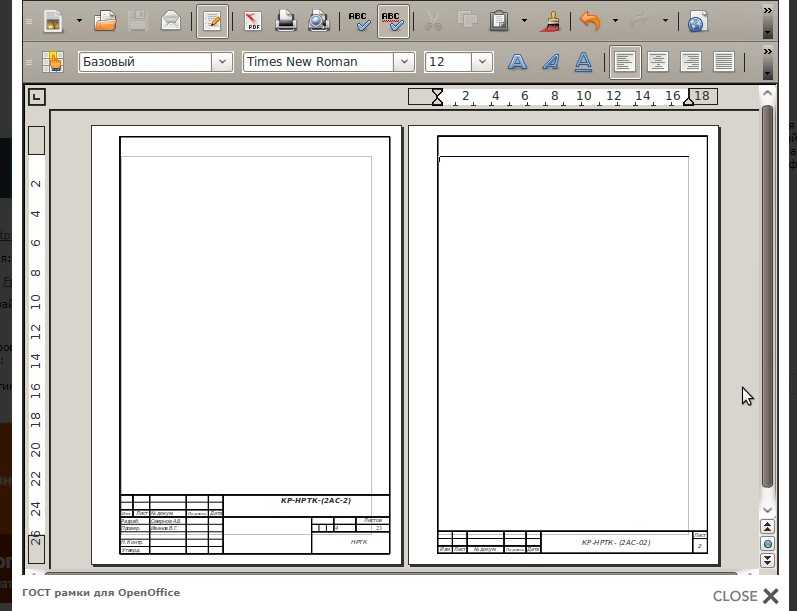
- Объедините ячейки в тех местах, где это необходимо, ориентируйтесь по изображению, приложенному ниже.

Вот и все, штамп с рамкой создан, но осталось еще несколько деталей.
Шаг пятый: фиксируем высоту ячеек
Чтобы при вводе данных в ячейки штампа они не растягивались, необходимо зафиксировать их высоту. Делается это следующим образом:
- Выделите ячейки.
- Нажмите ПКМ.
- В меню кликните по инструменту «Свойства таблицы».
- Во вкладке «Строка» поставьте галочку рядом с кнопкой «Высота» и выберите режим «Точно».
Кликнете по ОК — ваша таблица станет фиксированной.
Учебный год только начался, но уже скоро студенты начнут выполнять расчетные, графические, курсовые, научные работы. К такого рода документам, конечно же, выдвигаются крайне высокие требования по оформлению. В числе таковых наличие титульного листа, пояснительной записки и, конечно же, рамок со штампами, созданных в соответствии с ГОСТом.
Урок: Как сделать рамку в Ворде
У каждого студента свой подход к оформлению документов, мы же в этой статье расскажем о том, как правильно сделать штампы для страницы А4 в программе MS Word.
Урок: Как в Ворде сделать формат А3
Разбиение документа на разделы
Первое, что требуется сделать — разбить документ на несколько разделов. Зачем это нужно? Чтобы разделить оглавление, титульный лист и основную часть. Кроме того, именно так можно разместить рамку (штамп) только там, где она действительно нужна (основная часть документа), не позволяя ей “залезать” и перемещаться в другие части документа.
Урок: Как в Word сделать разрыв страницы
1. Откройте документ, в котором нужно сделать штамп, и перейдите во вкладку
Примечание: Если вы используете Ворд 2010 и младше, необходимые инструменты для создания разрывов вы найдете во вкладке “Разметка страницы”.
2. Нажмите на кнопку “Разрывы страниц” и выберите в выпадающем меню пункт “Следующая страница”.
3. Перейдите на следующую страницу и создайте еще один разрыв.
Примечание: Если разделов в вашем документе более трех, создайте необходимое количество разрывов (в нашем примере для создания трех разделов потребовалось два разрыва).
4. В документе будет создано необходимое количество разделов.
Устранение связи между разделами
После того, как мы разбили документ на разделы, необходимо предотвратить повторение будущего штампа на тех страницах, где он не должен находиться.
1. Перейдите во вкладку “Вставка” и разверните меню кнопки “Нижний колонтитул” (группа “Колонтитулы”).
2. Выберите пункт “Изменить нижний колонтитул”.
3. Во втором, а также во всех последующих разделах, нажмите кнопку “Как в предыдущем разделе” (группа “Переходы”) — это разорвет связь между разделами. Колонтитулы, в которых и будет находиться наш будущий штамп, повторяться не будут.
4. Закройте режим работы с колонтитулами, нажав на кнопку “Закрыть окно колонтитулов” на панели управления.
Создание рамки для штампа
Теперь, собственно, можно перейдите к созданию рамки, размеры которой, конечно же, должны соответствовать ГОСТу. Итак, отступы от краев страницы для рамки должны иметь следующие значения:
x x x мм
1. Откройте вкладку “Макет” и нажмите кнопку “Поля”.
Урок: Изменение и настройка полей в Ворде
2. В выпадающем меню выберите пункт “Настраиваемые поля”.
3. В окне, которое перед вами появится, задайте следующие значения в сантиметрах:
Верхнее — Левое — Нижнее — Правое
4. Нажмите “ОК” для закрытия окна.
Теперь необходимо установить границы страницы.
1. Во вкладке “Дизайн” (или “Разметка страницы”) нажмите на кнопку с соответствующим названием.
2. В окне “Границы и заливка”, которое откроется перед вами, выберите тип “Рамка”, а в разделе “Применить к” укажите “этому разделу”.
3. Нажмите кнопку “Параметры”, расположенную под разделом “Применить к”.
4. Задайте в появившемся окне следующие значения полей в “пт”:
Верхнее — Нижнее — Левое — Правое —
5. После того, как вы нажмете кнопку “ОК” в двух открытых окнах, рамка заданных размеров появится в нужном разделе.
После того, как вы нажмете кнопку “ОК” в двух открытых окнах, рамка заданных размеров появится в нужном разделе.
Создание штампа
Самое время создать штамп или основную надпись, для чего нам потребуется вставить таблицу в нижний колонтитул страницы.
1. Дважды кликните по нижней части страницы, на которую требуется добавить штамп.
2. Откроется редактор нижнего колонтитула, а вместе с ним появится и вкладка “Конструктор”.
3. В группе “Положение” измените в обоих строках значение колонтитула со стандартных на .
4. Перейдите во вкладку “Вставка” и вставьте таблицу с размерами 8 строк и 9 столбцов.
Урок: Как в Word сделать таблицу
5. Кликните левой кнопкой мышки по левой части таблицы и перетяните ее к левому полю документа. Можете проделать то же самое и для правого поля (хотя в дальнейшем оно еще будет меняться).
6. Выделите все ячейки добавленной таблицы и перейдите во вкладку “Макет”, расположенную в основном разделе “Работа с таблицами”.
7. Измените высоту ячейки на см.
8. Теперь необходимо поочередно изменить ширину каждого из столбцов. Для этого выделяйте столбцы в направлении слева направо и меняйте их ширину на панели управления на следующие значения (по порядку):
0,7 1 2,3 1,5 1 6,77 1,5 1,5 2
9. Объедините ячейки так, как это показано на скриншоте. Для этого воспользуйтесь нашей инструкцией.
Урок: Как в Word объединить ячейки
10. Штамп, соответствующий требованиям ГОСТа создан. Остается только заполнить его. Конечно же, все необходимо делать в строгом соответствии с требованиями, выдвигаемыми преподавателем, учебным заведением и общепринятыми стандартами.
Если это необходимо, воспользуйтесь нашими статьями для изменения шрифта и его выравнивания.
Уроки:
Как изменить шрифт
Как выровнять текст
Как сделать фиксированную высоту ячеек
Для того, чтобы высота ячеек таблицы не менялась по мере того, как вы будете вводить в нее текст, используйте мелкий размер шрифта (для узких ячеек), а также выполните следующие действия:
1. Выделите все ячейки таблицы-штампа и кликните правой кнопкой мышки и выберите пункт “Свойства таблицы”.
Выделите все ячейки таблицы-штампа и кликните правой кнопкой мышки и выберите пункт “Свойства таблицы”.
Примечание: Так как таблица-штамп находится в колонтитуле, выделение всех ее ячеек (особенно, после их объединения), может быть проблематичным. Если и вы столкнулись с такой проблемой, выделяйте их по частям и проделывайте описанные действия для каждого участка выделенных ячеек отдельно.
2. Перейдите в открывшемся окне во вкладку “Строка” и в разделе “Размер” в поле “Режим” выберите “точно”.
3. Нажмите “ОК” для закрытия окна.
Вот скромный пример того, что у вас может получиться после частичного заполнения штампа и выравнивания текста в нем:
На этом все, теперь вы точно знаете, как правильно сделать штамп в Ворде и точно заслужите уважение со стороны преподавателя. Осталось только заработать хорошую оценку, сделав работу содержательной и информативной.
Мы рады, что смогли помочь Вам в решении проблемы.
Задайте свой вопрос в комментариях, подробно расписав суть проблемы. Наши специалисты постараются ответить максимально быстро.
Помогла ли вам эта статья?
Да Нет
Написал admin. Опубликовано в рубрике Офисные приложения
За годы учебы в университете я так и не научился делать нормальные рамки, которые бы не съезжали при редактировании текста и имели правильные отступы от края страницы. Открыв для себя секрет создания рамок и штампа в ворде (Word) совсем недавно, я спешу поделиться им со своими читателями.
Итак, первое, что нужно сделать – это разбить документ на несколько разделов (здесь читаем как разбить PDF на страницы), например, оглавление, титульный лист и основная часть. Это делается для того, чтобы рамка была только там, где нужно, а именно, в основной части. В Microsoft Word 2010 переходим на вкладку Разметка страницы, и выбираем Разрывы/Следующая страница (конвертировать из Word в PDF учимся тут).
Делаем таким образом для всех разделов Вашего документа.
Чтобы созданный нами впоследствии штамп не повторялся на ненужных нам страницах, переходим на вкладку Вставка, затем нажимаем Нижний колонтитул/Изменить нижний колонтитул. Для выбранных разделов отключаем функцию Как в предыдущем разделе.
Теперь переходим непосредственно к созданию рамки. Требования ГОСТ таковы, что отступы от краев листа для рамки должны быть 20х5х5х5 мм, поэтому настройки будем делать именно для таких размеров.
Переходим на вкладку Разметка страницы, нажимаем Поля/Настраиваемые поля.
В появившемся окне делаем настройки как на скриншоте.
Далее на вкладке Разметка страницы нажимаем Границы страниц.
В появившемся окне выбираем Рамка, здесь же ставим Применить к этому разделу и нажимаем кнопку Параметры.
В появившемся окне настройки сделать как на скриншоте.
Нажимаем ОК и вуаля – рамки появились в нужном нам разделе.
Теперь сделаем штамп или основную надпись. Для этого нам понадобится вставить таблицу в нижний колонтитул.
Щелкаем два раза по нижней части страницы, чтобы открыть редактор Нижнего колонтитула. На вкладке Конструктор в группе Положение, изменяем значение с 1,25 на 0.
Вставляем таблицу, имеющую размер 9 столбцов и 8 строк (вставка таблицы и другие базовые функции Microsoft Word описаны тут).
Затем, удерживая левую кнопку мыши, передвигаем левую часть таблицы к левому полю.
Теперь выделяем все ячейки и на вкладке Макет в группе Размер ячейки меняем высоту ячейки с 0,48 на 0,5.
После этого задаем следующие ширины столбцов слева направо: 0,7 – 1 – 2,3 – 1,5 – 1 – 6,77 – 1,5 – 1,5 – 2.
Далее объединяем некоторые ячейки и получаем:
В разных учебных заведениях основная надпись может отличаться. Здесь показан лишь один из вариантов.
Теперь остается только заполнить основную надпись, и наш штамп будет готов.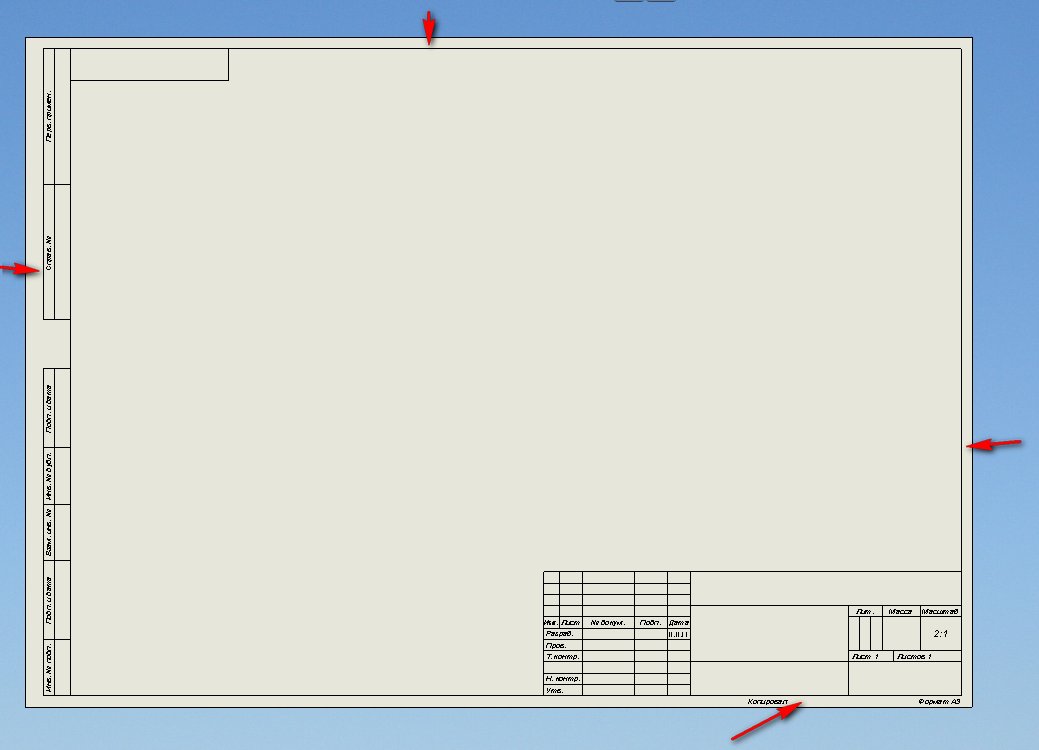
Вот и все. Надеюсь эта статья будет полезна студентам и всем учащимся.
Как вставить формулу в Microsoft Word читаем здесь.
Кто не хочет заморачиваться с самостоятельным созданием рамок, предлагаю скачать готовые.
Скачать готовые рамки и штамп
Оцените статью
(
проголосовало, средняя оценка:
из 5)
Теги: Word, основная надпись по ГОСТ, рамки по ГОСТ, штамп
Мини-онлайн по штампу
Ведущая Таня Борисова
Записаться
11–23 мая
12 дней
Штамп — это печатная техника, в которой изображение собирается из нескольких простых модулей. Этот процесс сильно отличается от привычного рисования и вынуждает придумывать новые графические решения.
На курсе будем не обходить технические ограничения техники, а наоборот, — использовать их в полную силу. Показать штампом форму сложно, зато с его помощью можно легко передать соотношение масс, динамику, внутренние ритмы объектов. Найти и усилить самые выразительные качества объекта, доведя его до звонкого знака.
Подходит тем, кто
• интересуется ручной печатью
• хочет поработать минималистичными средствами в графике
Для участия необходимо
Начальное умение анализа натуры и обобщения увиденного.
Опыт рисования с натуры, — пусть даже совсем небольшой
Что развивается
• Графический арсенал
• Умение обобщать и упрощать натуру, и находить ее самую выразительную сторон
• Навык работы со знаковым изображением в листе
• Умение найти нужный масштаб изображения и количество белого в листе
• Навык работы с полями листа.
Результат
• Много листов с изображениями-знаками
• Можно сделать открытку, небольшой графический лист
• Набор печатных форм для дальнейшего самостоятельного изучения возможностей штамповой иллюстрации
За 12 дней осваиваем технику печати штампов: начинаем с проб, разгоняемся и выходим на графические листы. В последних работах сочетаем штамп с трафаретом.
Таня Борисова — ведущая
Окончила МХПА им. Строганова Дизайнер и иллюстратор.
«Делаю книжки, рисую картинки, занимаюсь графикой».
Инстаграм
Биханс
Скидки по запросу
Работы Тани
Работы Тани
Для участия понадобится
– Компьютер или планшет
– Интернет-браузер
– Приложение для обработки фото
– Текстовый редактор
Системные требования
11, 14, 17, 20 мая
13, 15, 19, 22 мая
16 и 23 мая
Выдача теоретических материалов и начало работы
Выкладываем обзоры
Расписание
Таня разбирает обзоры
Как работаем
Вопросы, возникающие по ходу, задаем в любое время — раз в сутки преподаватель отвечает на них.
Скрин из онлайна Димы Горелышева «Портреты незнакомцев»
Работаем на платформе «Миро». Курс выглядит как огромный виртуальный холст, в котором у каждого участника свой борд.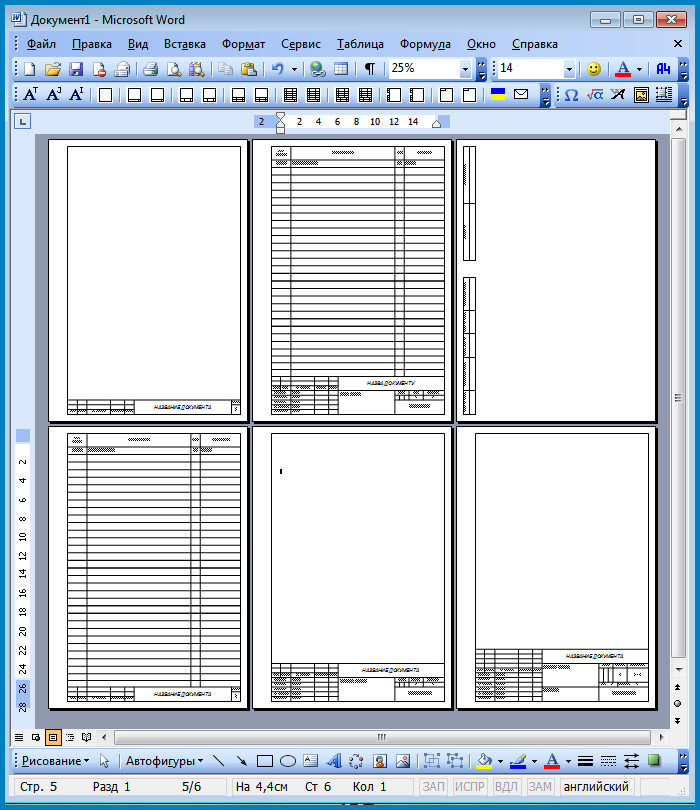
Скрин из онлайна Димы Горелышева «Портреты незнакомцев»
Материалы и задания — текст с иллюстрациями и видео с демонстрацией техники
Обратная связь преподавателя — текстовые комментарии
Рисунки участников прошлого набора
Рисунки участников прошлого набора
Виктория Блахина
Ольга Шубина
Екатерина Кудрявцева
Елена Мадьякина
Алена Демченко
Оксана Михеева
Елена Платонова
Арина Серебрякова
Программа
1. Штампы и паттерны
2. Знак в листе. Один цвет
3. Знак в листе. Два цвета
Фигуры из простых штампов: домики, буквы, растения. Простые паттерны — из простых и сложных форм. Работа штампа в сетке, образование контрформ.
Насекомые по фотографии.
Конструкции: нефтяная вышка, многоэтажка в печатниках, готический собор. Рисование по воображению.
На каждое задание 2 дня. Количество рисунков не ограничено — техника быстрая и легкая и позволяет переделывать и пробовать сколько угодно. В первом задании на один лист уйдет минут десять, а в остальных — по часу минимум.
В первом задании на один лист уйдет минут десять, а в остальных — по часу минимум.
4. Сюжет на один-два цвета
Иллюстрация картин: «Портрет Генриха XIII», «Клятва Горациев», натюрморты Сезанна. Для отчаянных и смелых добавление трафарета.
Материалы
• Ластики: «Каждый день» из Ашана или другие ластики из гладкой резины, например, Кохиноровский со слоном
• Канцелярский нож
• Черная штемпельная краска
• Подушечка для штампа
• Резиновый коврик для вырезания
• Любая бумага форматов А4 и А3
Что классного с Таней у нас есть
Что классного с Таней у нас есть
Интересно было попробовать новую технику
Я попробовала технику печати штампом, мне она показалась очень интересной. Было желание привнести в рисунок игривость, игру с формой. Этот курс показал мне эту возможность
Появились новые идеи, как сделать мои рисунки более интересными
Спасибо большое Простой школе за отличный курс и Татьяне Борисовой.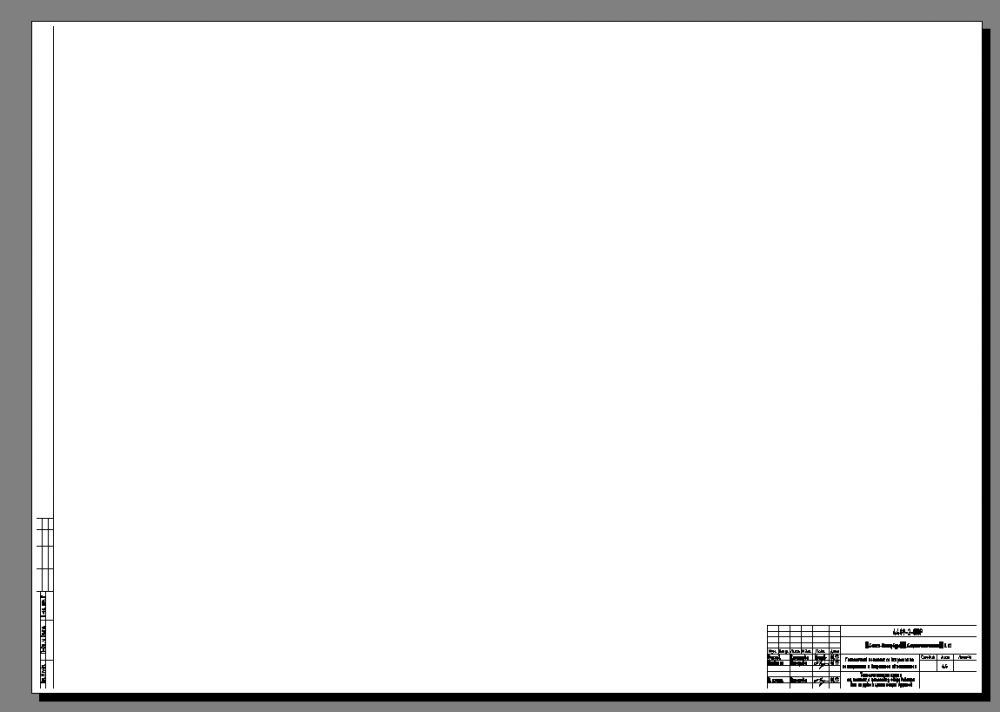 Она супер поддерживающий ведущий! Из пожеланий – может быть чуть больше времени на задания. Лично мне немного не хватало времени на домашку.
Она супер поддерживающий ведущий! Из пожеланий – может быть чуть больше времени на задания. Лично мне немного не хватало времени на домашку.
Отзывы предыдущего онлайна
Елена Мадьянкина
Часто приходилось напрячься и хорошо продумать предстоящую работу.
Сейчас работаю над детской книжкой, очень здорово в ней сочетать трафарет и штампы.
Поняла, что занятия графикой помогают развиваться в графическом дизайне.
Спасибо Тане! за то, что она всегда находит подходящие слова) Даже когда ты сделал что-то не то, она деликатно указывала на ошибки. Спасибо, что не создаёте на курсе атмосферу конкуренции. Это всегда мешает расслабиться и получать кайф от работы.
Оксана Михеева
Задания интересные, понятные, но не хватало времени на исполнение всех заданий вовремя.
Первое задание – достаточно дня на выполнение, а на остальные задания очень хотелось дополнительно по одному дню. Задание с книжкой очень интересное, лучше его включить как отдельное задание.
Если прошло больше 2 дней, а письма всё нет, и в спаме его тоже нет, — напишите нам.
Вопросы — координатору курса
Елене Павлюткиной на [email protected]
Запись на онлайн
11–23 мая
Записаться
Процесс штамповки листового металла– Aranda Tooling
Опубликовано wpengine на | Комментарии к записи Процесс штамповки листового металла
отключены Процесс превращения листового металла в полезную деталь или компонент называется штамповкой листового металла. Металл подается в пресс, где штамповочный инструмент, также известный как штамп, создает нужную форму. Матрица вдавливается в металл или проходит сквозь него с огромной силой. Сила, используемая в процессе, измеряется в тоннах.
 Несмотря на то, что тепло не используется, деталь может выйти горячей из-за трения, которое создается между металлом и штампом под действием силы пресса.
Несмотря на то, что тепло не используется, деталь может выйти горячей из-за трения, которое создается между металлом и штампом под действием силы пресса.Что такое штамповка листового металла?
Общий процесс штамповки листового металла
В основном штамповка листового металла состоит только из трех компонентов: листового металла, штампа и пресса, но для получения окончательной формы любой отдельной детали может потребоваться несколько шагов. В следующем руководстве объясняется несколько распространенных процессов, которые могут происходить во время штамповки металла.
- Формовка: Формовка описывает процесс преобразования плоского металла в другую форму под действием силы. Это достигается одним из нескольких способов, в зависимости от проектных спецификаций детали. С помощью ряда операций металл может быть преобразован из относительно простой формы в сложную.
- Вырубка: Вырубка является наиболее простой техникой и начинается, когда лист или заготовка подаются в пресс, где штамп вырезает нужную форму. Полученная фигура называется 9.0025 пустой . Заготовка может быть желаемой деталью, также известной как полностью готовая заготовка, или она может продолжаться до следующего этапа формования.
- Чертеж: Чертеж – более сложная операция, с помощью которой формируются сосуды или глубокие впадины. Натяжение используется для осторожного втягивания материала в полость для изменения его формы. Хотя материал может растягиваться во время рисования, техники стараются максимально избегать растяжения, чтобы сохранить материал неповрежденным. Раковины, кухонное оборудование и маслосборники для транспортных средств обычно изготавливаются с рисунком.
- Прошивка: Прошивка почти противоположна вырубке, но вместо сохранения заготовок техники используют материал снаружи пробитой области. В качестве примера подумайте о вырезании печенья из раскатанного круга теста. Во время гашения печенье сохраняется; во время прокалывания, напротив, печенье выбрасывается, и желаемым результатом являются изрешеченные дырками остатки.
 Полученная фигура называется 9.0025 пустой . Заготовка может быть желаемой деталью, также известной как полностью готовая заготовка, или она может продолжаться до следующего этапа формования.
Полученная фигура называется 9.0025 пустой . Заготовка может быть желаемой деталью, также известной как полностью готовая заготовка, или она может продолжаться до следующего этапа формования.
Материалы
Хотя практически любой металл, включая золото, можно штамповать, листовой металл является наиболее распространенным. Тип используемого металла зависит от типа необходимой детали и ее желаемых свойств, таких как коррозионная и термостойкость.
Штамповка листового металла позволяет производить детали из следующих материалов:
- Нержавеющая сталь
- Низко- и высокоуглеродистая сталь
- Алюминий
- Титан
- Латунь
- Бронза
- Медь
- Инконель
- Никелевые сплавы
Применение штамповки листового металла
В процессе штамповки листовой металл преобразуется в сложные детали с использованием узкоспециализированных компьютерных программ для черчения и производства. Штамповка листового металла позволяет быстро и эффективно производить высококачественные, упругие, сверхпрочные детали.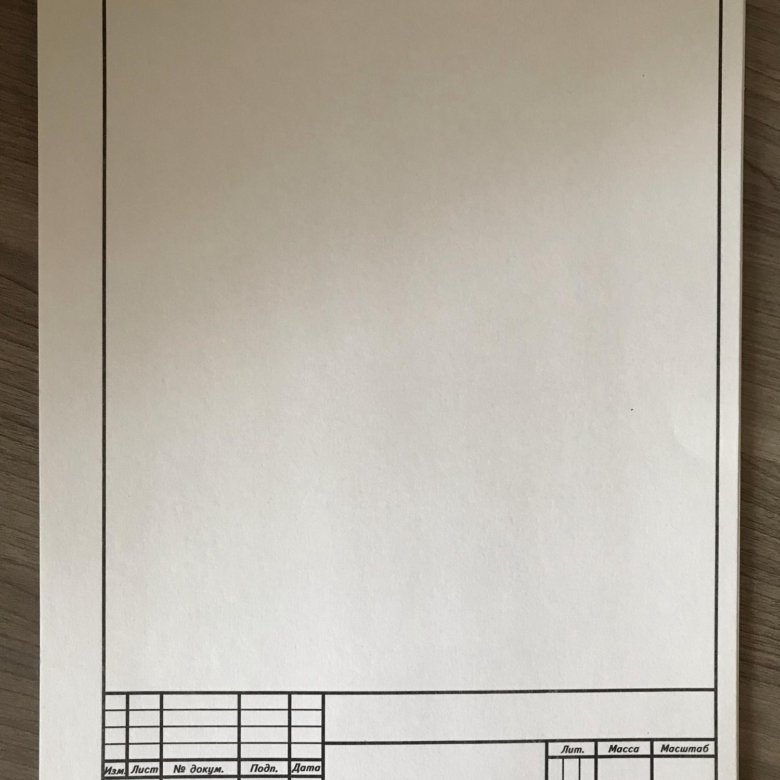 Результаты настолько точны, что обычно более надежны и последовательны, чем ручная обработка.
Результаты настолько точны, что обычно более надежны и последовательны, чем ручная обработка.
В следующих отраслях промышленности используются компоненты, изготовленные штамповкой из листового металла:
- Автомобильная промышленность
- Возобновляемая энергия
- Медицинский
- Промышленный
- Аэрокосмическая отрасль
- Оборудование
- Домохозяйство
Этот список ни в коем случае не является исчерпывающим. Существует значительный спрос на штамповку из листового металла, и диапазон отраслей, которые зависят от этого, огромен.
Услуги по штамповке металла
Услуги по прецизионной штамповке металлов
Если в вашей отрасли требуются высокоточные детали высокого калибра, вам нужна штамповочная компания, отвечающая самым строгим стандартам качества. Aranda Tooling, компания, зарегистрированная в соответствии со стандартом ISO 9001:2015, производит прецизионные инструменты для компаний по всему миру с 1975 года. Сегодня мы еженедельно производим более 1 миллиона высокодетализированных деталей даже для самых технологически продвинутых приложений.
Сегодня мы еженедельно производим более 1 миллиона высокодетализированных деталей даже для самых технологически продвинутых приложений.
Чтобы узнать больше о наших услугах по штамповке, посетите нашу страницу услуг или запросите расценки онлайн. Если у вас есть какие-либо вопросы, свяжитесь с нами в Aranda Tooling, Inc. сегодня.
Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамповка металла — это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для придания листовому металлу различных форм. Куски плоского листового металла, обычно называемые заготовками, подаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы. Производственные предприятия и производители металла, предлагающие услуги штамповки, помещают материал, подлежащий штамповке, между секциями штампа, где с помощью давления материал придается желаемой окончательной форме для продукта или компонента.
Изображение предоставлено: DRN Studio/Shutterstock.com
В этой статье описывается процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы операций штамповки и их применение.
Основные понятия штамповки металлов
Штамповка металла, также называемая штамповкой, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов. Операции штамповки подходят как для коротких, так и для длинных производственных циклов и могут проводиться вместе с другими операциями по обработке металлов давлением и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
- Штамповка
- Заглушка
- Тиснение
- Чеканка
- Гибка
- Отбортовка
Штамповка и вырубка относятся к использованию штампа для резки материала в определенные формы. В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение — это процесс создания выпуклого или углубленного рисунка на листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки через роликовый штамп.
Чеканка — это метод гибки, при котором заготовка штампуется, когда ее помещают между штампом и пуансоном или прессом. Это действие приводит к тому, что кончик пуансона проникает в металл, что приводит к точным повторяемым изгибам. Глубокое проникновение также снимает внутренние напряжения в металлической заготовке, что приводит к отсутствию пружинящего эффекта.
Гибка относится к общей технике придания металлу желаемой формы, такой как L-, U- или V-образные профили. Процесс гибки металла приводит к пластической деформации, при которой напряжения выше предела текучести, но ниже предела прочности при растяжении.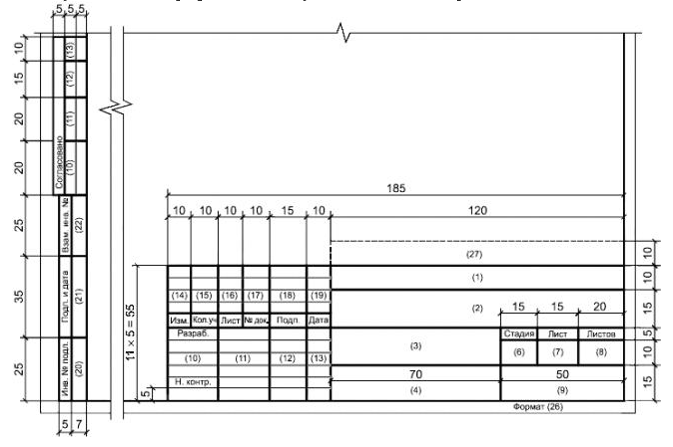 Изгиб обычно происходит вокруг одной оси.
Изгиб обычно происходит вокруг одной оси.
Отбортовка — это процесс установки раструба или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки.
Машины для штамповки металла могут делать больше, чем просто штамповка; они могут отливать, штамповать, резать и формовать металлические листы. Станки могут быть запрограммированы или иметь компьютерное числовое управление (ЧПУ), чтобы обеспечить высокую точность и повторяемость для каждой штампованной детали. Электроэрозионная обработка (EDM) и программы автоматизированного проектирования (CAD) обеспечивают точность. Доступны различные инструментальные станки для штампов, используемых при штамповке. Прогрессивная, формовочная, компаундная и твердосплавная оснастка удовлетворяет особые потребности в штамповке. Прогрессивные штампы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Гидравлический штамповочный пресс.
Изображение предоставлено: Romul014/Shutterstock.com
Типы штамповочных операций
Прогрессивная штамповка
В прогрессивной штамповке используется последовательность штамповочных станций. Рулон металла подается в возвратно-поступательный штамповочный пресс с прогрессивными штампами. Матрица движется вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь. Когда пресс движется вверх, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, так как деталь все еще соединена с металлической полосой. Конечная станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеальна для больших тиражей, потому что штампы служат долгое время, не повреждаясь, а процесс легко воспроизводим. На каждом этапе процесса на металле выполняются различные операции по резке, изгибу или штамповке, что позволяет постепенно достигать желаемой формы и дизайна конечного продукта. Это также более быстрый процесс с ограниченным количеством отходов.
Это также более быстрый процесс с ограниченным количеством отходов.
Штамповка трансферной штамповки
Штамповка с переносом аналогична прогрессивной штамповке, но деталь отделяется от металлического стержня на ранней стадии процесса и перемещается от одной штамповочной станции к другой с помощью другой механической транспортной системы, такой как конвейерная лента. Этот процесс обычно используется для более крупных деталей, которые необходимо перенести на другие прессы.
Штамповка с четырьмя слайдами
Четырёхходовое тиснение также называют многоползунковым или четырёхходовым тиснением. Этот метод лучше всего подходит для создания сложных компонентов с многочисленными изгибами или изгибами. Он использует четыре скользящих инструмента вместо одного вертикального ползуна, чтобы формировать заготовку посредством множественных деформаций. Два ползуна или ползуна ударяют по заготовке горизонтально, чтобы придать ей форму, и штампы не используются. Штамповка с несколькими слайдами также может иметь более четырех движущихся слайдов.
Штамповка с четырьмя слайдами является очень универсальным типом штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Тонкое гашение
Прецизионная вырубка, также известная как вырубка тонких кромок, ценна тем, что обеспечивает высокую точность и гладкие края. Обычно выполняемые на гидравлическом или механическом прессе или их комбинации, операции точной вырубки состоят из трех отдельных движений:
- Зажим заготовки или рабочего материала на месте
- Выполнение операции гашения
- Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются в обычных штамповочных операциях, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, изготовленные методом тонкой штамповки, избегают трещин, поскольку они производятся с использованием обычных инструментов, а плоскостность поверхности может превышать плоскостность, получаемую при других методах штамповки. Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают в себя механические, гидравлические и механические сервоприводы. Обычно прессы связаны с автоматическим податчиком, который пропускает листовой металл через пресс либо в рулонах, либо в виде заготовок.
Механический
Механические прессы используют двигатель, соединенный с механическим маховиком, для передачи и хранения энергии. Их пуансоны могут иметь размер от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно от двадцати до 1500 ударов в минуту, но они, как правило, быстрее, чем гидравлические прессы. Эти прессы бывают самых разных размеров, от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла. Они обычно используются для прогрессивной и трансферной штамповки с большими тиражами.
Гидравлический
Гидравлические прессы используют гидравлическую жидкость под давлением для приложения усилия к материалу. Гидравлические поршни вытесняют жидкость с уровнем силы, пропорциональным диаметру головки поршня, что позволяет лучше контролировать величину давления и более стабильное давление, чем механический пресс. Кроме того, они имеют регулируемый ход и скорость и обычно могут обеспечивать полную мощность в любой точке хода. Эти прессы обычно различаются по размеру от двадцати до 10 000 тонн и предлагают размеры хода от 10 мм до 800 мм.
Гидравлические прессы обычно используются для небольших производственных циклов для создания более сложных и глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
Механические сервопрессы используют двигатели большой мощности вместо маховиков. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы. Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Типы штампов
Штамповочный пресс с ЧПУИзображение предоставлено: DRN Studio/Shutterstock.com
Матрицы, которые используются в операциях штамповки металлов, могут быть охарактеризованы как однопозиционные или многостанционные.
Однопозиционные штампы включают как составные, так и комбинированные штампы. Составные штампы выполняют более одной операции резки в одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные штампы — это штампы, в которых как режущие, так и нережущие операции выполняются за один ход пресса. Примером может быть матрица, которая производит разрез, а также фланец для данной металлической заготовки.
Многопозиционные штампы включают в себя как прогрессивные штампы, так и передаточные штампы, в которых операции надрезания, пробивки и резки выполняются последовательно с одного и того же набора штампов.
Стальные линейки, также называемые ножевыми штампами, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, спроектирован так, чтобы соответствовать желаемой форме, а в башмаке штампа вырезается прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают установить толщину стальной линейки, которая будет использоваться в режущем лезвии.
Вопросы материалов
Кольца РашидаИзображение предоставлено Wisconsin Stamping
Выбор используемых металлических штамповочных материалов зависит от желаемых свойств готового изделия. Штамповка не ограничивается как производственный процесс только металлами – существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.
Штамповка не ограничивается как производственный процесс только металлами – существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.
Обычно металлы сохраняют свою ковкость и пластичность после штамповки. Те, которые используются для точной штамповки, обычно варьируются от мягкой до средней твердости и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготовленных штамповкой, включают:
- Драгоценные металлы, такие как серебро, золото и платина
- Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
- Цветные металлы, такие как бронза, латунь и цинк
- Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в операциях штамповки, так как их низкое содержание углерода означает, что они являются одним из наименее дорогих доступных вариантов, что приводит к низким затратам на единицу продукции.
При выполнении операций штамповки металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Отделочные операции
Производственные операции после штамповки могут включать удаление заусенцев с штампованного изделия, нарезание резьбы, развертывание и раззенковку. Они позволяют добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков отрезанного материала, оставшихся на заготовке после завершения операции штамповки. Острые кромки могут потребовать шлифовки для удаления заусенцев или, возможно, потребуется отшлифовать их, чтобы получить сглаженную кромку и направить заусенец во внутренний сгиб, где он не вызовет травм и не будет замечен косметически.
Концепции дизайна
Как правило, в штампованных изделиях следует избегать чрезмерно узких выступов, поскольку они могут легче искажаться и влиять на восприятие качества готового изделия.
По возможности конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов. Необходимость создания специальной матрицы для штамповки увеличит первоначальные затраты на инструменты.
Избегание острых внутренних и внешних углов в конструкциях штампованных изделий может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых краев, для удаления которых требуется вторичная обработка. Кроме того, в острых углах существует большая вероятность концентрации напряжений, что может привести к растрескиванию или последующему выходу из строя детали при длительном использовании.
Габаритные размеры готового изделия будут ограничены доступными размерами листов или заготовок из листового металла, и эти ограничения необходимо учитывать для материала, израсходованного в складках на краях или фланцах, а также для любого дополнительного удаления или использования материала. Очень большие продукты могут быть созданы в несколько этапов и механически соединены друг с другом на втором этапе производственного процесса.
При выполнении перфорации учитывайте как направление перфорации, так и размер перфорируемого элемента. Как правило, лучше всего делать штамповку в одном направлении, чтобы все острые края, создаваемые пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и убрать из общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность. Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что перфорированные элементы должны быть как минимум в два раза больше толщины материала.
Для изгибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы более трудны для достижения и могут привести к точкам концентрации напряжения в готовой детали, что впоследствии может вызвать проблемы с качеством продукта.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуски и повторяемость.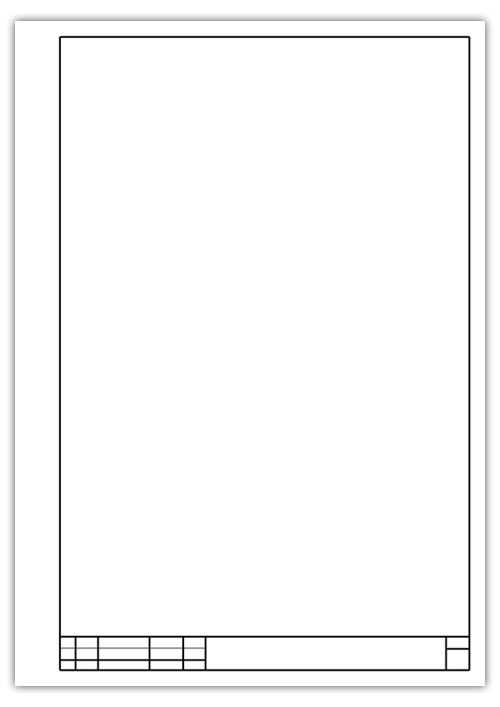 Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Операции по гибке следует выполнять с осознанием риска деформации материала, так как материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, опять же во избежание накопления концентрации напряжений. Рекомендуется, чтобы длина фланца в три раза превышала толщину заготовки.
Преимущества и недостатки штамповки Некоторые из преимуществ штамповки включают более низкую стоимость матрицы, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Металлические штампы для штамповки, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла.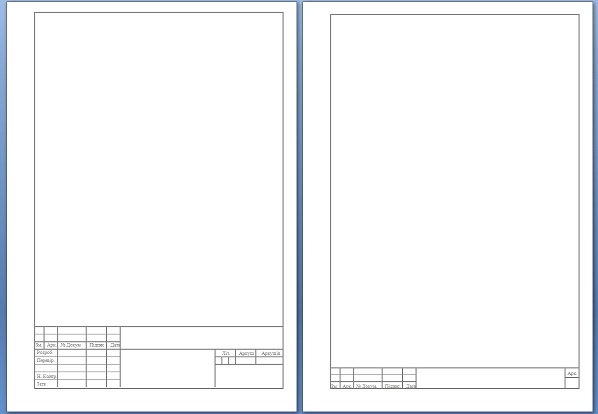 Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость прессов. Штампы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла на заказ — более длительный подготовительный процесс. Матрицы также бывает трудно заменить, если дизайн необходимо изменить во время производства.
Приложения
Штамповка используется в различных приложениях, особенно в том, что касается трехмерных рисунков, надписей или других элементов гравировки на поверхности. Такие штампованные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, светотехнической промышленности, телекоммуникационных услуг, военной и оборонной промышленности, аэрокосмической промышленности, производителей медицинского оборудования и компаний, производящих электронику.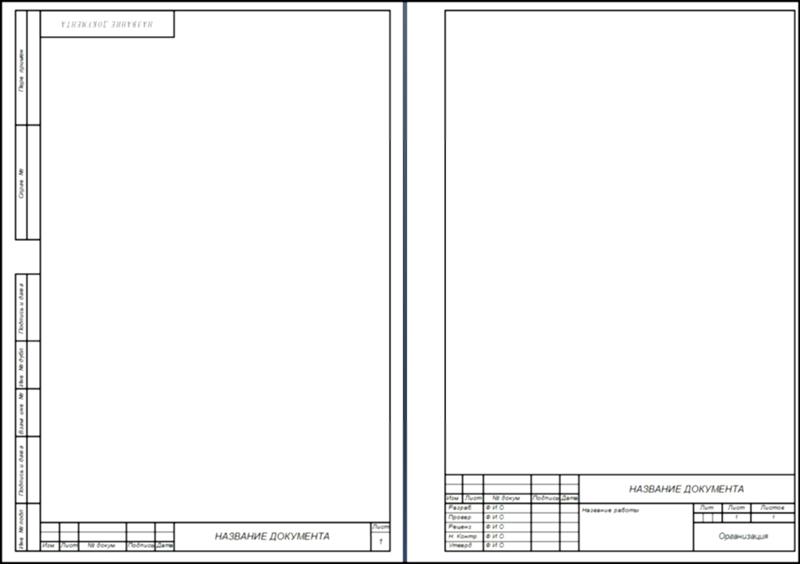 Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых штампованных элементов, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как те, что используются в основаниях двигателей или фрикционных дисках. Этот процесс используется для производства как деталей для крупного оборудования, так и невероятно детализированных мелких деталей. Штамповка с микроточной точностью позволяет создавать детали диаметром до 0,002 дюйма.
Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла. Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и аэрокосмической отрасли. Электронные штамповки доступны для ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также более дорогие металлы, такие как платина и золото.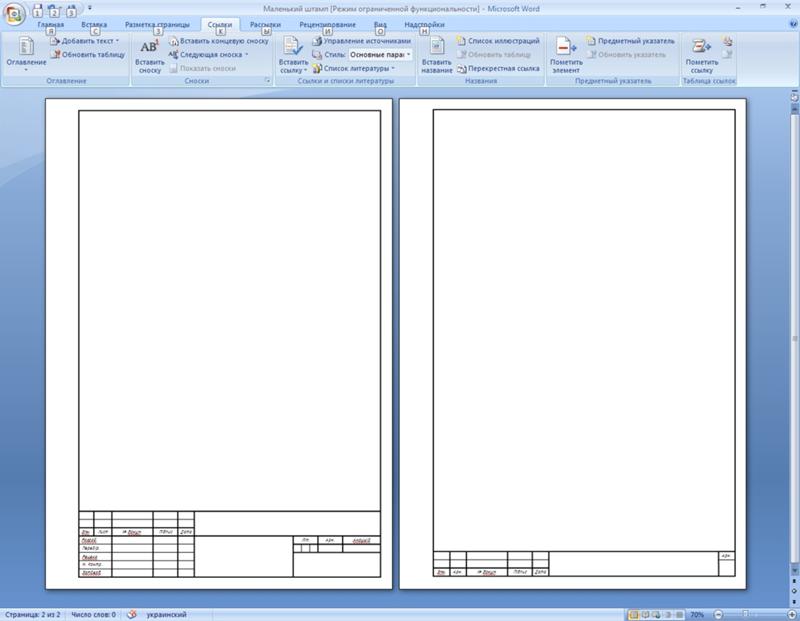 К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Резюме
В этой статье представлены сведения об операциях штамповки металлов и машинных прессах. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://metalproductsblog.com/2014/03/12/mechanical-vs-hydraulic-punch-presses/
- https://www. thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
- https://www.metalformingmagazine.com
- https://www.sciencedirect.com/topics/engineering/fine-blanking
- https://mindtribe.com/2016/03/the-mindtribe-guide-to-sheet-metal-design/
- http://marii.my/design-considerations-for-metal-stamping/
- https://www.keatsmfg.com/metal-stamping/
- https://www.espemfg.com/blog/blanking-vs-Punching/
- https://www.manortool.com/blog/applications-tips-transferring-tooling/
- https://www.ohiovalleymfg.com/blog/heavy-gauge-stamping/
- https://www.arandatooling.com/what-is-metal-stamping/
- https://www.associatedfastening.com/products-services/metal-stamping.html
- https://www.hudson-technologies.com/blog/metal-stamping-custom-components/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
- https://www.esict.com/tool-die-making/
- https://www. metalcraftspinning.com/blog/aluminum-vs-steel/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
- https://www.customrollform.com/blog/types-metal-stamping-dies/
- https://www.associatedfastening.com/aluminum-stamping/
- https://www.tlclam.net/capabilities/annealing/
 thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press metalcraftspinning.com/blog/aluminum-vs-steel/
metalcraftspinning.com/blog/aluminum-vs-steel/Другие изделия из металла
- Как предотвратить образование складок во время глубокой вытяжки
- Травмы, характерные для металлообработки
- Основное сырье, используемое при изготовлении металла
- Процессы изготовления нержавеющей стали
- Готовые изделия из нержавеющей стали
- Производство сварных и бесшовных труб из нержавеющей стали
- Металлообработка на токарном станке
- Как глубоко вытянуть латунь
- История металлического прядения
- Алюминиевый профиль в строительстве
- Как работают станки для отделки металла
- Взрывной гидроформинг
- Технология гидроформовки металлов
- Применение ротационной штамповки в профилегибочном производстве
- Пластик против.
