
О нас | ЗАО НИР
ЗАО «Новые инструментальные решения»
15 октября 2008 года ГК «РОСНАНО», ОАО «НПО «Сатурн» и ОАО «Газпромбанк» учредили новую компанию — Закрытое акционерное общество «Новые инструментальные решения».
26 апреля 2010 года в городе Рыбинске Ярославской области началось производство монолитного твердосплавного инструмента с многослойным наноструктурированным покрытием.
Основным видом деятельности ЗАО «НИР» является производство современного металлорежущего твердосплавного инструмента с многослойным наноструктурированным покрытием, построенное по самым современным стандартам.
Эффективность производства, качество и надежность выпускаемого инструмента являются для компании первостепенной задачей. Закрытое акционерное общество «Новые инструментальные решения» решает эту задачу самыми передовыми методами, используя уникальное оборудование. На производстве используются станки мировых лидеров: Walter, Zoller, Novotec, Studer, Woco, Junker.
Миссия компании
Обеспечение российского авиастроения отечественным высокопроизводительным инструментом, создание популярного российского бренда
Цифры и факты
1 600 000
штук инструмента выпущено ЗАО «НИР» с даты основания
165 000
штук готового инструмента в год
10
лет на рынке
Время нанотехнологий: как работает и что производит ЗАО «НИР»
«Новые инструментальные решения» теперь на 100 % принадлежат «Сатурну»: сделку о выкупе доли у «Роснано» закрыли на днях. Для рыбинских моторостроителей это стало поводом наконец приоткрыть завесу тайны над предприятием, которое семь лет назад стало первым в России, применяющим в рабочем процессе нанотехнологии. «Черёмуха» рассказывает о точнейшем производстве, где единица измерения — даже не миллиметр, а микрон, и его амбициозных задачах.
Алексей Соболев, заместитель управляющего директора — директор по экономике и финансам НПО «Сатурн», член Совета директоров ЗАО «НИР»:
«31-го мая мы завершили консолидацию пакета акций ЗАО „НИР“. Это предприятие — первый промышленный стартап госкорпорации „Роснано“. Сделку мы готовили в течение года и выкупили 49 % акций, доведя долю участия „Сатурна“ до ста процентов. В дальнейшем мы предполагаем развитие предприятия, „Сатурн“ и другие компании заинтересованы в продукции „НИР“».

Предприятие открыли в 2010-м, чтобы обеспечить российское производство специальным инструментом с тончайшим покрытием. До этого заказывать его приходилось за рубежом. Задачу выполнили полностью. Теперь, благодаря ЗАО «НИР», свои потребности в инструменте закрывают многие компании по всей России.
Алексей Соболев, заместитель управляющего директора, директор по экономике и финансам НПО «Сатурн»:
«В 2010-м мы фактически осуществили первую программу импортозамещения в технологической сфере. Сегодня продукция востребована со стороны российских предприятий, и мы рассчитываем, что темпы роста, которые мы показываем в течение последних пяти лет, сохранятся. Для „Сатурна“ это, в первую очередь, уверенность в завтрашнем дне. Несмотря на санкции, мы будем получать продукцию, которая соответствует лучшим зарубежным аналогам по гораздо меньшей цене. Мы ставим задачу перед менеджментом постоянно расширять присутствие на внешних рынках».
Экскурсию по «Новым инструментальным решениям» проводит его генеральный директор Сергей Бородин. Проходя мимо уникальных для России станков, он рассказывает, что идея создать первое в стране предприятие по изготовлению осевого монолитного инструмента появилась ещё в 2008-м, а сам «НИР» вырос из небольшого участка, работавшего в составе инструментального завода НПО «Сатурн».
— К текущему моменту мы превратились в современное предприятие с полной инфраструктурой, квалифицированным персоналом и продукцией, востребованной на рынке достаточно широко, — говорит Бородин.

Производство ЗАО «НИР» совсем не похоже на типичный российский цех. Наливные полы, белые чистые стены, ряды стильных станков с продуманным дизайном — выглядит так, будто оказался в Европе, где-нибудь на Safran.
Коллектив здесь работает камерный: 100 человек для промышленной компании — небольшая цифра. Обучать всех сотрудников приходится своими силами и за свой счёт. Нужных «НИРу» компетенций не даёт ни один отечественный колледж или вуз.
Сергей Бородин, генеральный директор ЗАО «НИР»:
«У нас сквозное обучение. Человек пришёл — мы его на оператора обучили. Показывает хорошие задатки — учится на наладчика. Мы учим только здесь, и все люди обязательно изучают технологии и оборудование. Таких станков, как у нас, в России не так уж много, поэтому нужное образование практически нигде не получишь».

На стене цеха закреплены две маркерные доски. Первая — «Раздражители». На ней записывают все проблемы, возникающие по ходу производства. Надписи с неё стёрты. Спрашиваю, не к приходу ли журналистов? Сергей Бородин улыбается. Говорит, последнюю проблему решили на днях.
— Не беспокойтесь, новая появится очень быстро. Находить проблемы и решать их — это нормально, так производство и улучшается.
Чтобы показать, что ЗАО «НИР» ничего не прячет, генеральный директор сам обращает внимание на вторую доску — «Оценка состояния культуры производства». По замечанию Сергея Бородина, пятёрок там пока нет, потому что «рисовать» успехи — не в интересах компании.
Средний возраст коллектива — меньше сорока лет. Притоку молодых людей помогает конкурентная на областном уровне зарплата.
Сергей Бородин:
«Не все люди могут быть инженерами, зато из них может получиться прекрасный оператор станка. Здесь нужно иметь определённый склад характера, наше дело не терпит суеты. Есть большая монотонность на производстве. Нужно обладать и пространственным мышлением, и уметь работать с компьютером. Коллектив небольшой, поэтому текучки почти нет. Уходят разве что на пенсию или по семейным обстоятельствам».
— Например, один сотрудник нашёл себе любовь и уехал в Омск. Я ему звонил недавно, говорит, что собирается обратно, — включается в разговор начальник производства ЗАО «НИР» Павел Гордеев.
— Разлюбил? — уточняю в шутку. Павел смеётся.
— Нет, с любовью всё хорошо. Причины другие. Если работник хороший, мы не закрываем двери после ухода: ведь это готовый и квалифицированный специалист, знающий специфику нашего производства.
Сто человек каждый месяц производят и перетачивают тысячи фрез, свёрл, развёрток, зенкеров, специальных инструментов. Павел Гордеев не без гордости показывает каталог компании: в нём несколько тысяч позиций. Если учитывать, что прибыль приносит не только производство, но и переточка использованных инструментов, неудивительно, что ЗАО «НИР» — прибыльная компания.
Сергей Бородин:
«Сегодня предприятие уже приносит прибыль, мы имеем чистые активы больше уставного капитала. Акционеры получают дивиденды, я считаю, что динамика позитивная. Мы работаем с „Сатурном“ в режиме онлайн: они постоянно получают от нас новые инструменты, а мы от них — инструменты на переточку. Мы благодарны „Сатурну“, на его базе мы смогли научиться работать, и те знания, которые мы получили, мы транслируем сейчас на остальные предприятия, с которыми хотим сотрудничать. Если мы говорим, что работаем с „Сатурном“, это уже значительный плюс, это имиджевая составляющая».
На вопрос о работе предприятия Сергей Бородин отвечает словами Микеланджело:
Когда того спросили, как он создаёт свои скульптуры, мастер ответил: «Я просто беру камень и отсекаю всё лишнее». Станки «НИРа» делают всё аккурат по такой же схеме.
Сергей Бородин:
«Мы покупаем заготовку твёрдого сплава, и методом шлифования — алмазными кругами — делаем из неё на заготовительном участке наружный контур. Это длина, диаметр, переходы, шейки и всё прочее. После мы её маркируем нашим логотипом и направляем на станки для вышлифовки канавок и заточки режущих кромок».
Весь инструмент проходит контроль на всех этапах производства. Специалисты замеряют в буквальном смысле каждый микрон. В отделе ОТК на стеллажах стоят свёрла, приготовленные к следующим операциям: на острие каждого защитный колпачок. В держателе они напоминают пробирки в лаборатории. Сходство неслучайное: точность здесь медицинская.
Сергей Бородин:
«Мы работаем с самым разным уровнем технологий. Вот таким сверлом сверлить стену — всё равно, что микроскопом гвозди забивать. Потому что инструмент должен соответствовать общему уровню развития предприятия. У этих свёрл совершенно другая скорость резания и износостойкость».
Улучшенные свойства свёрла получают на последнем и, пожалуй, самом важном этапе обработки: создании покрытия с использованием тех самых нанотехнологий. Считанные микроны определённого материала, нанесённые на режущую поверхность, могут сделать её в разы эффективней. Сергей Бородин подчёркивает: делают это на отечественном оборудовании.

Сергей Бородин:
«Вот установка „Кремень“, это совместное производство НПО „Сатурн“ с Курчатовским институтом. Идея её разработки появилась ещё до „НИР“. Она играла базовую роль: необходимо было создать отечественную установку нанесения износостойких покрытий, которая соответствовала бы всем параметрам импортных производителей на российском рынке. И чтобы они была максимально изготовлена из отечественных материалов, максимально независима. Чем хороши отечественные разработки? У нас есть доступ к программной составляющей, мы можем что-то изменить, улучшить. Зарубежные аналоги позволяют делать только то, что предлагает производитель оборудования. Толщина покрытий здесь колеблется в районе одного, двух, четырёх микрон».
Все процессы проходят при определённой температуре в вакууме и могут длиться по несколько часов. Перед этим каждая деталь чистится сначала в щелочах, затем в дистиллированной воде, чтобы поступить на обработку полностью обезжиренной.
Перерывы в работе, отключение и запуск аппаратов могут повлиять на точность, поэтому в «Новых инструментальных решениях» работают круглые сутки без выходных, в две смены по 12 часов. Исключение сделано для работников отдела контроля: они на работе только днём, чтобы максимально концентрировать внимание. Для филигранной точности в цехе улучшили атмосферу: в помещениях заменили освещение на светодиодное — теперь оно не мерцает, поставили шумоглушители, улучшили систему вентиляции.
Выполняя поставки российским предприятиям инструмента, аналогичного импортному, ЗАО «НИР» ставит новую цель. Завершая экскурсию, Сергей Бородин рассказывает о планах выйти и на международный рынок. Конкуренция большая, но у рыбинского производителя определённо есть шанс найти свою нишу.
- Дмитрий Воробьёв
cheremuha.com
Принятая система обозначения монолитного металлорежущего инструмента российской компании НИР Расшифровка кода стандартной концевой фрезы, спирального сверла мно
| Обновлено 2018-11-17 16:50:09 |
| Металлорежущий инструмент и инструментальная оснастка / Cutting tools and tooling system НИР (NIR) | Каталог НИР 2016 Режущий твердосплавный инструмент (Всего 140 стр.) | |||||
9 Каталог НИР 2016 Режущий твердосплавный инструмент для металлорежущих станков Стр.7 | |||||
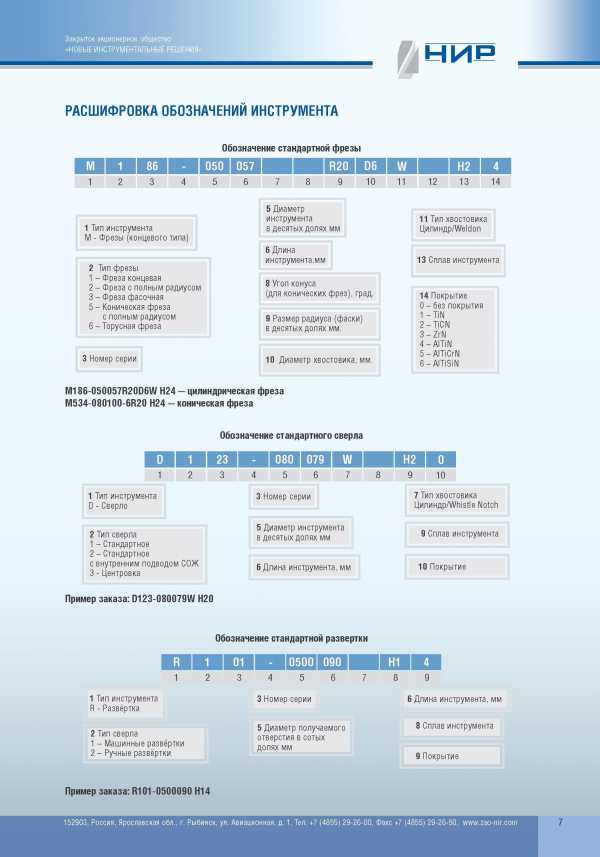 Принятая система обозначения монолитного металлорежущего инструмента российской компании НИР Расшифровка кода стандартной концевой фрезы, спирального сверла мно Принятая система обозначения монолитного металлорежущего инструмента российской компании НИР Расшифровка кода стандартной концевой фрезы, спирального сверла. многозубой развертки М I 1 86 050 057 R20 D6 W h3 1 3 4 6 8 9 10 11 12 13 14 5 Диаметр 1 Тип инструмента М – Фрезы (концевого типа) инструмента в десятых долях мм 11 Тип хвостовика Цилиндр/Weldon 6 Длина 13 Сплав инструмента 2 Тип фрезы инструмента,мм 1 – Фреза концевая 2 – Фреза с полным радиусом 3 – Фреза фасочная 5 – Коническая фреза с полным радиусом 6 – Торусная фреза 8 Угол конуса (для конических фрез), град. 14 Покрытие 0 – без покрытия 1 – TIN 2 – TICN 3 – ZrN 9 Размер радиуса (фаски) в десятых долях мм. 3 Номер серии 10 Диаметр хвостовика, мм. 4 – AlTIN 5 – AlTiCrN 6 – AlTlSIN М186-050057R20D6W Н24 цилиндрическая фреза М534-080100 20 h34 коническая фреза Обозначение стандартного сверла 23 – 080 079 W h3 1 2 3 4 5 6 7 8 9 10 1 Тип инструмента D – Сверло 3 Номер серии 7 Тип хвостовика Цилиндр/Whistle Notch 2 Тип сверла 1 – Стандартное 5 Диаметр инструмента в десятых долях мм 9 Сплав инструмента 2 – Стандартное с внутренним подводом СОЖ 3 – Центровка Пример заказа D123-080079W Н20 6 Длина инструмента, мм 10 Покрытие Обозначение стандартной развертки R 1 01 – 0500 090 h2 4 1 2 3 4 5 6 7 8 9 1 Тип инструмента R – Развёртка 3 Номер серии 2 Тип сверла 1 – Машинные развёртки 2 – Ручные развёртки 5 Диаметр получаемого отверстия в сотых долях мм 6 Длина инструмента, мм 8 Сплав инструмента 9 Покрытие Пример заказа R101-0500090 Н14 5 7 РАСШИФРОВКА ОБОЗНАЧЕНИИ ИНСТРУМЕНТА | |||||
См.также / See also : | |||||
| | |||||
| НИР (NIR) | |||||
| | |||||
Каталог НИР 2016 Режущий твердосплавный инструмент (140 страниц) | |||||
| | |||||
| Металлорежущий инструмент и инструментальная оснастка / Cutting tools and tooling system | |||||
| Каталог НИР 2016 Режущий твердосплавный инструмент (Всего 140 стр.) | |||||
| | 6 | 7 | 8 В процессе фрезерования работы данные концевые твердосплавные фрезы НИР более эффективно сопротивляются возникновению резонансных автоколебаний, что положительн | 10 Графические условные обозначения (пиктограммы) на страницах инструментального каталога российского производителя металлорежущего инструмента компании НИР (Рыбин | 11 | 12 Российский фрезерный металлорежущий монолитный инструмент НИР для чернового фрезерования алюминия и алюминиевых сплавов Концевые твердосплавные фрезы NIR М152 А |
| Поиск на сайте Lab2u.ru с помощью поисковых систем GOOGLE, ЯНДЕКС, BING : | ||
lab2u.ru
| Металлорежущий инструмент и инструментальная оснастка / Cutting tools and tooling system | |||||
Инструментальные каталоги российской компании НИР. | |||||
Каталог НИР 2016 Режущий твердосплавный инструмент (140 страниц) | |||||
Выборочные страницы инструментальных каталогов компании НИР (Россия). | |||||
| НИР (NIR) | Каталог НИР 2016 Режущий твердосплавный инструмент | |||||
| 69 Пятизубые твердосплавные концевые фрезы НИР М189 (Россия) Фрезерный монолитный инструмент с наружным подводом СОЖ Изображение Основные размеры Направление спира | 70 Рекомендуемые режимы резания при фрезеровании твердосплавными фрезами НИР Обрабатываемый материал Группа согласно стандарта ISO Прочность на разрыв, Скорость ре | 71 Многозубые чистовые концевые фрезы НИР М142 из твердого сплава Фрезерный монолитный инструмент с цилиндрическим хвостовиком (исполнения – гладкий и с лыской) По | 85 Двухперые концевые твердосплавные фрезы НИР М126 с цилиндрическим хвостовиком (ц/х) Общий вид монолитного фрезерного инструмента Основные характеристики Направл | 101 Твердосплавные концевые фасочные фрезы НИР М309 Подвод СОЖ наружный, внутренний на заказ Направление спирали правое Количество режущих кромок 4 Обозначение по п | 105 Монолитный металлорежущий инструмент НИР для механической обработки отверстий на металлообрабатывающиех станках Начало раздела |
| 112 Российские спиральные цельнотвердосплавные сверла НИР серии D177 и D277 Сверлильный инструмент по металлу общего назначения Исполнения с наружным и внутренним п | 118 Центровочные твердосплавные односторонние сверла НИР серии D301, D311 с правым направлением спирали и наружным подводом СОЖ Изображение сверлильного инструмента | 119 Твердосплавные односторонние твердосплавные сверла НИР Таблица с рекомендуемыми значениями режимов резания для различных обрабатываемых материалов Нержавеющая с | 123 Твердосплавные заготовки (столбики) НИР для изготовления монолитного режущего инструмента Серия Z Подвод СОЖ наружный, внутренний на заказ Применение ISO общее | 125 Справочная техническая информация по правильному применению режущего инструмента российской компании НИР Начало раздела | 140 Оборотная сторона обложки каталога российского производителя режущего инструмента НИР Контактная информация 152903, Россия, Ярославская обл г Рыбинск, ул Авиаци |
| НИР (NIR) | Каталог НИР 2016 Режущий твердосплавный инструмент | |||||
| 1 Лицевая сторона обложки каталога инструментальной продукции НИР 2016 1 Стандартный и специальный монолитный твердосплавный металлорежущий инструмент Концевые ф | 2 Российская компания НИР Производитель металлорежущего инструмента из твердого сплава в России Продукция и услуги Осевой твердосплавный монолитный инструмент Фре | 3 Основные преимущества концевых твердосплавных фрез НИР М146 заключаются в специальной конструкции торцевой части данного фрезерного металлорежущего инструмента | 8 В процессе фрезерования работы данные концевые твердосплавные фрезы НИР более эффективно сопротивляются возникновению резонансных автоколебаний, что положительн | 9 Принятая система обозначения монолитного металлорежущего инструмента российской компании НИР Расшифровка кода стандартной концевой фрезы, спирального сверла мно | 10 Графические условные обозначения (пиктограммы) на страницах инструментального каталога российского производителя металлорежущего инструмента компании НИР (Рыбин |
| 12 Российский фрезерный металлорежущий монолитный инструмент НИР для чернового фрезерования алюминия и алюминиевых сплавов Концевые твердосплавные фрезы NIR М152 А | 13 Таблицы рекомендованных значений режимов резания НИР при фрезеровании концевыми твердосплавными фрезами в зависимости отусловий механической обработки и обрабат | 14 Общий вид и основные размеры монолитных твердосплавных концевых фрез НИР М154 Основные характеристики российского металлорежущего инструмента для фрезеровки алю | 22 Основные характеристики и размеры четырехзубых твердосплавных черновых фрез НИР М124 со стружколомающей режущей геометрией Подвод СОЖ наружный, внутренний на за | 24 Твердосплавные двузубые концевые фрезы НИР M129 без радиуса при вершине Подвод СОЖ наружный, внутренний на заказ Направление спирали правое M129-030050R00 h34 M | 82 Конструкция и размеры твердосплавных конических твердосплавных фрез НИР М534 Направление спирали правое Количество режущих кромок 4 Возможно изготовление фрезер |
| 84 Рекомендации производителя российского металлорежущего инструмента компании НИР по выбору ширины и глубины фрезерования для концевых твердосплавных монолитных ф | 103 Одним из направлений деятельности российской компании Новые Инструментальные Решения является переточка монолитного металлорежущего промышленного инструмента и | 104 Производственный участок компании НИР (Россия, г Рыбинск) оснащен оборудованием для подготовки поверхности металлорежущего инструмента перед нанесением покрытия | 106 Основные характеристики российского сверлильного металлорежущего инструмента НИР Спиральные твердосплавные монолитные сверла с наружным и внутренним подводом СО | 120 Многолезвийный металлорежущий инструмент из твердого сплава Машинные прямозубые цельные развертки НИР серий R101 и R102 с наружным подводом СОЖ общий вид и осно | 124 Применение специального осевого режущего инструмента российской компании НИР позволяет сократить число переходов на операции и получать поверхности сложного про |
| 126 Справочная сокрщенная таблица наиболее распространенных значений допусков и посадок по системе вала и отверстия Диаметр мм е8 -14/-28 -20/-38 -25/-47 -32/-59 -4 | 127 Основные расчетные формулы при фрезеровании и сверлении цельным металлорежущим инструментом Скорость резания Vp м/мин Минутная подача SM мм/мин n – частота вращ | 128 Описание основных характеристик и областей применения твердых сплавов НИР для металлорежущего инструмента для фрезерных и сверлильных технологических операций С | 131 Бланк заказа концевых твердосплавных монолитных фрез компании НИР Металлорежущий фрезерный инструмент с плоским торцом Число зубьев Хвостовик Цилиндрический фас | 137 Бланк заказа специальных твердосплавных монолитных свёрл НИР Угол спирали стружечных канавок Хвостовик Цилиндрический Whistle Notch Число режущих зубьев сверлил | 138 Бланк заказа металлорежущего многолезвийного специнструмента НИР Монолитные твердосплавные зенкера и развертки Основные технические параметры Угол спирали Число |
| НИР (NIR) | |||||
| Каталог НИР 2016 Режущий твердосплавный инструмент Металлорежущий инструмент и инструментальная оснастка / Cutting tools and tooling system | |||||
lab2u.ru
Применение специального осевого режущего инструмента российской компании НИР позволяет сократить число переходов на операции и получать поверхности сложного про
| Обновлено 2018-11-17 16:50:10 |
| Металлорежущий инструмент и инструментальная оснастка / Cutting tools and tooling system НИР (NIR) | Каталог НИР 2016 Режущий твердосплавный инструмент (Всего 140 стр.) | |||||
124 Каталог НИР 2016 Режущий твердосплавный инструмент для металлорежущих станков Стр.122 | |||||
 Применение специального осевого режущего инструмента российской компании НИР позволяет сократить число переходов на операции и получать поверхности сложного про Применение специального осевого режущего инструмента российской компании НИР позволяет сократить число переходов на операции и получать поверхности сложного профиля одним инструментом, а также обрабатывать труднодоступные поверхности. При проектировании инструмента будут учтены особенности вашего производства. При заказе специального инструмента или инструмента с параметрами, отличными от каталога, воспользуйтесь бланками заказа в конце каталога. ИЗГОТОВЛЕНИЕ СПЕЦИАЛЬНОГО ИНСТРУМЕНТА Для решения Ваших задач, требующих индивидуального подхода, наши специалисты разработают и изготовят специальный инструмент. Фрезы концевые различных типов диаметром 3.. .32 мм Сверла диаметром 3.25 мм, глубина обработки до 10D Развертки,зенкеры, центровки Изготовление инструмента по чертежам заказчика или по разработанным ЗАО НИР . Сроки проектирования и изготовления от 15 рабочих дней в зависимости от сложности и объема партии инструмента. Предельная точность изготовления допуск по 6 квалитету; биение до 5 мкм. | |||||
См.также / See also : | |||||
| | |||||
| НИР (NIR) | |||||
| | |||||
Каталог НИР 2016 Режущий твердосплавный инструмент (140 страниц) | |||||
| | |||||
| Металлорежущий инструмент и инструментальная оснастка / Cutting tools and tooling system | |||||
| Каталог НИР 2016 Режущий твердосплавный инструмент (Всего 140 стр.) | |||||
| | 121 | 122 | 123 Твердосплавные заготовки (столбики) НИР для изготовления монолитного режущего инструмента Серия Z Подвод СОЖ наружный, внутренний на заказ Применение ISO общее | 125 Справочная техническая информация по правильному применению режущего инструмента российской компании НИР Начало раздела | 126 Справочная сокрщенная таблица наиболее распространенных значений допусков и посадок по системе вала и отверстия Диаметр мм е8 -14/-28 -20/-38 -25/-47 -32/-59 -4 | 127 Основные расчетные формулы при фрезеровании и сверлении цельным металлорежущим инструментом Скорость резания Vp м/мин Минутная подача SM мм/мин n – частота вращ |
| Поиск на сайте Lab2u.ru с помощью поисковых систем GOOGLE, ЯНДЕКС, BING : | ||
lab2u.ru
Металлорежущий инструмент ЗАО «НИР» вызвал большой интерес на выставке металлообработчиков
 |
Металлорежущий твердосплавной инструмент с износостойким наноструктурированным покрытием производства ЗАО «Новые инструментальные решения» на 14-й Международной специализированной выставке «Оборудование, приборы и инструменты для металлообрабатывающей промышленности» – «Металлообработка-2013», которая проходила в Москве с 27 по 31 мая 2013 года, был представлен в рамках объединенного стенда с дочерними компаниями НПО «Сатурн» – ЗАО «СатИЗ» и ЗАО «РеМО».
На стенде экспонировались различные образцы продукции НИРа, в том числе современный металлорежущий твердосплавной инструмент с наноструктурированным покрытием, который по своим технологическим характеристикам, надежности и износостойкости может стать альтернативой западным аналогам на инструментальном рынке.
В экспозиции ЗАО «НИР» продемонстрированы основные этапы производственного техпроцесса. Посетители стенда получили возможность познакомиться с полным циклом нанесения износостойких наноструктурированных покрытий: от линии ультразвуковой очистки для подготовки поверхности инструмента перед нанесением покрытия, установки для нанесения высокоэффективных PVD-покрытий нового поколения, до комплекса полировки режущей части инструмента и участка контроля качества наносимых покрытий.
В ходе выставки «Металлообработка-2013» гостями экспозиции ЗАО «НИР» стали более 200 представителей различных компаний, предприятий машиностроения, приборостроения, нефтегазовой, электротехнической промышленности.
Специалистами ЗАО «НИР» проводились консультации по подбору инструмента к тому или иному виду оборудования, состоялись встречи и переговоры с представителями ряда российских компаний по реализации совместных проектов, развитию взаимовыгодного сотрудничества. В частности, с руководителями ОАО «Красногорский машиностроительный завод» обсуждались возможности изготовления специального инструмента на базе ЗАО «НИР». В ходе переговоров достигнуты договоренности о проведении испытаний металлорежущего инструмента НИРа для замены части импортного инструмента, который используется на предприятии в настоящее время.
В рамках «Металлообработка-2013» состоялись переговоры с ОАО «РТ-Станкоинструмент» о поставках металлорежущего твердосплавного инструмента на ОАО «Волжский машиностроительный завод», с представителями компании ООО «Солекс», г. Пермь о поставках инструмента на предприятия Пермского края и Поволжья, с ЗАО «Механоремонтный комплекс» – дочерней компанией ОАО «Магнитогорский металлургический комбинат».
Достигнуты договоренности с ООО «Савеловский машиностроительный завод», входящим в Объединенную промышленную корпорацию «ОБОРОНПРОМ», о проведении испытаний продукции ЗАО «НИР» для последующего внедрения в производство.
Генеральный директор ЗАО «Новые инструментальные решения» Сергей Бородин, отметил готовность компании к увеличению объемов производства: «Наши производственные возможности позволяют изготавливать современный твердосплавной инструмент, не уступая по качеству импортным аналогам, под любые задачи заказчика, в том числе с применением технологии нанесения износостойких покрытий. Мы стараемся сделать так, чтобы ЗАО «НИР» стало одним из ведущих производителей твердосплавного инструмента в России. Закрепить свои позиции на российском рынке – посильная задача на сегодняшний день».
ЗАО «Новые инструментальные решения» создано в 2008 году как российское предприятие по производству монолитного твердосплавного инструмента с многослойным наноструктурированным покрытием. Сферы его применения – высокотехнологичные отрасли отечественной промышленности (авиационное двигателестроение, ракетно-космическая отрасль, приборостроение и др.).
Акционерами ЗАО «НИР» являются ОАО «НПО «Сатурн» – 50,02% акций и ОАО «РОСНАНО» – 49,98% акций.
ЗАО «Новые инструментальные решения»:
телефон: (4855) 29-26-01
факс: (4855) 29-26-26
e-mail: [email protected]
www. zao-nir.com
kr-media.ru
Металлорежущий инструмент ЗАО “НИР” вызвал большой интерес на выставке металлообработчиков / АвиаПорт.Дайджест

Металлорежущий твердосплавной инструмент с износостойким наноструктурированным покрытием производства ЗАО “Новые инструментальные решения” на 14-й Международной специализированной выставке “Оборудование, приборы и инструменты для металлообрабатывающей промышленности” – “Металлообработка-2013”, которая проходила в Москве с 27 по 31 мая 2013 года, был представлен в рамках объединенного стенда с дочерними компаниями НПО “Сатурн” – ЗАО “СатИЗ” и ЗАО “РеМО”.
На стенде экспонировались различные образцы продукции НИРа, в том числе современный металлорежущий твердосплавной инструмент с наноструктурированным покрытием, который по своим технологическим характеристикам, надежности и износостойкости может стать альтернативой западным аналогам на инструментальном рынке.
В экспозиции ЗАО “НИР” продемонстрированы основные этапы производственного техпроцесса. Посетители стенда получили возможность познакомиться с полным циклом нанесения износостойких наноструктурированных покрытий: от линии ультразвуковой очистки для подготовки поверхности инструмента перед нанесением покрытия, установки для нанесения высокоэффективных PVD-покрытий нового поколения, до комплекса полировки режущей части инструмента и участка контроля качества наносимых покрытий.
В ходе выставки “Металлообработка-2013” гостями экспозиции ЗАО “НИР” стали более 200 представителей различных компаний, предприятий машиностроения, приборостроения, нефтегазовой, электротехнической промышленности.
Специалистами ЗАО “НИР” проводились консультации по подбору инструмента к тому или иному виду оборудования, состоялись встречи и переговоры с представителями ряда российских компаний по реализации совместных проектов, развитию взаимовыгодного сотрудничества. В частности, с руководителями ОАО “Красногорский машиностроительный завод” обсуждались возможности изготовления специального инструмента на базе ЗАО “НИР”. В ходе переговоров достигнуты договоренности о проведении испытаний металлорежущего инструмента НИРа для замены части импортного инструмента, который используется на предприятии в настоящее время.
В рамках “Металлообработка-2013” состоялись переговоры с ОАО “РТ-Станкоинструмент” о поставках металлорежущего твердосплавного инструмента на ОАО “Волжский машиностроительный завод”, с представителями компании ООО “Солекс”, г. Пермь о поставках инструмента на предприятия Пермского края и Поволжья, с ЗАО “Механоремонтный комплекс” – дочерней компанией ОАО “Магнитогорский металлургический комбинат”.
Достигнуты договоренности с ООО “Савеловский машиностроительный завод”, входящим в Объединенную промышленную корпорацию “ОБОРОНПРОМ”, о проведении испытаний продукции ЗАО “НИР” для последующего внедрения в производство.
Генеральный директор ЗАО “Новые инструментальные решения” Сергей Бородин, отметил готовность компании к увеличению объемов производства: “Наши производственные возможности позволяют изготавливать современный твердосплавной инструмент, не уступая по качеству импортным аналогам, под любые задачи заказчика, в том числе с применением технологии нанесения износостойких покрытий. Мы стараемся сделать так, чтобы ЗАО “НИР” стало одним из ведущих производителей твердосплавного инструмента в России. Закрепить свои позиции на российском рынке – посильная задача на сегодняшний день”.
ЗАО “Новые инструментальные решения” создано в 2008 году как российское предприятие по производству монолитного твердосплавного инструмента с многослойным наноструктурированным покрытием. Сферы его применения – высокотехнологичные отрасли отечественной промышленности (авиационное двигателестроение, ракетно-космическая отрасль, приборостроение и др.).
Акционерами ЗАО “НИР” являются ОАО “НПО “Сатурн” – 50,02% акций и ОАО “РОСНАНО” – 49,98% акций.
Ссылки по теме: Другие пресс-релизы « ПАО “ОДК – Сатурн”» | Все пресс-релизы
Дайджест прессы за 13 июня 2013 года | Дайджест публикаций за 13 июня 2013 года
Авторские права на данный материал принадлежат компании « ПАО “ОДК – Сатурн”». Цель включения данного материала в дайджест – сбор максимального количества публикаций в СМИ и сообщений компаний по авиационной тематике. Агентство «АвиаПорт» не гарантирует достоверность, точность, полноту и качество данного материала.
Связи: Самолетостроение, Выставки и конференции, Научно-производственное объединение “Сатурн” (в процессе тестирования)www.aviaport.ru